
电焊熔珠引燃能力的实验研究
2015-05-30 17:48:41陈亚青
科技创新与应用 2015年23期
陈亚青


摘 要:文章以电焊熔珠引燃能力为研究内容,分别从高度、堆积方式、地表导热情况观察电焊产生的喷溅熔珠对棉花、木屑、聚苯乙烯泡沫塑料板和聚氨酯泡沫塑料板的引燃特征,分析引燃能力。实验结果表明:焊珠掉落高度越高,在空气中的热损失大,对可燃物的引燃能力越弱;可燃物堆积越密实与空气接触面积越小,持续燃烧越困难;焊珠飞溅的距离越远,粒径越小,能量越低,引燃能力越弱。
关键词:可燃物;引燃能力;电焊熔珠
在焊接作业过程中,电焊易产生高温喷溅熔珠、电弧和火花等,具有很大的火灾危险性。研究发现电焊作业时,电弧温度可达3000~6000℃,熔渣温度高达2000℃,飞溅火花、熔融金属和熔渣等高温熔珠极易引燃可燃物引发火灾[1]。
1 实验部分
1.1 实验仪器与材料
仪器与器材:电焊机;电子天平(ES-1000E型,1000g/0.1g);三角铁架;米尺;游标卡尺;温湿计;秒表。
实验材料:焊条若干(碳钢焊条3.23×50mm);棉布(新疆纯棉);木屑;聚苯乙烯泡沫塑料板;聚氨酯泡沫塑料板。
1.2 实验过程
实验方法:如图1所示连接好实验装置。开启电焊机,用焊条点触三角铁竖立面,使产生的电焊熔珠落于可燃固体表面。记录被引燃时点焊次数、火焰持续时间、表面炭化燃烧情况等。
2 实验过程
2.1 电焊熔珠对棉花引燃能力测试
高度为0.2m和1.1m在相同实验条件下改变实验材料的堆积即分别称取30g、60g的棉花。考虑到导热对引燃的影响,所以采用三种不同的承载物(硬纸板、地面、石膏板)进行实验。
1.1m高60g棉花在硬纸板上引燃时焊接的次数较30g多3~4次,烧毁后质量38.98~42.34g,燃烧时间95~123s,棉花摆放较密集,棉花下的硬纸板边缘处燃烧,中心由于棉花基本未烧损硬纸板也未变化且烧毁程度没有30g严重。0.2m同一堆积情况烧毁程度与1.1m基本一致。但0.2m焊珠较集中,焊珠的能量较高(如图2)。
1.1m地面30g棉花引燃时焊接次数5~7次,烧毁后质量7.71~9.18g,火焰持续时间39~51s,棉花摆放较疏松,地面留下火焰 过的痕迹。但是棉花燃烧明火熄灭后,还有持续的火星,火星最长可以持续存在10分钟左右,如果燃烧条件具备有复燃的可能。
1.1m处石膏板上60g棉花引燃时焊接次数5~7次,烧毁后质量48.03~51.80g,燃烧持续时间32~48s,石膏板未发生燃烧,边缘有烘烤痕迹。0.2m的引燃情况与1.1m基本一致。0.2m石膏板上的燃烧痕迹较1.1m明显。1m远堆放棉花也被引燃,与地面相比被引燃程度较容易。
2.2 电焊熔珠对木屑引燃能力测试
1.1m处硬纸板上2cm木屑引燃时焊接的次数31~50次,火焰持续时间39~65s,被点燃部位硬纸板没有炭化痕迹。焊珠从0.2m、1.1m掉落在硬纸板上都不同程度的将木屑引燃,0.2m时平均焊接较1m少10次左右就会被引燃,燃烧时间基本相同。木屑被引燃的部位大都在焊珠掉落20cm范围内,因为这一范围内掉落的焊珠粒径为6.48~3.19mm,能量较大,焊珠数量较多。飞溅较远距离的焊珠粒径为3.06~1.2mm,能量较小,数量较少。(如图3)
焊珠从0.2m、1.1m掉落在地面上都不同程度的将木屑引燃。0.2m时焊接次数比1.1m少5次左右将木屑引燃,燃烧时间基本相同。由于地面温度较低热量不易积累,需要更多能量的焊珠才能引燃木屑。热量较小的不易引燃,有的即使引燃1s后又自行熄灭。
焊珠从0.2m、1.1m掉落在石膏板上都不同程度的将木屑引燃。0.2m时焊接次数比1.1m少5次左右就会将木屑引燃,燃烧时间基本相同。小粒径的焊珠本身热量较小,在掉落过程中热量又有损失,使其引燃能力下降。由于石膏板具有防火保温的作用,在1cm厚度的木屑被引燃处可以看到轻微的石膏板炭化痕迹如图3.14。2cm厚度的木屑石膏板上没有炭化痕迹。木屑自身含水量较多,局部着火以后,由于燃烧所需的热量多,火焰持续的时间与其他几种材料相比较短。
2.3 电焊熔珠对聚苯乙烯泡沫塑料引燃能力测试
聚苯乙烯泡沫塑料在0.2m、1.1m的实验条件下都较易被引燃,0.2m焊接10次左右就会引燃。由于泡沫板自身2.8cm的厚度,承载物硬纸板、地面、石膏板在导熱上对它的引燃基本没有影响,由于硬纸板的可燃性,滴落物掉在其表面会将硬纸板引燃,地面和石膏板表面滴落物燃尽后自行熄灭。
聚苯乙烯泡沫塑料板很容易被焊珠引燃,在焊珠温度足以达到他的燃点时它会迅速燃烧,燃烧过程中形成熔融滴落物,(如图4)火焰蔓延速度很快而且冒出很浓的黑烟,放出刺鼻的味道。由于火势较猛烈而且产生黑烟及有毒气体,燃烧20s后人为将其扑灭。温度较低的焊珠掉落在聚苯乙烯泡沫塑料板上会将泡沫板烧洞,焊珠直接贯穿2.8cm厚的泡沫板。
2.4 电焊熔珠对聚氨酯泡沫塑料引燃能力测试
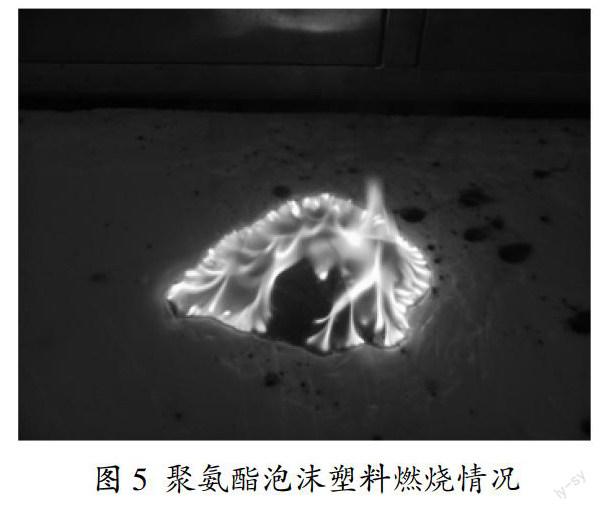
聚氨酯泡沫塑料在高度为0.2m、1.1m都较易被引燃,0.2m焊接15次左右就会引燃而且引燃后燃烧更迅猛。由于泡沫板自身有5cm的厚度,所以承载物硬纸板、地板、石膏板对它的引燃基本没有影响。在实验中采用了未添加阻燃剂的聚氨酯泡沫,其被引燃能力极强,焊接5次就迅速出现火焰,蔓延很快,而且冒出浓密的黑烟并伴有刺鼻的味道。与添加阻燃剂的相比危险性更大。
聚氨酯泡沫塑料板被焊珠引燃后,火焰蔓延速度很快而且冒出很浓的黑烟,放出刺鼻的味道。烧毁后炭化严重,由于聚氨酯泡沫属于热固性塑料。它燃烧后并不容易像聚苯乙烯泡沫塑料一样出现流淌滴落的现象。由于火势较猛烈而且产生黑烟及有毒气体,燃烧20s后人为将其扑灭。当能量不足以引燃时焊珠掉落在聚氨酯泡沫塑料板上会将泡沫板烧洞。能量较小的焊珠对其表面的烧损情况不及聚苯乙烯泡沫塑料。
3 结果分析与讨论
3.1 电焊熔珠引燃能力分析
实验中从材料、堆积方式、地表导热、高度对电焊熔珠的引燃能力进行研究,运用控制变量法,改变其中一个因素对实验结果进行分析。
3.1.1 不同高度
实验中设计的高度为0.2m、1.1m,在0.2m时焊珠喷溅量没有1.1m多,但是焊珠的能量较高。焊珠在掉落过程中,虽然部分热量被空气导走,造成了热损失,但0.2m时焊珠掉落距离短,较快与可燃物接触,与1.1m相比能量损失少,足以达到可燃物的燃点。1.1m时焊珠飞溅较远,最远可达5.3m但是飞溅越远的焊珠粒径越小,飞溅过程中能量损失越大,引燃能力下降。实验中最远可引燃1m远的棉花,其他可燃物仅仅是表面炭化。
从实验数据可知在固体燃烧过程中,外部提供热量对引燃有极大影响。而高度的变化使得焊珠热量散失,焊珠在空气中停留时间越长,空气将其热量导走的越多,使得焊珠的引燃能力降低。而且粒径越小的焊珠,由于自身热量较少,掉落过程中又有散失,使得它的引燃能力大大降低。可见高度的变化是焊珠引燃能力的影响因素之一。
3.1.2 不同地表导热
热传导是热量传递的方式之一,在固体内部只能依靠导热的方式传热,热传导服从傅里叶定律。在可燃物下放置不同的承载物(硬纸板、地板砖、石膏板)考察地表导热对焊珠引燃能力的影响。棉花是实验材料中最易被引燃的可燃物,棉花被引燃后由于硬纸板有可燃性、导热系数小易于蓄热的特点,它不易将焊珠的温度导走,而且为棉花燃烧提供足够的可燃物,能使棉花充分燃烧。实验中30g的棉花燃烧仅剩1.33~1.66g。石膏板不可燃,虽不能提供可燃物但是其较小的导热系数0.48W/(m·K)也为焊珠的引燃提供了保温的效果,30g棉花与硬纸板相比多3g左右。地面由于自身温度低而且导热系数为0.8~1.4W/(m·K),与焊珠形成的温差较大,较易将热量导走30g残余质量7.71~9.18g。木屑被引燃后硬纸板表明会出现炭化和燃烧,石膏板和地面会留下轻微的炭化痕迹,石膏板较地面明显,而且石膏板上的木屑燃烧时间较长。聚苯乙烯的滴落物会将纸板引燃,由于其本身厚度2.8cm所以石膏板和地面对其引燃影响不大。
实验中考虑了三种不同的地面导热,石膏板和硬纸板虽然都有一定的保温效果,但是石膏板不可燃,对可燃物不会起到助燃作用,与地面相比他们承载的可燃物燃烧较严重。焊珠掉落在地面后由于地面导热系数大,温度低与焊珠温差大,焊珠热量被迅速导走,大大减低了其引燃能力。由此可看出在不同承载物情况下,承载物导热能力越强温度越不容易积累可燃物越不容易被引燃,承载物的燃烧性能也会对可燃物的燃烧造成影响。
3.1.3 不同堆积方式
可燃物的堆积主要是对热量的积累有影响,减少向外的散热。当可燃物处于导热系数较大的表面时,可燃物堆积减少热传导有利于引燃,但是堆积量较大、较密实时,内部处于无氧状态,燃烧会停止。
相同尺寸的棉花堆放较蓬松时,表面及内部都能与空气接触,被引燃后燃烧较完全。堆放较密实时,被引燃后仅表面充分燃烧内部基本未燃烧。木屑2cm的引燃仅在表面进行,由于内部空气含量较少不利于燃烧,燃烧会自行熄灭。可燃物的堆积对其被引燃性有较大的影响,在不考虑地表导热时大量的可燃物堆积,会使可燃物内部处于缺氧状态,燃烧仅在表面进行。
3.1.4 不同材料
对于固体可燃物材料的燃点、热分解温度、自身的物理結构都会对引燃造成影响。各种可燃物的燃点是不同的,因为可燃混合物发生氧化反应的能力不一样,燃烧反应是通过断裂分子键和生成中间活性分子和自由基进行的,断裂分子键的能量越大,进行氧化反应也就越难,因而自燃点也就越高。物理结构(是指材料空间结构及疏密程度,直接影响材料接触氧的比表面积,在散热条件相同的情况下,某种物质发生反应的比表面积越大,则与空气中氧气的接触面积越大,反应速率越快,越容易被引燃。)棉花较疏松,能与空气充分接触,更易发生燃烧反应。聚苯乙烯泡沫塑料、聚氨酯泡沫塑料都有较好的保温效果,导热系数较小。能减少焊珠掉落后的热量损失,更易引燃可燃物。而木屑的引燃情况与其自身的含水量有较大关系,含水量少的木屑更易被引燃。
3.1.5 环境因素
环境条件包括环境温度、湿度、空气流速等,温度过低或空气湿度过大,点火源不能使可燃物达到起火所需最低温度,也就很难将其引燃。空气流速过快,温度散失的就过快,无法达到起火能量。文章考虑的外部条件为环境温度为22~26℃,空气湿度为35~40%,室内无风。
3.2 实际意义
对实验数据的分析,由于电焊熔珠的温度高达2000℃,对可燃物的引燃能力极高,虽然在掉落过程中会存在热量的散失、接触地面后会因地表导热系数的不同而使其温度降低,但是对常见的这几种可燃物来说,焊珠的温度足以达到他们的燃点。
实验中可以发现,可燃物一旦与足够热量的焊珠接触,会较快的出现火焰。在火灾调查中,可以通过了解起火时间、电焊作业时间以及焊接时间、次数、焊接时周围可燃物的位置等展开调查。实验中在1.1m时焊珠最远飞溅5.3m,这对焊接时的防火就提出了要求。在焊接作业时很多作业人员都会忽视防火安全。
参考文献
[1]卢志刚,陈伟红.电焊熔珠对棉布和聚氨酯泡沫的引燃能力研究[J].火灾科学,2009,19(1):63-67.
[2]肖纯栋,张晨杰,谢启源.香烟头引燃不同密度的聚氨酯泡沫实验研究[J].建筑安全,2011,(3):54-55.
[3]郭铁男.中国消防手册[M].上海:上海科学技术出版社,2006:129.
[4]蒋慧灵.高温物体引燃能力的分析[J].消防科技,1998:24-25.
[5]赵增昌,于春华.白炽灯对棉质材料的引燃性能研究[J].武警学院学报,2009(6):17-20.
