基于MPI通信的YL335B自动线实训设备改造
2015-05-30 15:11:21宋瑞娟
中国新通信 2015年20期
宋瑞娟
【摘要】 本文以YL335B自动线实训设备为载体,通过西门子S7-300 PLC对实训设备进行改造。通过改造方案的实施,整合实训基地设备资源,提高实训基地设备利用率,提高学生对自动化生产线设备整体理解和应用。
【关键词】 MPI 西门子PLC 设备利用率
一、引言
广西机电职业技术学院(以下简称我院)电气自动化实训基地模块化柔性制造系统实训室有6套YL335B 自动化生产线实训设备,该设备综合应用了多种技术知识,包含气动控制技术、机械技术、传感器技术、变频器控制技术、伺服位置控制技术、PLC控制技术和组网技术等。设备在铝合金导轨台上安装供料、加工、装配、分拣、输送等5个工作单元,每个工作单元由一台PLC承担其控制任务,各PLC之间采用PPI协议进行通信。PPI协议是西门子S7-200 PLC最基本的通信方式,通过自身的端口(PORT0或PORT1)就可以实现通信。
伴随着自动化生产线在工业中的广泛应用,现代企业的生产自动化水平越来越高,中大型PLC在工业控制过程中应用越来越多,YL335B使用的是西门子S7-200小型PLC作为主要控制器,结合我院电气自动化实训基地工业控制网络实训室的西门子S7-300中型PLC,对YL335B设备进行改造,不仅整合实训基地的资源,提高设备利用率,同时也提高学生对中型PLC综合应用的认识和理解。
MPI(Multi Point Interface)是多点接口的简称,是当通信速率要求不高,通信数据量不大时可以采用的一种简单经济的通信方式。通过它可以组成小型PLC通讯网络,实现PLC之间的少量数据交换,它不需要额外的硬件和软件就可以网络化。每个西门子S7-300 CPU都集成了MPI通信协议,MPI的物理层是RS-485。通过MPI,PLC可以同时与多个设备建立通信连接,这些设备包括编程器(PG)或运行STEP7的计算机(PC)、人机界面(HMI)及其它西门子S7、M7和C7系列设备。本文以西门子S7-300 PLC采用MPI通信协议结合YL335B实训设备进行控制方式的改造。
二、系统构成
西门子S7-300 PLC和S7-200 PLC之间的通信有三种方式,即MPI通信、PROFIBUS通信和工业以太网通信,由于后两种的通信方式需要相应的通信模块才能实现,而且YL335B自动线实训设备规模不大,PLC之间的距离最远只有3米的范围,通信交换数据不多,所以采用MPI协议,为提高通信速率在此选择西门子PROFIBUS转接器和线缆把S7-300 PLC与S7-200 PLC进行连接。由于S7-200 PLC是小型机,在这种通信方式下S7-300 PLC做主站,S7-200 PLC只能做从站。主站可以主动发起数据通信,发送或接收从站数据;从站不能主动发起通信,只能响应主站的访问,提供或接收数据;从站之间不能访问其他从站。
结合我院自动化实训基地的设备,采用1台西门子S7-300 PLC取代原来输送单元的S7-200 PLC,其它工作单元的PLC保持不变。系统构成如图1所示。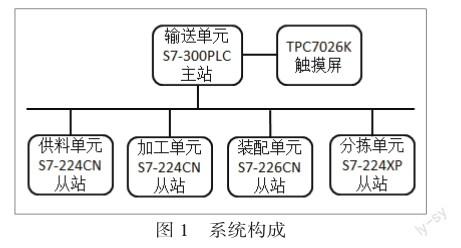
三、MPI网络组建
3.1 PLC硬件选择
系统保持原来供料、加工、装配、分拣等4个工作单元的PLC,分别是继电器输出型的CPU224、CPU224、CPU226、CPU224XP。
YL335B自动线实训设备输送单元原来的S7-200 PLC是晶体管输出型CPU226,该工作单元用到I/O点数是22点,输入输出分别11点,其中一个输出点输出高速脉冲给伺服电机驱动器,控制输送单元拖带的工作,所以在此选用我院电气自动化实训基地工业控制网络实训室已有的CPU313C-2DP型号的S7-300 PLC取代之,订货号是6ES7 313-6CF03-0AB0,该CPU是紧凑型的,集成有32点I/O,其中16点输入和16点输出,而且该CPU集成有3个高速脉冲输出通道,可以输出高速脉冲,完全满足原来输送单元的控制要求,在此基础上再选择一个5A的电源模块供电给CPU313C-2DP模块。
3.2 MPI通信设置
首先用SEP7 V4.0编程软件对供料、加工、装配、分拣等4个工作单元的 S7-200 PLC所用通信端口设置波特率为19.2kbps,设置所用通信端口MPI地址分别为3、4、5、6,设置完毕后把系统块下载到对应的PLC。其次用SEP7 V5.4_ CN编程软件对输送单元S7-300 PLC进行硬件组态,设置MPI地址为2,通信波特率同样为19.2kbps。
根据系统工作要求,信息交换统一筹划,考虑到YL335B自动线实训设备各工作单元PLC所交换的信息量不是很大,主站向各个从站发送的数据主要是主令信号,从从站接收的也主要是各从站的状态信息,发送和接收的数据均为2个字节,规划的数据如表1所示。
3.3 MPI通信程序设计
S7-200 PLC与S7-300 PLC之间采用MPI通信方式时,S7-200 PLC中不需要编写任何与通信相关的程序,只需要将要交换的数据整理到规划好的M存储区即可,而S7-300 PLC需要在OB1中调用系统功能X_GET(SFC67),在OB35中调用X_PUT(SFC68),实现S7-200 PLC与S7-300 PLC之间的MPI通信。调用SFC67和SFC68时VAR_ADDR参数填写S7-200PLC的数据地址区域,由于此例S7-200 PLC的数据区域为M,这里需要填写P#MXX.X BYTE n对应的就是S7-200 PLC存储区当中的MBXX到MB(XX+n)的数据区。
下面以输送单元和供料单元之间的数据通信为例来说明通信程序的设计,输送单元与其它从站的数据通信可以此为参考进行编程设计。在CPU313C-2DP中插入OB35,在OB35编程界面选择SFC68,程序如图2所示。在CPU313C-2DP中OB1编程界面选择SFC67,程序如图3所示,其他实现实训设备控制要求的程序根据功能另外进行设计,在此不再贅述。REQ和CONT参数也可以用M存储器的逻辑结果,只要状态满足是1时进行数据的连续传递。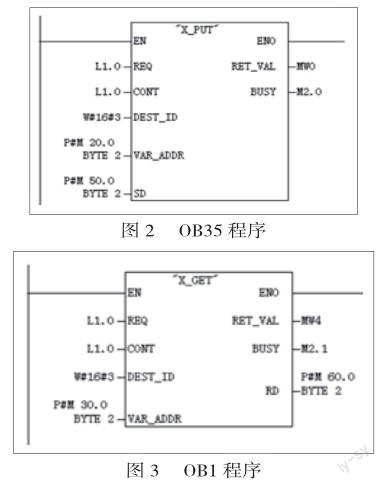
四、结束语
通过整合我院电气自动化实训基地的设备,改造后的YL335B自动线实训设备,经过实践,各工作单元能够按照设计的MPI通信方式实现工作,不仅提高我院实训基地的设备利用率,而且扩展了教学需求,也促进学生深入学习工业自动化系统的应用。
参 考 文 献
[1] 王记昌,任燕.自动化生产线实训装置升级改造[J].电子制作,2015(3):227.
[2] 秦益霖.西门子S7-300 PLC应用技术[M].北京:电子工业出版社,2007:217-219.