滚打速度对花键冷敲精密成形过程的影响规律
2015-05-25 00:29贾燕龙刘志奇宋建丽李永堂付建华
太原科技大学学报 2015年4期
贾燕龙,刘志奇,宋建丽,李永堂,付建华
(1.太原科技大学材料科学与工程学院,太原 030034; 2.材料成形理论与技术山西省重点实验室,太原 030024;3.江铃重型汽车有限公司,太原 030032)
滚打速度对花键冷敲精密成形过程的影响规律
贾燕龙1,2,3,刘志奇1,2,宋建丽1,2,李永堂1,2,付建华1,2
(1.太原科技大学材料科学与工程学院,太原 030034; 2.材料成形理论与技术山西省重点实验室,太原 030024;3.江铃重型汽车有限公司,太原 030032)
针对花键冷敲成形工艺的特点,以ABAQUS软件为平台,采用动态显式有限元法对花键冷敲精密成形过程进行了三维数值模拟,研究并揭示了花键冷敲成形过程中滚打速度对滚打力、应变和金属轴向流动的影响规律,研究发现随着滚打轮旋转速度的增大,滚打力和等效应变逐渐增大;花键轴端面凸起系数增大,金属轴向流向增加,“塌陷”现象越来越严重。
花键;冷敲成形;数值模拟;滚打速度
花键冷敲精密成形技术是花键毛坯在受到具有一定型廓的滚打轮高速断续打击,表层金属经过多次渐变塑性变形后实现花键最终成形的一种特种成形工艺[1],是目前加工高精度、高性能花键的先进制造技术,具有高效、高质、节能、节材等优点。
国内外学者从不同的角度、采用不同的研究手段对花键冷敲过程进行了研究,主要通过理论解析、数值模拟、实验及生产实践[1-6]等探讨了单次滚打过程中工艺参数对冷敲成形的影响,尚未见到通过数值模拟方法研究花键冷敲成形完整的滚打过程中进给速度不变,滚打速度与滚打力、应变和金属轴向流动关系的文献。在花键冷敲精密成形过程中,滚打轮旋转速度直接决定着工件的变形速度,即影响着在不同应变率下工件的变形规律[7]。本文主要采用ABAQUS有限元分析软件建立花键冷敲成形过程有限元模型,通过模拟花键冷敲完整的三维变形过程,研究并揭示了花键冷敲成形过程中滚打速度对滚打力、应变和金属轴向流动的影响规律。
1 花键冷敲成形过程三维有限元模型的建立
建立合理的花键冷敲成形模型是实现花键冷敲成形过程三维数值模拟的关键。参考文献[8]的方法建立了完整的渐开线花键间歇分度冷敲成形三维有限元模型,如图1所示。模型的有效性已得到验证[8],冷敲成形参数如表1所示。

图1 花键冷敲成形有限元模型Fig.1 Finite element model of spline cold rolling
为了确定不同应变率对花键冷敲成形复杂的非线性动态响应过程的影响,选择滚打轮旋转速度为ω=104.6 rad/s,209.2 rad/s,313.8 rad/s,418.4 rad/s,进行数值模拟。滚打轮旋转一周工件的轴向进给量为s=60 v/n,其中:v为工件的轴向进给速度;n为打轮的旋转速度。因此,在保持工件的轴向进给量相同的条件下,不同滚打轮旋转速度与工件进给速度对应参数如2所示。
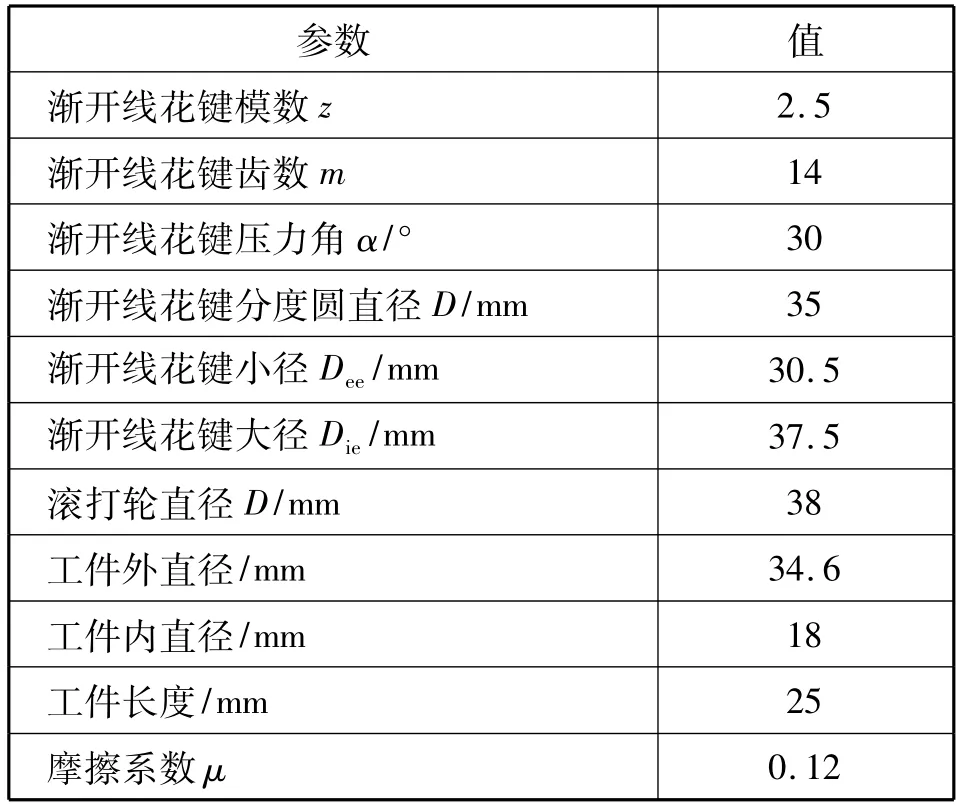
表1 冷敲成形参数Tab.1 The parameters of spline cold rolling

表2 滚打轮旋转速度与工件进给速度对应参数Tab.2 The parameters of tool rotation speed corresponding to the feed rate of workpiece
2 结果与讨论
2.1 对滚打力的影响规律
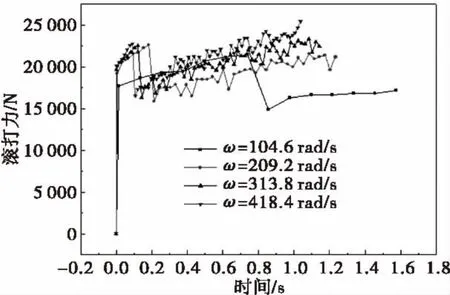
图2 不同旋转速度下滚打力随时间的变化Fig.2 The variation of force with time at different rotation speed
图2显示了不同滚打轮旋转速度对滚打力的影响。从图2中可以看出,随着旋转速度的增大,滚打力随时间变化曲线的斜率增大;当滚打轮旋转速度较小时,滚打力随旋转速度增大的幅度较大,随时间变化曲线比较平稳,当旋转速度较大时,滚打力增大的幅度减小,并且随时间变化曲线具有明显的波动。
2.2 对应变的影响规律
不同滚打轮旋转速度下成形花键的等效应变分布如图3-图5所示。可以看出,随着滚打轮旋转速度的不断增大,花键的等效应变也随之逐渐增大,在各别齿槽底部区域表现的更为显著。在圆周方向上,花键齿槽底部区域等效应变的升幅要大于两齿侧区域和齿顶区域(如图3-图4所示);在轴向方向上,花键齿槽区域和两齿侧区域等效应变在花键轴中部区域的升幅较大,随着旋转速度的增大,轴端区域和中部区域随着距轴端面距离的增加,等效应变的升幅先增大后又缓慢减小,轴尾区域基本不受影响,而齿顶区域的等效应变受工件进给速度的影响较小(如图3、图5所示)。
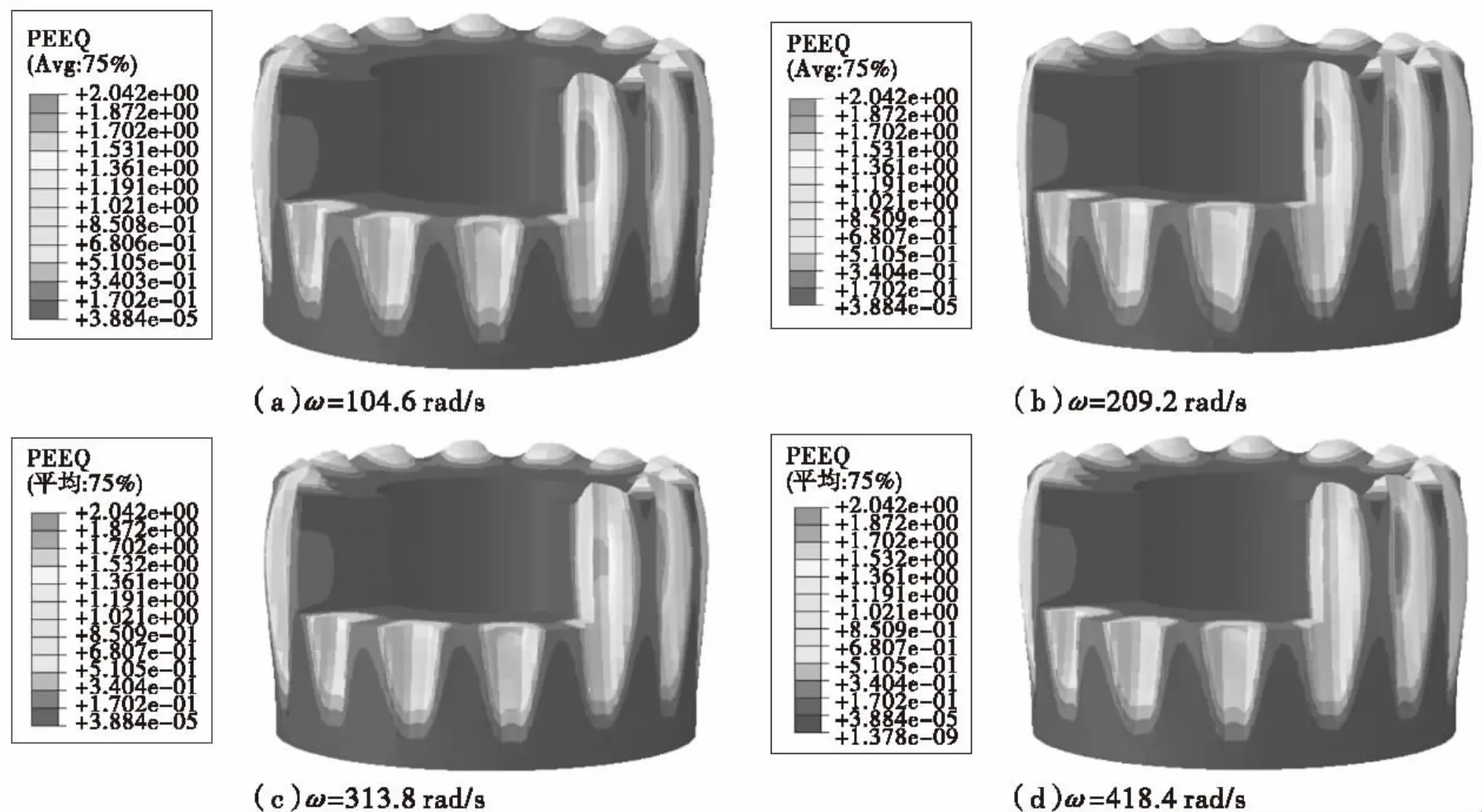
图3 旋转速度对等效应变分布的影响Fig.3 The effect of roller rotation speed on the equivalent strain distribution
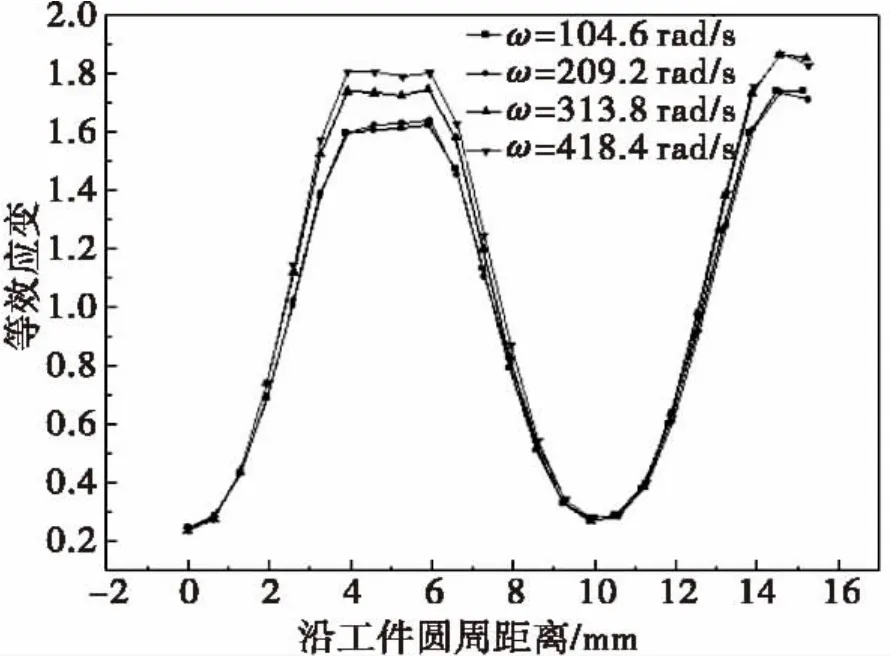
图4 花键沿圆周方向表层等效应变分布图Fig 4.The spline surface equivalent strain distribution along the circumferential direction
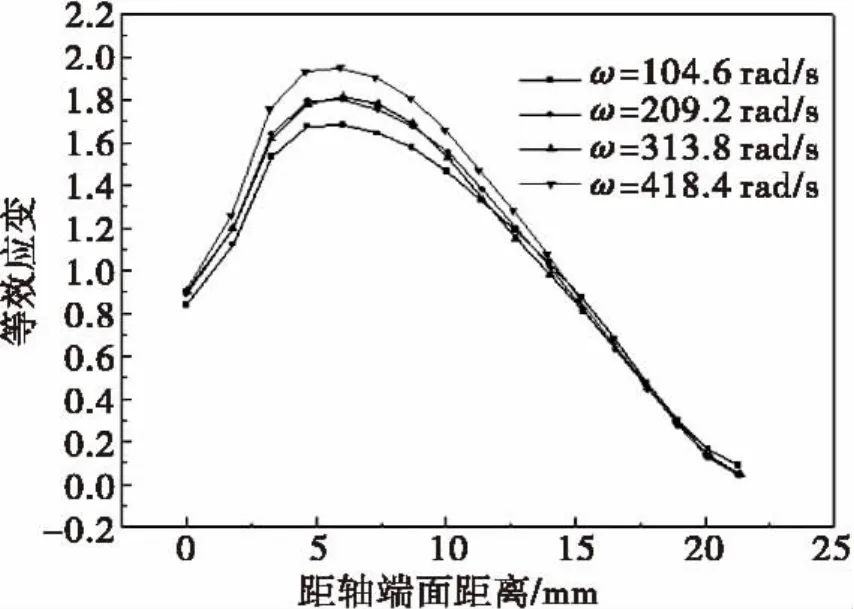
图5 花键齿槽沿轴向方向表层等效应变分布图Fig.5 The equivalent strain distribution along the axial direction on gear groove surface
2.3 对金属轴向流动的影响规律
由于花键轴端面齿顶出现“塌陷”,采用轴端面金属凸起系数(P)来评定成形花键的金属轴向流动情况,P值越大,轴向流出轴端面的金属越多,“塌陷”现象越严重。P定义如下:
式中:L0——工件的原始长度;
Lmax——冷敲终了时花键最大凸起处长度;
Lmin——冷敲终了时花键最小长度。
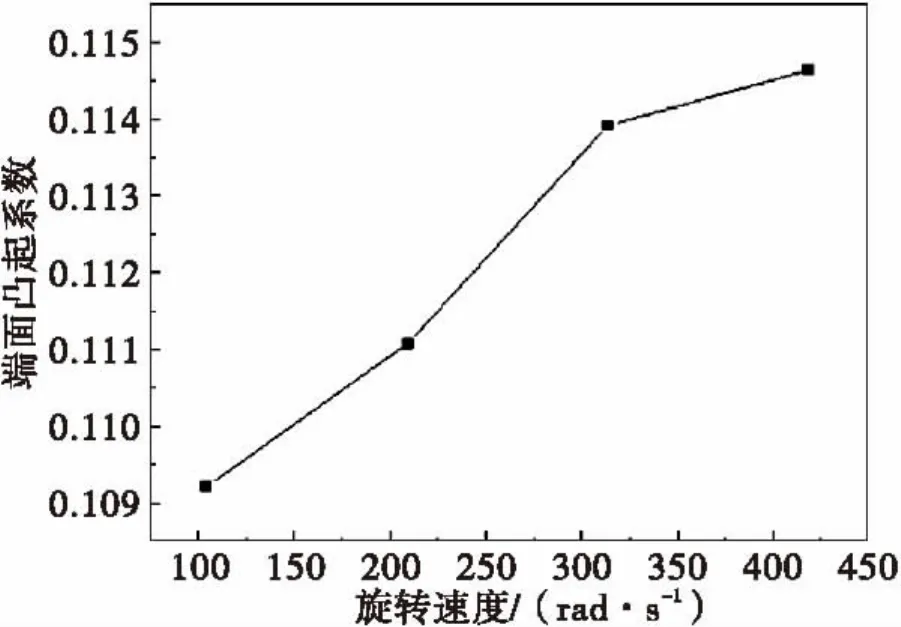
图6 旋转速度对花键轴端面凸起系数的影响Fig.6 The effect of rotation speed on spline axial end convex coefficient
不同滚打轮旋转速度对花键轴端面凸起系数的影响情况如图7所示,可以看出,花键轴端面凸起系数随着旋转速度的增大而增大。主要原因为,当工件的单次轴向进给量不变时,随着滚打轮旋转速度的增大,使工件受到的轴向惯性力增大;随着滚打轮旋转速度的增大,塑性波在工件中传播的波速增大,使径向方向上发生塑性变形的深度增大,从而减小了中部没变形金属对表层金属轴向流动的牵制和阻碍;随着滚打轮旋转速度的增大,滚打轮对工件的单次敲击能量增大,工件材料中质点的轴向流动速度增大,因此,工件金属更容易发生轴向流动,使端面凸起系数不断增大。
3 结论
(1)随着滚打轮旋转速度的增大,滚打力随时间变化曲线的斜率增大,当旋转速度较小时,增大的幅度较大,变化曲线较平稳,当旋转速度较大时,增大的幅度减小,变化曲线波动明显;
(2)随着滚打轮旋转速度的增大,花键的等效应变逐渐增大,齿槽底部区域较为显著,圆周方向上,花键齿槽底部区域等效应变的升幅大于齿侧和齿顶区域,轴向方向上,花键齿槽和齿侧区域在中部区域的等效应变升幅较大,齿顶区域受影响较小;
(3)随着滚打轮旋转速度的增大,花键轴端面凸起系数增大,金属轴向流向增加,“塌陷”现象越来越严重。
[1]崔凤奎,李言,周彦伟,等.渐开线花键滚轧轮CAD及磨削仿真[J].机械工程报,2005(12):211-215.
[2]KRAPFENBAUER H.New Aspects for the Mass Production of Spur Gears by Cold Rolling.IPE international Industrial&Production Engineering[J].1984,8(3):39-41.
[3]LANGE K,KURZ N.Basic Research on Cold Rolling of Involute Splines and Gears[C]∥Metals Congress,Detroit:1984,16-20.
[4]张璐,杨明顺,李言,等.高速冷滚打过程变形力解析方法及其修正[J].塑性工程学报,2011(10):1-7.
[5]张璐,李言,杨明顺,等.丝杠冷滚打成形过程金属流动规律研究[J].中国机械工程,2012(13):1623-1628.
[6]崔凤奎,赵魏,徐永福,等.冷滚打成形对花键组织与性能的影响[J].机床与液压,2009(12):36-38.
[7]赵魏.冷滚打花键动态本构关系仿真实验研究[D].河南洛阳:河南科技大学,2009.
[8]贾燕龙,付建华,刘志奇,等.花键冷敲精密成形数值模拟研究与分析[J].锻压装备与制造技术,2014(5):97-100.
Effect of Tool Rotation Speed on Cold Rolling Process of Spline
JIA Yan-long1,2,3,LIU Zhi-qi1,2,SONG Jian-li1,2,LI Yong-tang1,2,FU Jian-hua1,2
(1.School of Materials Science and Engineering,Taiyuan University of Science and Technology,Taiyuan 030024,China;2.Shanxi Key Laboratory of Metal Forming Theory and Technology,Taiyuan 030024,China; 3.JMC Heavy Duty Vehicle Co.,Ltd,Taiyuan 030032,China)
According to the characteristics of the cold rolling process of spline,a finite element software ABAQUS is used to simulate the 3D-deformtion at different tool rotation speed during the cold rolling process of spline.The distribution and evolution laws of tool rotation speed on rolling force,strain distribution and metal axial flow are obtained and analyzed.The research results show that rolling force and equivalent stain will be gradually increased with tool rotation speed,and spline shaft coefficient and the metal axial flow will be increased as well.At the same time,the phenomenon of“collapse”will become more and more serious.
spline,cold rolling,numerical simulation,tool rotation speed
TG335.19
A
10.3969/j.issn.1673-2057.2015.04.005
1673-2057(2015)04-0264-04
2015-01-20
国家自然基金资助项目(51275331);高等学校博士学科点专项科研基金(20131415110001);山西省自然科学基金(2013011022-1)
贾燕龙(1987-),男,主要研究方向为金属材料塑性成形技术。
猜你喜欢
防爆电机(2022年2期)2022-04-26
哈尔滨轴承(2021年1期)2021-07-21
装备制造技术(2020年1期)2020-12-25
组合机床与自动化加工技术(2019年10期)2019-10-31
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2018年11期)2018-11-23
汽车文摘(2015年5期)2015-12-16
制造技术与机床(2015年10期)2015-04-09
浙江大学学报(工学版)(2015年1期)2015-03-01
组织工程与重建外科杂志(2014年1期)2014-02-05