
高精度圆柱套内壁闭合异形曲线槽的检测方法
2015-05-11 03:11陈洪海吴庆堂聂凤鸣胡宝共
制造业自动化 2015年14期
陈洪海,吴庆堂,聂凤鸣,胡宝共,康 战
(长春设备工艺研究所,长春 130012)
高精度圆柱套内壁闭合异形曲线槽的检测方法
陈洪海,吴庆堂,聂凤鸣,胡宝共,康 战
(长春设备工艺研究所,长春 130012)
0 引言
高精度圆柱套内壁闭合曲线槽的检测装置,尤其适用于对高强度、高刚性、高精度的内壁闭合异形曲线槽工作曲面的精密检测。
圆柱套内壁曲线槽的工作面是扭曲的空间曲面,因此对曲线槽工作曲面加工后的检测极为困难,常规的检验方法和工具根本不可能完成。关于圆柱套内壁曲线槽工作曲面的检测,目前公知的技术是采用三坐标测量仪测量曲线槽的工作曲面,再将检测数据进行整理,用FORTRAN语言编程,数据处理后,需要用“记事本”查看结果,用“AutoCAD”软件查看图形情况,整个过程复杂繁琐、耗时费力,通常只能由少数专家进行这项工作。在圆柱套内壁曲线槽加工后,由于曲线槽在内壁上,给三坐标测量带来很大难度。针对这种内壁曲线槽检测难题,提出了一种专用检测装置[1]。
1 总体方案
为弥补现有技术对曲线槽工作曲面加工后的检测极为困难,使用常规的检验方法和工具根本不可能完成的技术不足和缺陷,图1待检测的是闭合曲线槽的展开图[2],图2外壁切开后内壁闭合曲线槽的实体图。

图1 闭合曲线槽的展开图

图2 外壁切开后内壁闭合曲线槽的实体图
本文提供一种圆柱套内壁闭合曲线槽的检测装置。该装置包括工件主轴传动系统、床身、深度进给轴传动系统、直线进给轴传动系统、检测装置、数据采集反馈系统、数控系统、电感测微仪;工件主轴传动系统包括交流伺服电机1、减速机、电机支架、圆弧传动带、主轴、四爪夹钳[3];工件主轴传动系统由交流伺服电机1、减速机以及圆弧传动带带动主轴旋转;深度进给轴传动系统包括X轴滑台、交流伺服电机2、联轴器及精密滚珠丝杠1、轴承支座;深度进给轴传动系统的交流伺服电机2安装于Z轴滑台上,带动X轴滑台做上下运动,进行深度进给;直线进给轴传动系统包括Z轴滑台、交流伺服电机3、电机支架及精密滚珠丝杠2、轴承支座[4];由交流伺服电机通过圆弧传动带带动Z轴滑台进行左右直线运动; Z轴滑台安装在床身直线导轨1上,X轴滑台安装于Z轴滑台上,且X轴滑台与Z轴滑台相互垂直;检测主轴安装在X轴滑台上,检测主轴轴向与直线导轨1平行,用四爪夹钳固定工件保证工件的轴向、径向定位[5],使工件轴中心线与Z轴平行;用主轴传动系统带动四爪夹钳从而带动工件旋转;图3是内壁曲线槽检测机床装置主视图。
2 检测装置
检测装置[6]包括半圆形上压板、半圆形连接体、4个内六角调整螺钉1、直角弯板支架、4个内六角调整螺钉2、直线导轨2、3个内六角调整螺钉3、滑块、连接板、4个内六角调整螺钉4、螺母、检测转轴、电感测微仪测头支座、挡板、弹簧、轴承、电感测微仪测头、调整螺钉5;半圆形上压板、半圆形连接体通过4个内六角调整螺钉1与检测主轴联为一体;直角弯板支架通过4个内六角调整螺钉2顺序连接;直线导轨与直角弯板支架通过3个内六角调整螺钉3水平面内平行搭接,滑块在直线导轨左右水平滑动,直线导轨2与Z轴直线导轨1平行[7];连接板通过3个内六角调整螺钉4与滑块在水平面内平行连接;检测转轴通过螺母水平面内垂直搭接;电感测微仪测头固定在电感测微仪测头支座上,电感测微仪测头通过弹簧与挡板接触;轴承的径向与直线导轨2、直线导轨1平行;轴承的轴向与直线导轨2、直线导轨1相互垂直;X轴滑台上下运动给定检测深度,将Z轴滑台左右直线运动和主工件轴旋转联动,运行曲线槽程序,读取电感测微仪完成内壁闭合曲线槽的检测[8]。图4内壁曲线槽的检测装置主视图,图5是图4的仰视图。
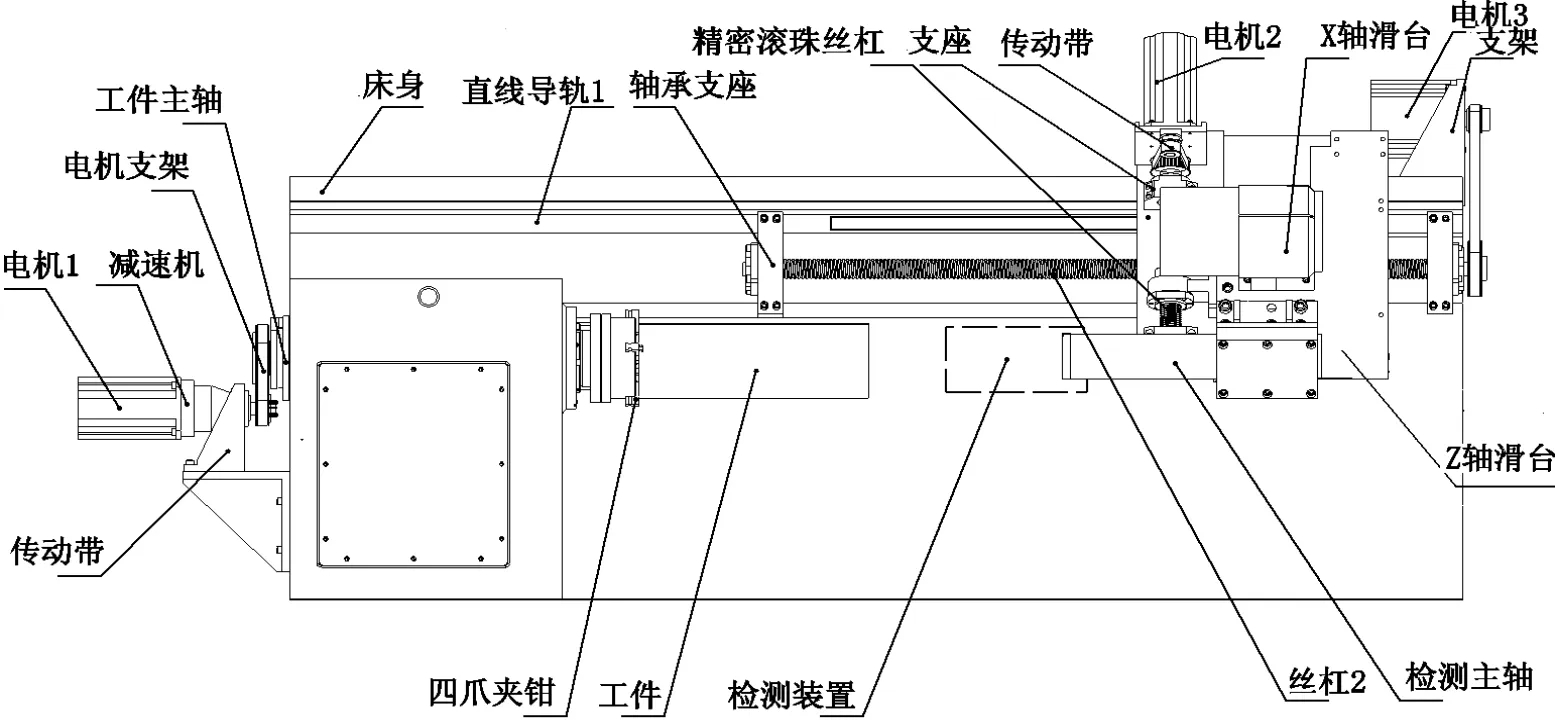
图3 内壁曲线槽检测机床装置主视图

图4 内壁曲线槽的检测装置主视图
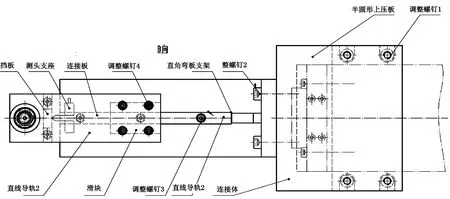
图5 图4的仰视图
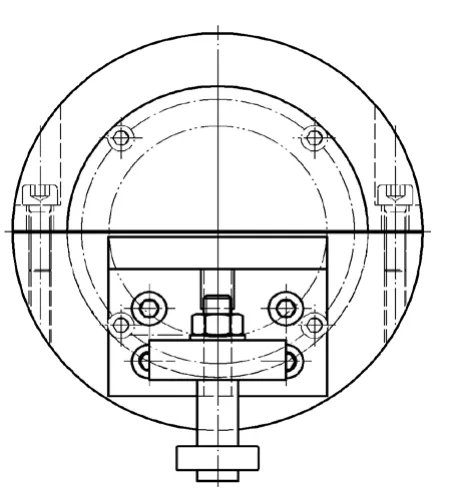
图6 图4的左视图
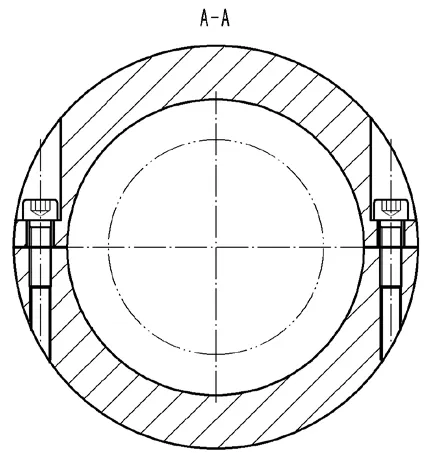
图7 图4的A—A剖视图
该方法可通过一次装夹及定位便可实现对圆柱套内壁闭合异形曲线槽工作曲面的精密检测,尤其可满足高强度、高刚性内壁闭合异形曲线槽工作曲面的加工精度要求[9]。
3 操作过程
四爪夹钳将工件前端定位夹紧[10],使加工后的工件前端和尾端跳动在误差允许范围内,启动数控系统,将曲面的加工轨迹数控程序拷贝到数控系统中,伺服使能,选用轴承直径要与曲线槽槽宽相同,将轴承运动到加工起始位置,用弹簧拉动轴承贴近外曲线槽,调整电感测微仪显示归零,从加工起始点开始,每0.5°读取电感测微仪的跳动变化读数,将读书记录并导入计算机中。通过X轴给定每次检测深度,从外部存储器中读入曲线槽数控程序,通过Z轴和工件主轴共同完成插补运动,实现闭合内壁曲线槽的数据检测。
4 结束语
可以通过高精度圆柱套内壁闭合异形曲线槽的检测方法,解决机械加工中空间扭曲曲面检测难度大的技术问题[11],实际检测结果表明,该方法提高了圆柱套内壁闭合异形曲线槽检测精度和效率。实现了大缠角、变缠角圆柱套内壁闭合异形曲线槽精密检测。实验表明,该系统设计合理,切实可行。该设备可以广泛应用于石油、化工、电力等工业领域。
[1]李晓东,何忠韬.高速动车车轴的CAD/CAE分析[J].机械工程与自动化,2012(1):15-17.
[2]梁益龙,王新,孟阳,等.国产EA4T车轴钢的显微组织与强韧性研究[J].热加工工艺,2008,37(16):23-25.
[3]王峻.现代深孔加工技术[M].哈尔滨:哈尔滨工业大学出版社,2005.
[4]苗晓鹏,程建安.薄壁长筒零件深孔镗削工艺与数控组合机床设计[J].组合机床与自动化加工技术,2013(5):117-119.
[5]王世清.深孔加工技术.[M].陕西:西北工业大学出版社,2003.
[6]赵荣,庞俊忠,彭小明,等,两端小中间大异形深孔零件的镗削工艺[J].机械设计与研究,2011,27(5):80-83.
[7]李迎华.(CKA6150-20701 A)数控车床主轴加工工艺难点分析[J]. 组合机床与自动化加工技术2011(10):106-108.
[8]姜雪梅.空长轴深孔加工工艺研究[J].航空精密制造技术,2011,47(4):46-49.
[9]K.Weinert,O.Webber,M.Husken andJ.Menen.Statistics and Time Series Analysis of BTA Deep Hole Drilling,COSTP4,Nonlinear Dynamics in Mechanical Processing[A].EU-Frame Work COST Action P4,University of Dortmund,Dortmund,Germany[C].2009:245-258.
[10]P.Bayly,M.Lamar and S.Calvert.Low-Frequency Regenerative Vibration and the Formation of Lobed Holes in Drinlling,Transactions of ASME[J].Journal of Manufacturing Science and Engineering,2008,124(8):275-285.
[11]雷竹峰.卧式深孔珩磨机的机构设计与优化[D].太原:中北大学,2013.
High precision cylindrical wall closed profile curve groove set of test methods
CHEN Hong-hai, WU Qing-tang, NIE Feng-ming, HU Bao-gong, KANG Zhan
一种高精度圆柱套内壁闭合曲线槽的检测装置,尤其适用于对高强度、高刚性、高精度的内壁闭合异形曲线槽工作曲面的精密检测,该装置由工件主轴传动系统、床身、深度进给轴传动系统、直线进给轴传动系统、检测装置、数控系统、电感测微仪组成;通过直线进给轴、工件主轴联动,采集电感测微仪的数据并存储到计算机中,实现了圆柱套内壁闭合异形曲线槽工作曲面的精密检测,可满足高强度、高刚性内壁闭合异形曲线槽工作曲面的加工精度要求。
曲线槽;检测装置;电感测微仪;曲面;数控系统
陈洪海(1982 -),男,吉林舒兰人,工程师,硕士,研究方向为电气电子控制。
TH12
B
1009-0134(2015)07(下)-0049-03
10.3969/j.issn.1009-0134.2015.07(下).15
2014-10-19
猜你喜欢
中国造纸(2022年8期)2022-11-24
青少年科技博览(中学版)(2022年1期)2022-03-28
一重技术(2021年5期)2022-01-18
核科学与工程(2021年4期)2022-01-12
文物季刊(2021年1期)2021-03-23
当代陕西(2019年24期)2020-01-18
中国临床医学影像杂志(2019年5期)2019-01-07
电子制作(2018年10期)2018-08-04
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年9期)2017-11-27
