
新一代轧后冷却系统的开发及应用
2015-05-30 12:52张宏
企业技术开发·下旬刊 2015年3期
张宏
摘 要:文章介绍了国内某中厚板生产线新一代轧后冷却系统的工艺装备,开发了由基础自动化系统和过程自动化系统组成的新一代轧后冷却系统。工业应用表明,所开发的新一代轧后冷却系统满足了新一代TMCP的工艺要求。
关键词:中厚板;超快速冷却;层流冷却;自动控制系统
中图分类号:TG335.5 文献标识码:A 文章编号:1006-8937(2015)09-0016-02
TMCP,即控制轧制和控制冷却技术,是20世纪冶金工业最伟大的科技进步成果之一。随着传统层流冷却技术的广泛应用,其所存在的冷却能力不足、冷却均匀性差等问题,无论是在产品TMCP工艺开发还是在模型控制策略应用方面均表现出一定的局限性。基于此,国内中厚板生产线相继启动新一轮中厚板轧后冷却系统改造项目,以期实施新一代TMCP工艺。本文依托国内某中厚板生产线新一代轧后冷却系统的工艺装备,开发了具有我国知识产权的新一代中厚板轧后冷却系统,应用于工业,取得了良好的实际效果。
1 新一代TMCP工艺装备概述
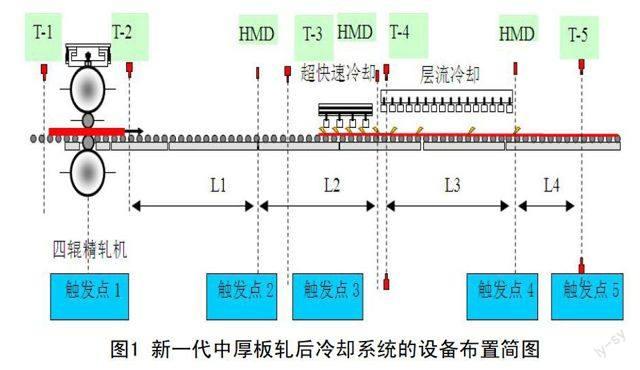
由于新一代TMCP工艺以超快速冷却为核心,采用低成本减量化的成分设计,钢板轧后立即进行超快速冷却并在动态相变点终止冷却以保持奥氏体的硬化状态,而后利用ACC进行冷却路径的控制,从而获得所期望的组织和性能,因此国内某中厚板生产线将超快速冷却装置布置在精轧机的后面,原层流冷却设备的前面。超快速冷却装置的增加以及与原层流冷却装置的有机结合,共同组成了新一代TMCP工艺的基本装备,为新一代TMCP工艺的实施奠定了坚实的基础。新一代中厚板轧后冷却系统的设备布置简图如图1所示。
2 新一代轧后冷却系统的开发
2.1 新一代轧后冷却系统的开发原则
国内某中厚板生产线在原层流冷却系统的前面增设一套冷却装置后,为了便于对温度均匀性进行控制,对新增添的超快速冷却设备需增加一套自动化控制系统,并使之与现有系统有机组合成新一代中厚板轧后冷却系统。
该系统的设计原则有:
①保证原层流冷却过程自动化和基础自动化系统的相对独立性,即便不使用超快速冷却设备时,原先的层流冷却自动化控制系统能够独立运行并控制轧件的冷却过程。此时,新增的超快冷自动化控制系统不参与控制。
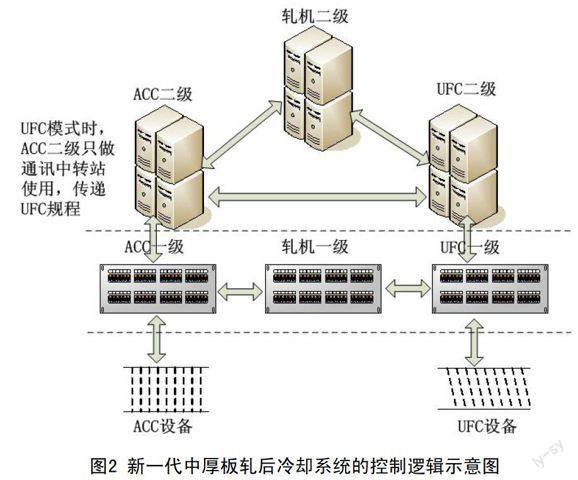
②实现新增超快速冷却自动化控制系统与轧线上原层流冷却系统间的有机结合,即便使用超快速冷却设备时,由新增加的超快冷过程自动化系统控制轧件的冷却过程。此种模式下,轧线上原有的层流冷却自动化控制系统需要对通讯接口进行修改,接收并执行超快冷过程自动化系统所设定的冷却规程,如图2所示。
2.2 新一代轧后冷却系统的组成
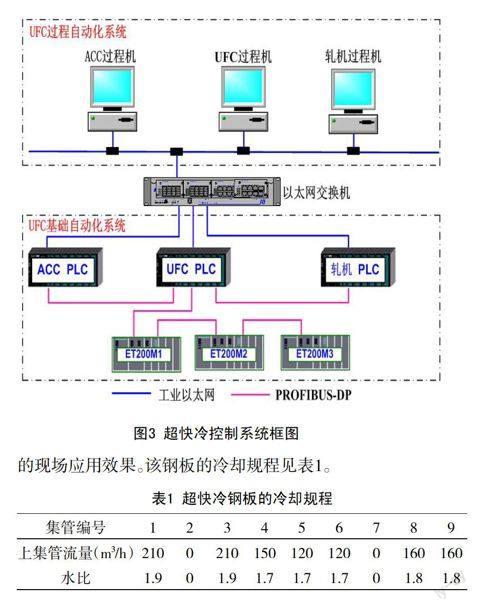
为了满足新一代TMCP工艺的要求,基于前述新一代轧后冷却系统的设计原则,自主开发了由超快冷基础自动化和超快冷过程自动化组成的两级自动控制系统,如图3所示。其中,超快冷的基础自动化系统采用1套S7-400作为超快冷设备的主控单元。超快冷的过程自动化系统主要进行冷却规程的设定。此外,超快冷的过程自动化系统与原轧线上的轧机过程自动化系统、层流冷却过程自动化系统间通过工业以太网进行数据通信,而超快冷的基础自动化系统与轧机基础自动化系統、层流冷却基础自动化系统间的则通过Profibus-DP进行数据通信。
3 新一代轧后冷却系统的现场应用
该新一代轧后冷却系统成功应用于国内某中厚板生产线。下面将以任意一块超快冷钢板的冷却过程为例来阐述该系统的现场应用效果。该钢板的冷却规程见表1。
基于上述冷却规程,该钢板的冷却效果如图4(a)、(b)所示。
现场应用表明,该系统不仅实现了对超快速冷却设备的独立控制功能,满足了新一代TMCP的工艺要求,而且钢板超快冷冷后的板形良好。
4 结 语
开发超快冷自动化控制系统,包括超快冷的过程自动化系统和超快冷的基础自动化系统。所开发的超快冷自动化系统与轧线上原层流冷却系统有机组成了新一代轧后冷却系统。现场应用表明,所开发的新一代轧后冷却系统不仅满足了新一代TMCP的工艺要求,而且钢板超快冷冷后的板形良好,具有很好的工业应用前景。
参考文献:
[1] 王升,侯中华,杨果煜.新一代轧后冷却装置在2 800 mm中板生产线上的应用[J].南钢科技与管理,2014,(4).
猜你喜欢
冶金设备(2021年2期)2021-07-21
建材发展导向(2021年9期)2021-07-16
企业技术开发·下旬刊(2016年11期)2016-12-27
电子技术与软件工程(2016年22期)2016-12-26
科技视界(2016年14期)2016-06-08
科技视界(2016年11期)2016-05-23
工业设计(2016年4期)2016-05-04
新疆钢铁(2016年3期)2016-02-28
天津冶金(2014年4期)2014-02-28
天津冶金(2014年4期)2014-02-28
