一种三元叶轮叶片成型工装的设计
2015-05-30 17:48:41夏靖原
科技创新与应用 2015年23期
夏靖原

摘 要:三件焊三元叶轮在制造过程中,叶片的下料、成型及叶轮三个零件拼装焊接是主要的工序,在这些工序中都需要利用工装才能完成工艺目标。文章介绍了在叶轮制造工艺过程中必须用到的三类工装的设计要点与结构特点。
关键词:三元直素线;叶片展开;叶片压型;拼装
1 叶轮结构
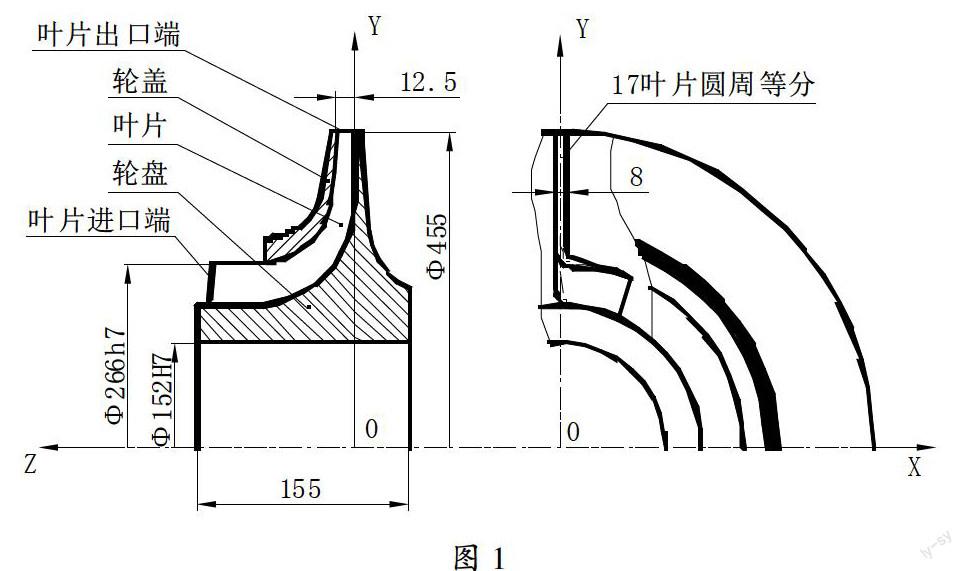
压缩机上应用的一种三元叶轮,其轮盖、叶片、轮盘为三件焊结构,叶片型面为三元直素线数据,其结构示意图如图1所示。
此三件焊三元叶轮的结构特点是:
(1)叶片形状狭长、型面扭曲不均匀,在进口端XY平面和ZY平面的双向投影都扭曲较大、叶片弯曲成约90°的镰刀状,而在叶片的出口端则是平整、无扭曲的。
(2)相对说叶片较厚,叶片出口高只有12.5mm,叶片厚度为8mm。
(3)叶轮轮盖为半覆盖式结构,其進口端为矮于叶片的半开放式结构,且对进口处叶片的外径尺寸精度要求较高,为Φ266h7。因此,在制造工艺上,叶片在下料、成型、直至与轮盖焊接时,在叶片的轮盖侧和轮盘侧都是有余量的。
2 叶片成型工装
要完成三件焊三元叶轮的整体焊接加工成形[1],主要需要三种工装:叶片展开样板、叶片压型模、叶片拼装模。每类工装都有各自的设计要点。
(1)叶片展开样板,是叶片下料的依据,是将叶片型面的三维数据展平成平面数据得来的叶片边界数据、再考虑叶片的工艺余量而设计绘制的样板工装。叶片平面下料的准确性直接影响叶片的成形效果,甚至影响最终转子的性能要求,叶片展开样板就是叶片平面下料的依据,所以叶片展开样板的计算精准度至关重要。由于叶片形状狭长,且扭曲不均匀,扭曲成了约90°好象三维镰刀状,这种三元曲面对叶片的平面展开计算的精准度影响较大。按工艺要求,叶片在轮盘侧、轮盖侧、出口侧的全部长度或部分长度上要求有加工余量,叶片展开数据计算时,首先确定以叶片无加工余量的进口侧作为展开计算的基准,根据叶片三维型面素线顺序依次向出口端计算展开数据;其次以叶片与轮盖的焊接长度内,无余量处作为叶片与轮盖的拼装焊接基准,计算叶片与轮盖焊接的坡口数据。设计叶片展开样板时,根据产品叶片结构数据特点,编制程序计算叶片型面展开数据,并同时考虑工艺数据,绘制叶片展开样板。
(2)叶片压型模的设计目标是将平面的叶片坯料压制成三维的产品叶片的型状,压型模的设计需考虑叶片厚度、叶片扭曲状态等因素对压型的影响。叶片压型模的型面理论数据是依据产品叶片中分面的型面数据,经过坐标的转换得来,其上、下模的型面数据,是在理论数据的基础上、考虑叶片厚度之半得出的[2]。由于叶片型面扭曲很大且不均匀,对叶片的成型效果影响极为不利,叶片压型模设计时,一方面需考虑将压型前的平面的叶片摆放到压型模上时,平面叶片要处于一种相对稳定的状态,并且还要考虑压型过程中叶片与压型模的接触位置相对均匀平衡;另一方面还需考虑压型模压制叶片合模时,压型模的压制重心与叶片的几何中心不能相差太大,以免影响叶片压制成型效果。
同时,由于叶片出口端的宽度为12.5mm,而叶片的厚度就达8mm,所以叶片扭曲时,叶片厚度对压型模上下模型面数据的影响很大,同时对压型模型面上定位销的位置影响也不容忽视。经计算,考虑叶片厚度的影响,使不同位置的定位销在叶片压型模型面上向外侧偏移约0~3.2mm不等的位移,以便给叶片让出扭曲的空间。在实际使用中,效果很好,叶片压型一次合格。
(3)叶片拼装模的设计,按照产品叶轮结构,并考虑叶片与轮盖焊接时工艺对焊接变形量的要求,拼装时叶轮的轮盖矮于叶片的高度很多,因此叶片拼装模的结构需考虑轮盖与叶片拼装模间的相对位置关系、如何固定夹紧轮盖、两者是如何找正的,叶片进行拼装时,叶片摆放的稳定性、以及叶片与轮盖焊接时叶片位置度的准确度不能发生改变等问题。根据该产品叶片的结构及叶片是圆周17等分的特点,叶片拼装模的设计采用圆形整盘的设计结构,将轮盖整个置于拼装盘的上方,并找正两者位置后将轮盖夹紧固定在拼装盘上。这种拼装方法,可以确保叶片拼装组立时叶片与轮盖相对位置的准确性,以及叶片在圆周方向等分位置的准确性;在拼装时叶片定位结构上,则采用了三点定位结构,即以叶片进口端的直素线作为定位基准,前后两个定位销作为两个定位点,以在叶片的出口端放置定位样板作为第三个定位点的方法,保证拼装时叶片空间位置的稳定性和准确性。拼装过程中因叶片扭曲大的原因,叶片厚度对拼装时的影响很大,拼装时采用了将叶片进口端先倒角再拼装的方法。
叶片拼装模的结构示意图如图2所示:
将轮盖、叶片、轮盘焊接完成后,再加工叶轮的外径及Φ266h7等尺寸达到产品图要求,保证叶轮的整个加工精度。
3 结束语
在实际生产应用中,由于三元数据与二元数据转换的近似性,常常出现叶片压型后与轮盖拼装不完全符合产品图的情况,此时可以通过修改叶片展开样板、即修改叶片下料形状的方法改善叶片压型效果、进而改善叶片与轮盖的最终拼装效果,达到产品设计要求,这是完全正常合理的工序步骤。通过叶片展开样板、叶片压型模、叶片拼装模三类工装的设计和使用,可以圆满完成三件焊三元叶轮的工艺目标,满足产品图的设计要求。
参考文献
[1]金玉淑,贾莹,裴忠科.三元叶轮工艺方案分析[J].风机技术,2014(1).
[2]魏国家,裴立群.三元叶轮叶片造型方法及压型模具数控加工技术[J].风机技术,2006(5).