
一种新型一体两用钻模
2015-05-30 23:04:45任民
中小企业管理与科技·上旬刊 2015年9期
摘 要:停车制动器壳体和法兰是挖掘机上常见的两种零件,在这两种零件上都各有四个销子孔,不但孔的位置以及孔的大小完全相同,而且对两种零件的装配精度也有着非常严格的要求。由于这两种零件外形尺寸都比较大,而对销子孔位置度精度要求又非常高,所以采用传统的加工方法加工会十分困难,很难达到技术要求,所以生产效率比较低。本方案通过一种新型一体两用钻模的使用,既实现了两种零件能够单独加工,又保证了零件的装配精度,同时使用起来也十分方便,加工出来的零件质量稳定可靠。下面将对这种新型一体两用钻膜的结构、加工工艺和使用方法进行详细的说明。
关键词:一体两用钻模;销子孔;切换
1 背景介绍
目前,停车制动器壳体和法兰是挖掘机上常见的两种零件,在这两个零件上各有四个销子孔,而且孔的位置及大小完全相同,在进行组件装配时,通过四个孔内的销子来实现这两个零件的定位装配,因此,对这两种零件的尺寸精准度、位置度以及配合效果都有着非常严格的要求。为了达到以上要求,改善原来的加工工艺,提高零件的制造及装配精度,我们设计研制了一种一体两用的新型钻模,通过这种钻膜的使用,既实现了两种零件可以单独加工,又保证了零件的装配精度。
2 采用传统钻膜加工零件的弊病和缺陷
在实际生产中,采用传统钻膜加工零件时,往往会出现很多缺陷和不足,因此我们分别用两种不同的方法进行了零件加工的试制,分别得出以下结论:
2.1 在零件的首批试制过程中,我们先按照传统的方法分别加工这两个零件,由于没有专用工装对零件的钻工序进行尺寸保证,导致该零件在普通钻床上加工时存在一定的困难,通过普通钻床上加工出来的零件尺寸,往往和要求出现很大的误差,产品的合格率比较低,配合效果也比较差,因此产生了大量的废品,造成了极大的浪费。
2.2 在零件的第二次试制过程中,我们采用了传统的配钻来加工零件,即将两个零件按装配关系固定在一起后,一次钻削同时加工两个零件上的孔,这样加工完出来的零件,虽然装配精度得到了保证,但是零件的互换性相对来说差很多,同时由于零件外形尺寸都比较大,造成配对加工装夹定位比较困难,因此加工难度增大,大大降低了生产效率。
3 采用新型一体两用钻模加工工艺简述
停车制动器壳体和法兰是挖掘机上常见的两种零件,在这两个零件上各有四个销子孔,孔位及大小完全相同,在加工这两种零件过程中,重点及难点在于既要保证每组孔相对其所在零件中心的位置度,又要保证其装配好后相互之间的位置度。
鉴于以上种种因素,本方案提供了一种结构简单、实用、取材方便、装夹定位快捷以及能保证零件的钻孔精度的新型一体两用钻模,通过定位基准的转换,来切换实现对不同零件的加工,以此来克服原有生产技术上的不足和缺陷。通过该思路,既提高了传统钻模的使用效率,改善了零件的加工工艺,同时也保证了零件的装配精度,从而提高了产品的质量。
4 新型一体两用钻模结构简述
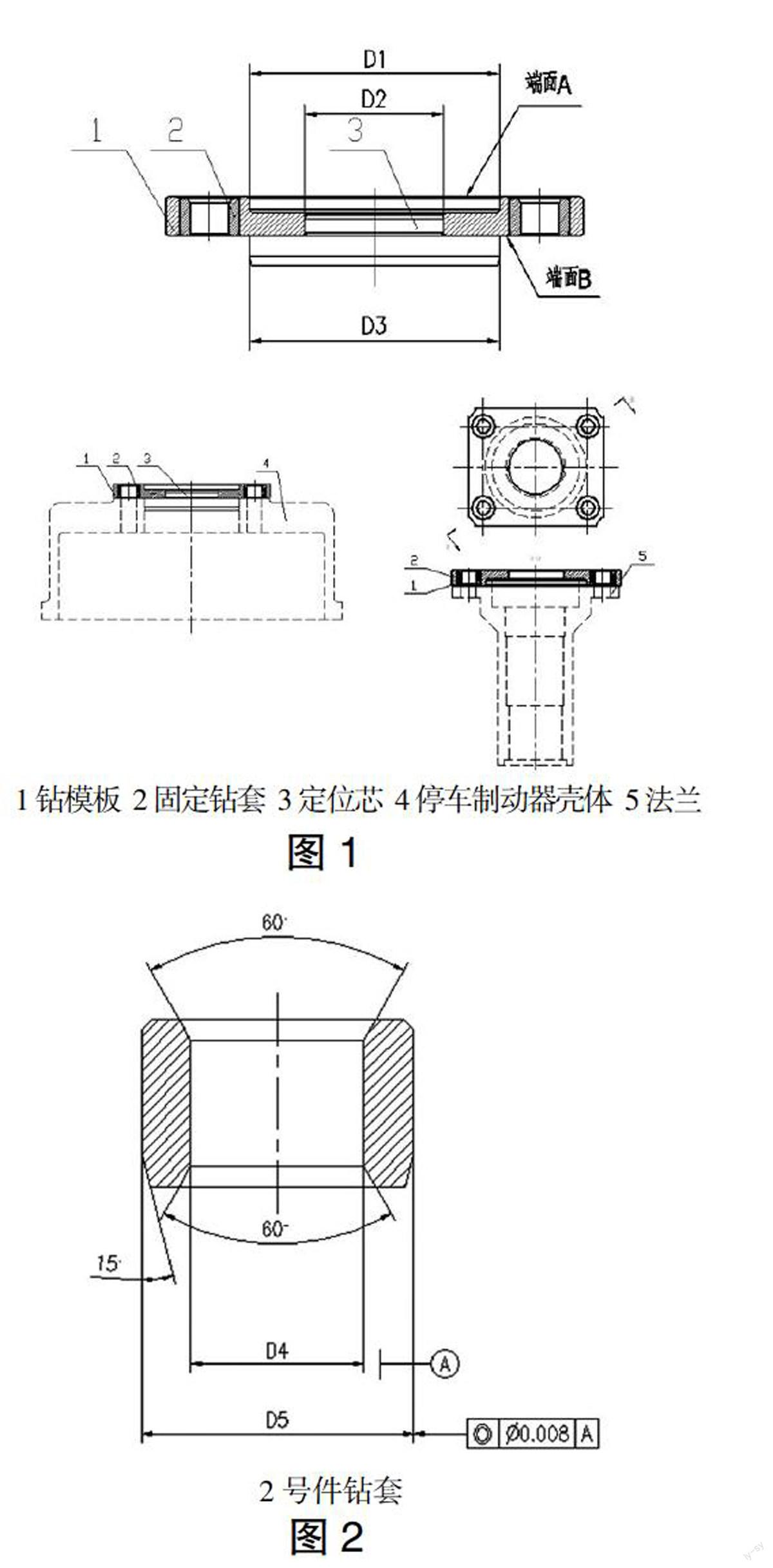
钻模构成如图1。该新型钻模主要由1号件钻模板、2号件固定钻套以及3号件定位芯组成。在使用时,通过定位面及定位基准的切换来实现对不同零件的加工:在加工停车制动器壳体时,使用3号件定位芯外圆D3与停车制动器壳体内孔配合,及端面B定位,通过钻套导向,来钻削停车制动器壳体上四个销子孔底孔,钻削完成后,扩绞底孔到设计尺寸;在加工法兰时,使用钻模内止口D1与法兰外止口配合,端面A定位,通过钻套导向,来钻削法兰上四个销子孔底孔,钻削完成后,扩绞底孔到设计尺寸。
5 新型一体两用钻模使用简述
使用时1号件上钻套孔的位置度精度直接决定了加工零件孔的位置度精度,因此,其精度比孔的位置度精度高2-3级;另外内止口D1与法兰外止口之间为间隙配合,其配合间隙为0.05-0.1,这样既可以保证工装装夹方便,同时又保证了其定位精度。
2号件钻套上内孔两端设计60°倒角,如图2所示,以满足切换加工时钻套导向需要;钻套内外圆同轴度误差应不大于0.008;钻套与钻模板之间采用H7/r6的过盈配合紧配。最终保证装配后导向钻套内孔相对于钻模板中心位置度误差符合加工需要。
3号件定位芯与1号件钻模板之间同样采用H7/r6的过盈配合紧配;定位芯外圆D3与停车制动器壳体内孔之间为间隙配合,
配合间隙为0.05-1。
另外,加工時应对钻套及定位芯进行热处理,以保证其表面的硬度不低于45HRC,提高其耐磨性,从而增加钻模的使用寿命。
6 结束语
自从采用了上述新的技术方案后,在加工停车制动器壳体时,通过定位芯轴与壳体内孔进行定位,然后进行钻孔即可;当需要加工法兰时,通过定位内止口与法兰外止口定位后进行钻孔即可。与现有技术相比较,这种实用新型一体两用钻模不仅具有结构简单,加工方便的优点,而且它还具有设计巧妙、安全可靠、装夹定位快捷、能保证停车制动器壳体和法兰的钻孔的加工精度、一个钻模板可以同时在两个零件上使用、提高工作效率等很多的优点。
这套钻模板的投入使用,大大节省了零件加工的准备时间,而且可在停车制动器壳体和法兰上使用,可以节省一套钻模的成本,大大提高了零件的加工效率,而且零件加工精度也更易保证,质量更加稳定可靠,完全满足了现有生产的需求。
作者简介:任民,男,27岁,本科学历,2010年参加工作,供职于贵州詹阳动力重工有限公司至今。
