
数控车刀尖圆弧半径补偿研究
2015-05-30 12:03:12钟家良
企业技术开发·中旬刊 2015年4期
关键词:注意事项
钟家良


摘 要:随着工业的不断发展,机械化程度越来越高,数控车床运用的越来越多,其中刀半径补偿在数控车削工作中起到了十分重要的作用,但在实际操作中仍存在着许多问题,比如方向判断、参数设置、撤销方法等。文章重点就这些问题进行了分析,并探讨解决方案。
关键词:数控车刀尖圆弧半径;半径补偿;补偿的方向;撤销补偿;注意事项
中图分类号:TG519.1 文献标识码:A 文章编号:1006-8937(2015)11-0098-02
在实际生产时对数控车的操作,对于刀尖圆弧半径的补偿功能往往不能够理解的十分透彻,经常出现一些失误。但是补偿指令在实际生产工作中又是十分重要的,工件尺寸、形状精度等都是靠它来保证的。在实际生产中,应十分重视这个方面。
1 半径补偿的方法
1.1 补偿的原理
现在的的操作都是通过借助数控系统完成的,所以在生产加工之前,就需要将刀尖半径R和刀尖方位号T输入进系统储存器中。
使用刀尖圆弧半径补偿的相关指令,并且按照零件的实际的轮廓进行编程,当补偿指令得到数控系统的运行时,存在储存器中的补偿参数会被数控装置自动读取,刀具会按照T方向自动偏移一个刀尖半径R。
紧接着通过数控系统的运行,把原来理想的轨迹转换成控制刀尖轨迹,刀具就会按照中心轨迹运动。
这样就会使整个加工过程在得到指令之后始终使刀尖与零件轮廓相切。
1.2 补偿的指令
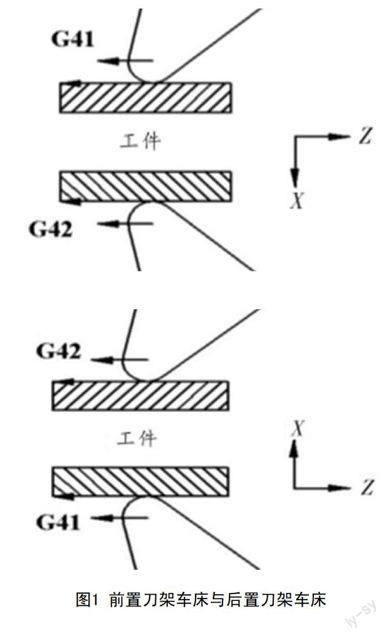
G41:刀尖圆弧半径左补偿,其是指刀具沿着工件的左边进刀,值得注意的是沿着进刀的方向看,否则就不是左补偿。
G42:刀尖圆弧半径右补偿,右补偿与左补偿相反,其实沿着工件的右边进刀,同样其也是沿着进到方向看的。
G40:撤销刀尖圆弧半径补偿,其是指实际的进刀轨迹与实际操作中的编程轨迹完全重合。
补偿指令的格式:G41/G42/G40;G01/G0;X(U);Z(W),这里X、Z表示绝对坐标,而U、W表示相对前一个点的增量坐标。
G41、G42、G40这几个指令必须要和G00、G01这两个指令放在一起使用;使用的是模太代码;要在工件轮廓之外进行补偿指令的开始和撤销过程,如果不这样做,将会导致干涉出现。刀尖圆弧半径值会因为不同的刀具要求而有所不同,在刀具补正/形状中输入并且保存下来之前要进行精确的测量;当想改变补偿的方向时,如把G42改成G41时,必须要用到G40把之前的刀补状态撤销掉。
从Y轴正向看向坐标原点看到的图形才是判别工件位置与刀具运动关系的正确做法。
前置和后置刀架车床如图1所示。
2 半径补偿的建立
起刀程序段的定义为从G40指令变为G41或者是G42的指令的程序段。建立刀补是指起刀程序段进行的用来过渡的运动,如图2中的程序段为“G42 G01 Z2.0 F0.2”。
A-B为实际的轨迹;
A-C为假想的刀尖轨迹;
A'-B'是中心的轨迹。
在图2可以看出,刀尖的切削轨迹在实际建立的补偿程序段中是一条与A'-B'平行的直线,两者的距离为R,与编程的轨迹不重合,所以这个程序段不能用于加工零件,只能用在补偿的建立上。
3 半径补偿
由于工艺的要求,刀尖被做成圆弧形,在数控车削加工时这种过渡刀不会影响内外圆柱面、直端面的尺寸,形状。但是在圆弧面加工时,会有过切少切的现象。这时候就要用到半径补偿功能来消除影响。接下来就对半径补偿的方向、参数设置、补偿撤销三个方面进行分析。
3.1 半径补偿的方向
对于刀尖圆弧补偿的定义,有人会说,刀具前进过程中,沿着前进方向看过去,左补偿就是刀具在工件左边,反之就是右补偿。为什么实际加工中就差了一个刀尖半径呢?”这忘了看工件的视角是不同的。在车刀的前面或者后面视角是不同的。如果在前进方向上,在平面的第三轴从平面的正向看向负面,刀在工件左侧就是左补偿,如果在右边,就是右补偿。
以华中世纪星CK6135机床为例。这个机床刀架为前置刀架。可以判断Y轴正方向是与导轨平面垂直的。当我们看时就要从正向朝着负向看过去。外轮廓面加工从左向右时,使用的是右补偿,而加工内轮廓时要用左补偿。一般可以得出这样的结论:只要确定观察的视角和切削的方向,在车削加工中刀尖半径补偿与刀架位置没有关系。
3.2 半径补偿的参数设置
参数设置主要包括两个方面:
①圆弧半径。
②刀尖方位。
在实际生活工作中,一般会出现两个问题:参数设置不全,方位判断失误。参数设置不全有很多原因,主要是因为华中系统不会单独给数控车床中的G41/G42设置补偿号。而是由T代码来决定。设置位置偏置值之后,一忽略半径值的输入也十分常见。当程序把半径补偿指令执行时,系统会读取指定地址的数据,因此输入半径值是不可缺少的。如果我们不能理解刀尖方位的作用,就会导致单间方位判断失误。补偿方向确定之后,要想进一步计算切削点,就必须用到刀尖方位。所以必须确定刀尖方位号,也就是假想刀位圆弧中心位置。加入1号刀自右向左行进,半径为0.3 mm,为外圆刀。2号刀也是自右向左,半径为0.2 mm,为内孔镗刀。具体如图3所示。
3.3 半径补偿的撤销
我们在编程输入的时候,经常容易混淆G40和TX X00。想要把数据取消的时候就会输入TX X00.但这是不对的。TX X00一般都会在程序换刀之前使用,用于取消刀具偏置。也就是把工件的坐标撤销掉,并不是把刀尖半径补偿取消了。刀尖半径补偿仍然可以起到效果,只是把补偿表中的00号数据调用了出来。这个数据在不进行设定时是默认为零的。如果后面的程序把刀尖圆弧半径调用,而且指定一个新的偏置时,之前的所有补偿就会进行累加,那么工件的尺寸是不可能合格的。而G40则是在程序刚开头的地方使用,防止了忘记撤销补偿的发生。
3.4 注意事项
①刀尖圆弧半径必须要在G00或者G01的运作中进行。
②粗加工过程中系统不会考虑补偿,所以在精加工之前或者开始段建立补偿。
③G40一定要和G00或者G01指令一起使用,因为刀具移动,一定要取消刀补。
4 结 语
刀尖圆弧半径补偿对于有圆弧面圆锥面的工件尺寸形状精度都影响非常的大,必须要时刻注意,目前的半径值可以根据刀片的型号来确定。我们只要在日常生活工作中熟悉半径补偿的使用,理解半径补偿的原理,在实际生活工作中不断的应用、摸索、改进,将会使加工的零件更加完美,对实际生产也会有很大的帮助。
参考文献:
[1] 翟士述.浅谈刀具半径补偿在车削固定循环中的应用[J].吉林教育学院学报,2009,(2).
[2] 侯春霞.刀具补偿功能在数控车削中的应用[J].装备制造技术,2009,(4).
[3] 陈洪涛.数控加工工艺与编程[M].北京:高等教育出版社,2003.
[4] 赵勇.对于数控车刀刀尖圆弧半径补偿的认识[J].科技信息,2009,(20).
猜你喜欢
中国现代医药杂志(2022年10期)2023-01-02 05:16:54
今日农业(2021年12期)2021-11-28 15:49:26
中老年保健(2021年9期)2021-08-24 03:52:54
疯狂英语·初中天地(2021年3期)2021-05-21 02:01:18
中国生殖健康(2020年5期)2021-01-18 02:59:54
中国现代医药杂志(2020年12期)2020-01-08 16:42:06
娃娃乐园·综合智能(2019年11期)2019-12-18 02:47:32
少年博览·小学低年级(2019年10期)2019-11-22 14:08:12
学生天地(2019年35期)2019-08-25 08:58:12
中国生殖健康(2018年5期)2018-11-06 07:15:44
