
电站UNS32205双相不锈钢焊接工艺措施分析
2015-05-30 10:48:04范振伟
中华建设科技 2015年7期
关键词:力学性能
范振伟


【摘 要】本文通过对电站建设中用到的UNS32205双相不锈钢焊接工艺进行研究,探求获得良好焊接接头的焊接工艺措施。
【关键词】双相不锈钢;力学性能;耐腐蚀性能
【Abstract】Based on the construction of power plants used in UNS32205 duplex stainless steel welding technology research, seek to obtain good welding process measures welded joints.
【Key words】Duplex stainless steel;Mechanical properties;Corrosion resistance
1.引言
双相不锈钢,指铁素体与奥氏体各约占50%,一般较少相的含量最少也需要达到30%的不锈钢。在含C较低的情况下,Cr含量在18%~28%,Ni含量在3%~10%。有些钢还含有Mo、Cu、Nb、Ti、N等合金元素。该类钢兼有奥氏体和铁素体不锈钢的特点,与铁素体相比,塑性、韧性更高,无室温脆性,耐晶间腐蚀性能和焊接性能均显著提高,同时还保持有铁素体不锈钢的475℃脆性以及导热系数高,具有超塑性等特点。UNS32205双相不锈钢是由22~23%铬,3.0~3.5%钼及4.5~6.5%镍氮合金构成的复式不锈钢,是目前国外应用最普遍的双相不锈钢,它是一种典型的含N、低碳、双相铁素体——奥氏体不锈钢。该类钢种主要出现在公司承建的海水冷却电站项目中,用于循环水冷却系统的仪表管路、取源部件中。由于其具有优良的耐海水腐蚀性能,而在电站建设中具有广泛的用途,因此对UNS32205双相不锈钢焊接性的研究具有重要的意义。
2. UNS32205双相不锈钢焊接工艺的选择
2.1 焊前准备。
(1)不锈钢在焊接前一定要仔细清理焊接区域附近(焊缝两侧30~40mm)的油污、锈蚀等。清理方法可以采用酒精、丙酮擦洗,也可以用不锈钢丝刷清理,彻底清理的目的是祛除氢气产生的根源,因为双相钢的比奥氏体不锈钢溶解氢气的能力低,氢致裂纹的倾向较大。
(2)双相不锈钢焊接时需要背部惰性气体保护,防止合金元素烧损,影响不锈钢的性能。本次试验采用废纸箱板剪裁成管子内径大小的堵板。根据现场施工的条件,可以采用废料制作堵板,并保证焊接完毕可以完整的取出。
(3)焊接材料选用天泰ER2209/E2209。根据化学元素匹配的原则,并考虑到化学元素在高温电弧中的烧损,采用含NI量较高的2209,使焊接区域产生相平衡。
2.2 焊接方法。
2205双相不锈钢可以采用多种焊接方法,本试验对电站建设中应用普遍的GTAW+SMAW组合焊接方法进行研究。即打底采用氩弧焊,保证单面焊双面成型。盖面采用自动氩弧焊,按多层焊接规定的顺序,多层数施焊,每次堆焊应清理焊道,焊后不做热处理。试验中使用的焊机奥太ZX7-400STG型直流焊机。
2.3 焊接工艺参数。
2205双相不锈钢要求全熔透,实验中采用V型坡口、坡口角度为60°、钝边5mm、根部间隙1~2mm、外径219伊9的管子对接焊。焊接时特别注意焊接线能量,控制层间温度≦1500C(见表1)。
3. 焊接接头性能的检验
对焊接工艺评定试件进行解剖取样,进行组织、力学性能试验,对拟定的焊接工艺进行评价,分析总结出影响焊接质量的关键因素。
3.1 金相分析。
从图1中可以看到,在焊缝处晶粒明显的比HAZ区域细小,这是因为试验中TIG焊的焊接热输入较高,焊后高温停留时间短,F向A转化快,晶粒细小,而热影响区温度区间低温时间较长。铁素体晶粒易于长大,晶粒粗大。用铁素体测量仪测量铁素体含量,焊缝处为47.7%和HAZ为52.6%(HAZ组织见图2)。
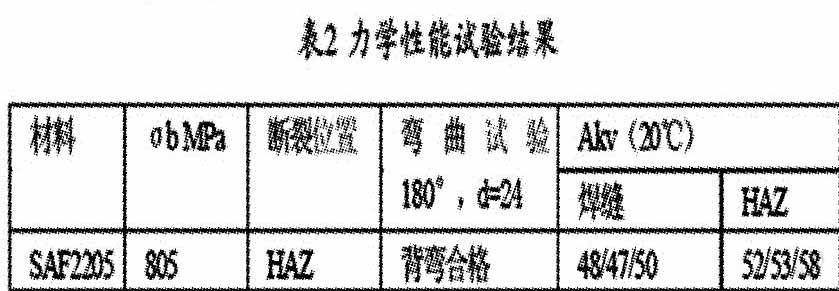
3.2 力学性能。
从表2中可以看到,取拉伸试验两件、面弯背弯各两件、焊缝和热影响区冲击试样各取三个。拉伸试样的∝b=805MPa>655MPa(ASME域材料最低抗拉强度)。试样均断于母材,拉伸强度满足合格标准。
4. 结论
(1)选择合适的焊接线能量非常重要,当采用很小焊接线能量时,由于快速冷却使得焊接热影响区和焊缝的铁素体含量偏高,对耐腐蚀性能和力学性能不利。但是过高的焊接线能量会烧损合金元素、冷却太慢使得中间相析出,引起组织不平衡,因此,通过调整焊接线能量输入可以获得最佳的焊缝和热影响区性能。
(2)注意定位焊缝的长度,定位焊接时如果长度过短,焊接未建立起平衡过程即结束焊缝冷却会很快,可能导致铁素体含量过高、低韧性并因氮化物析出而降低耐腐蚀性能。因此如采用定位焊。对定位焊缝的最短长度应进行规定。
(3)焊接过程材料的保护,材料表面的弧击和起弧是一个瞬间的高温过程冷却速度很快表面显微组织中铁素体含量很高,这种组织对裂纹和腐蚀很敏感,应尽力避免。如果产生必须用细砂轮打磨去除。现场焊接过程中材料的保护非常重要,应避免碳钢、铜、低熔点金属或其它杂质对不锈钢的污染可能情况下, 不锈钢和碳钢管应分开存放和焊接。焊接和切割过程中应采取措施防止飞溅、弧击渗碳、局部过热等。
参考文献
[1] 张杰,宋文明.SAF2205双相不锈钢焊接工艺研究[J].热加工工艺.2009(03).
[2] 岳斌,马鹏举,王大治,原进秋,孙红先.2205双相不锈钢的焊接工艺研究[J].化工机械.2009(01).
[3] ASME 域PART1 Ferrous Material Specification.
[文章编号]1619-2737(2015)06-20-628
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山东冶金(2019年3期)2019-07-10 00:54:00
中国铸造装备与技术(2017年3期)2017-06-21 11:33:46
中国塑料(2016年6期)2016-06-27 06:34:16
西安工程大学学报(2016年2期)2016-06-05 12:25:17
中国塑料(2015年12期)2015-10-16 00:57:14
中国塑料(2015年9期)2015-10-14 01:12:26
中国塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
