
一种储能式热电偶点焊机的研制
2015-05-15 08:58车裕中潘锦萍曾少芳
机电工程技术 2015年4期
车裕中,潘锦萍,曾少芳
(顺德出入境检验检疫局,广东佛山 528300)
0 引言
热电偶是一种主要测温元件,是由不同的两种金属组成。其测量端通常是采用焊接形成的,焊接质量的好坏直接影响热电偶测量温度的可靠性[1]。热电偶在使用过程中,频繁的接线、拉动很容易对热电偶造成损伤,而且长期处于高温下,也容易导致热电偶丝劣化。因此,在热电偶断裂或新制热电偶时,就需要对热电偶进行重新结球或焊接。而许多单位在进行热电偶焊接时,焊接现场往往没有市电电源,或者不便接入电源,一般的热电偶点焊机不能使用。同时,一般的点焊机的焊接能量不可调,在焊接多种规格的热电偶时往往力不从心。
为此设计储能式热电偶点焊机,通过内置自动充电电池,可在没有市电的场所使用,并且一次充满电能够完成200次焊接。通过控制旋钮,可调节每次焊接能量,调整范围为5~81W·S,能够焊接成对24#(ϕ0.511 mm)~14#(ϕ2.032 mm)的金属丝。同时自动放电电路,实现安全自动的放电控制功能。
1 储能式热电偶点焊机的基本原理
传统的电容储能热电偶点焊机是利用储存在电容器里面的电荷直接向待焊工件放电进行的。其基本原理如图1所示。该机主要由电源、整流装置、储能电容C、开关S组成。
通过内置自动充电电池,可实现脱离市电网络使用。因电容储能的能量与其电压的平方成正比,通过调节储能电容C上的电压,故能调节焊接的能量。
2 储能式热电偶点焊机的电路及其原理
本项目中,使用容量为3 500 mAh,额定输出电压为13.2 V的镍氢充电电池作为焊机的内部电源。通过电压调控旋钮,可使电容充电电压在15~90 V,依据电容能量公式:
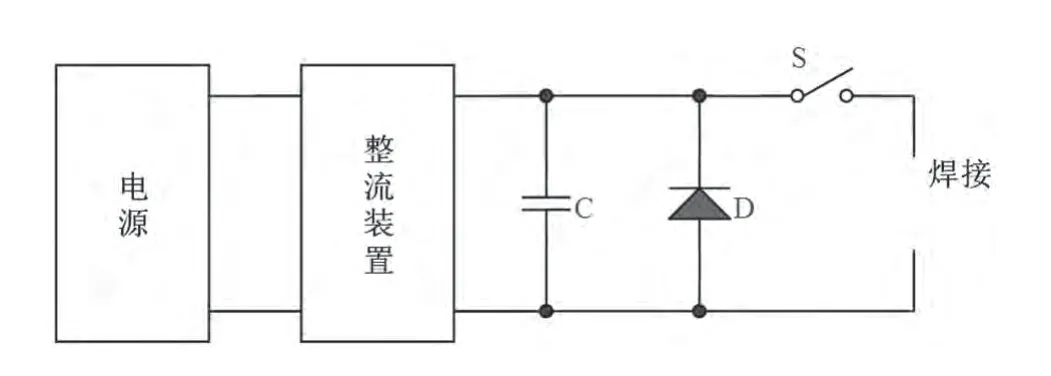
图1 热电偶点焊机基本原理图
其中:C——电容器容量,F;
U——电容器充电电压,V。
可得,电容器储存能量最大为81 J。考虑电路损耗等因素,该机内置镍氢电池充满电后可完成大约200次焊接。
储能式热电偶点焊机的电路拓扑图及电路图分别如图2和图3所示,主要由镍氢电池恒流充电电路、Boost升压控制电路和可控硅触发控制电路3部分组成。
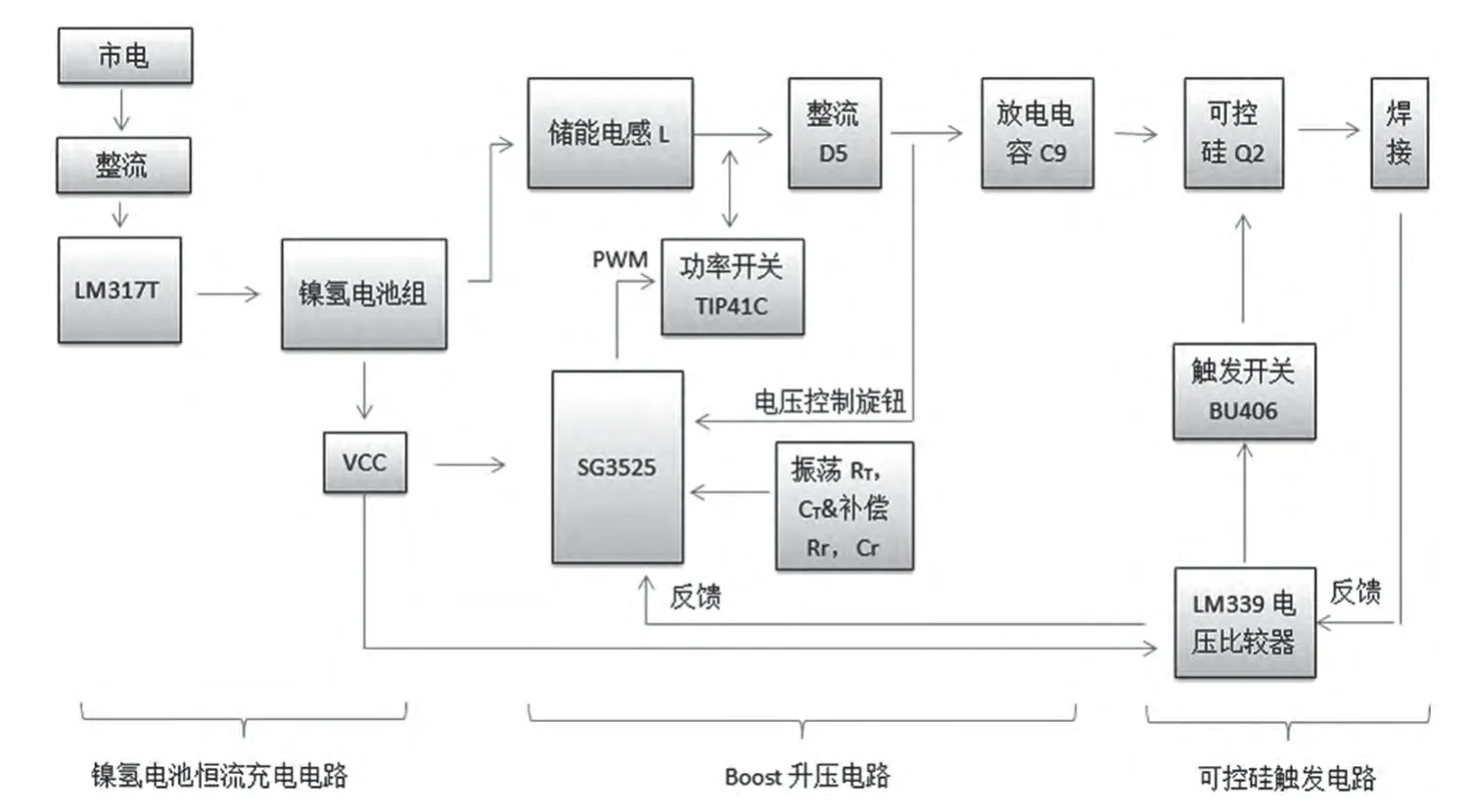
图2 储能式热电偶点焊机电路拓扑图
2.1 镍氢电池恒流充电电路
本项目选用镍氢充电电池正常工作电压是13.2 V。充电时,当拨动开关拨向“充市电”时,恒流充电电路与其他电路断开,对镍氢电池组充电。变压器T和二极管(D1、D2、D3)组成直流转换器,将220 V市电转换成直流,输入正电稳压器LM317T。LM317T的调整点和输出点间接一个3Ω的电阻R1,使其稳定输出400 mA的电流,通过二极管D4对镍氢电池充电。电流值可由下式决定:
其中,1.25为LM317输出端接脚间的电位差。电池充满后,二极管D4可防止电池组反向放电。LM317T是一种常用的可调电压稳压器,具有简单易用,适用范围广的特点,被广泛应用于包括局部稳压、卡上稳压、精密恒流器等应用场合。
2.2 Boost升压电路
Boost升压电路是一种常用的开关直流升压电路,它可以使输出电压比输入电压高。主要由电感、开关管、整流二极管及电容组成。
在Boost功率拓扑中,开关管承受的电流较大,必须要考虑开关管的耐热和耐压。所以本项目中开关管采用具有较高反压的大功率三极管TIP41C,其极限工作电压为100 V,最大允许电流为6 A,最大耗散功率可达65 W。电感采用感抗为80μH的功率电感。
Boost升压电路驱动控制器采用SG3525。SG3525是一种单片集成通用PWM控制芯片,其死区时间可调整,而且具有可编程式软启动、脉冲控制封锁保护等功能。通过调节SG3525第5脚上CT的电容和第6脚RT上的电阻就可以改变输出控制信号PWM的频率,调节第9脚COMP的电压可以改变输出脉宽,这些功能可以改善Boost升压电路的动态性能和简化控制电路的设计[3]。
本项目中,SG3525的开关频率为2.04 kHz。如电路图1~3所示,由SG3525的输出OUTB直接驱动开关管Q1。OUTA驱动LED灯CN4,作为充电状态指示灯。二极管D5主要起隔离作用,使电感的储能过程不影响输出端电容对负载的正常供电。在Boost电路输出端,接入电压反馈回路,将Boost输出电压反馈输入到SG3525的关断端(10脚),当Boost电路输出端电压达到设定值时,通过电压反馈回路输入高于0.7 V的电压信号至SG3525关断端(10脚),使SG3525输出关断,Boost升压电路停止工作,电压不再上升。当Boost电路输出端电压小于设定值时,通过电压反馈回路输入到SG3525关断端(10脚)的电压信号小于0.7 V,SG3525输出使能,Boost升压电路将电压恢复至设定值。
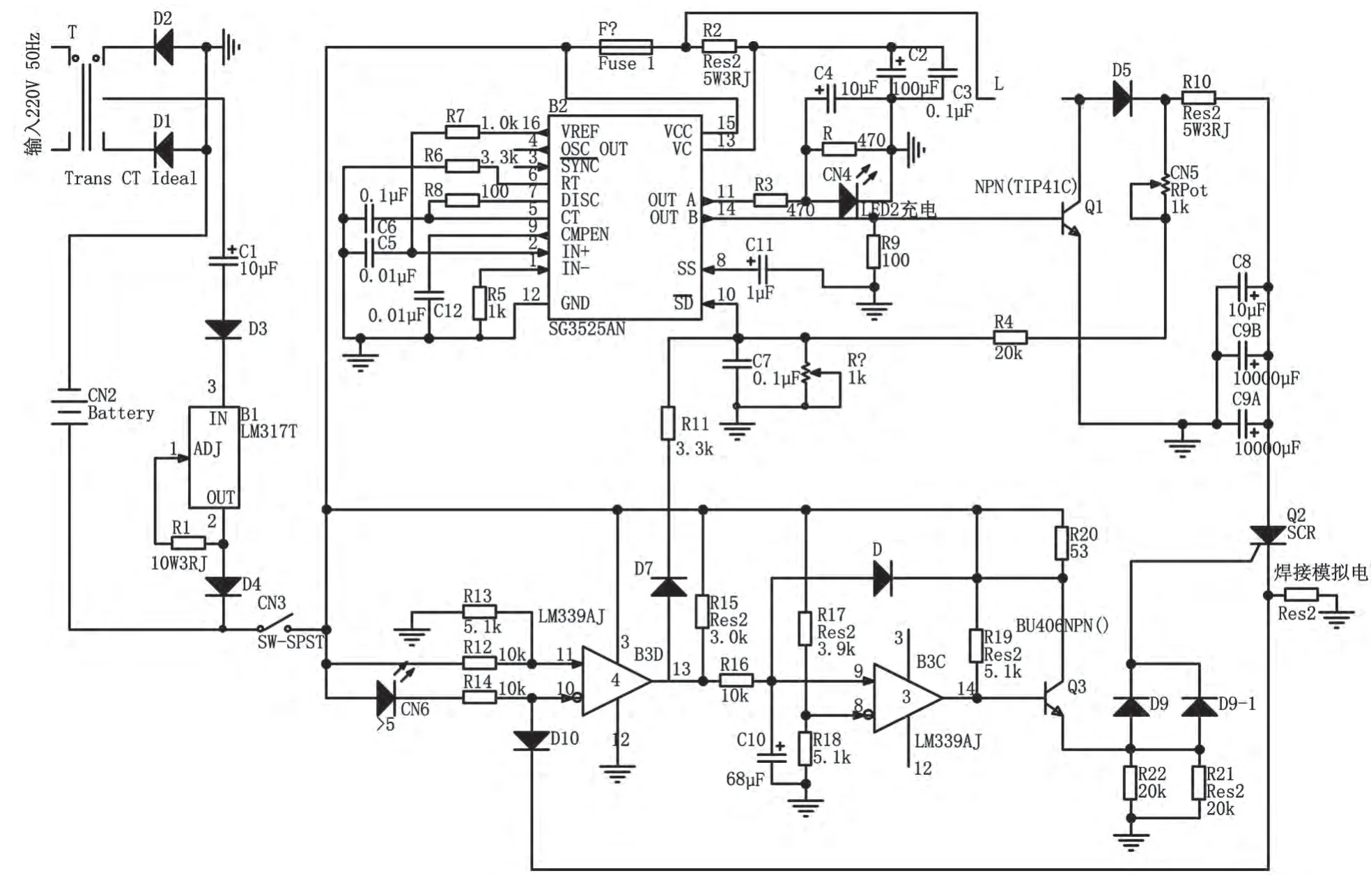
图3 储能式热电偶点焊接电路原理图
2.3 可控硅触发控制电路
本项目采用可控硅直流开关构成的关断电路,当可控硅导通时,储能电容向工件放电,当可控硅截止时,电容停止放电。可控硅又叫晶闸管,是一种非常重要的功率器件,具有反应快、效率高的特点,被广泛应用于高电压和高电流的控制。
可控硅触发控制电路由开关三极管Q3及电压比较器B3组成,开关三极管选用NPN型三极管BU406,通过二极管D9连接到可控硅Q2的控制极。电压比较器选用LM339。LM339是一种常用的集成电路,其内部集成有四个独立的电压比较器。
当未进行焊接时,可控硅阴极悬空,电压比较器LM339反相输入端(4)高于门限电压,致使电压比较器LM339输出为低电平,开关三极管Q3未导通,可控硅截止,放电电容不能放电。当焊接时,可控硅阴极通过热电偶丝连接到地,LM339反相输入端(4)电压被拉低,低于门限电压。此时放电指示灯CN6发光,LM339输出端翻转,为高电平。此时,SG3525输出关断,开关三极管Q3导通,触发可控硅导通,放电电容瞬时放电,瞬时大电流通过电偶丝,完成焊接。
3 结论
设计了基于镍氢可充电电池储能的热电偶点焊机,并通过可调节电压的Boost升压电路实现点焊机焊接能量可调节功能。经过一段时间的使用证明,储能式热电偶点焊机较之普通点焊机在使用范围、控制、焊接质量等诸多方面的性能有明显的提升。
[1]孙玉芬,张弓.热电偶巧焊接[J].企业标准化,2004(3):54-55.
[2]林贻强,芮冬梅.热电偶测量端的焊接方法[J].仪器仪表标准化与计量,2001(6):38-39.
[3]王晓锋,王京梅,孙俊,等.基于SG3525的开关电源设计[J].电子科技,2011(6):118-121.
猜你喜欢
厦门科技(2021年4期)2021-11-05
成都信息工程大学学报(2019年1期)2019-05-20
后勤科技装备(2019年1期)2019-02-16
数字传媒研究(2017年4期)2017-07-01
新乡学院学报(2016年6期)2016-12-01
电子制作(2016年1期)2016-11-07
工业设计(2016年11期)2016-04-16
电测与仪表(2016年10期)2016-04-12
百科探秘·航空航天(2015年3期)2015-12-01
电测与仪表(2014年3期)2014-04-04
