
银链车花加工机控制系统的设计与实现
2015-05-10 05:52张少明
机电工程技术 2015年5期
张少明
(1.广东交通职业技术学院,广东广州 510800;2.广东高校船舶自动化集成技术开发中心,广东广州 510800)
0 前言
某厂银链加车花工机原控制系统部分出现多次故障,问题分析:原自动控制采用单片机控制驱动,在使用过程中小问题不断,无法修改程序,很多加工程序无法实现,而且原控制线计输出模块的设计匹配有问题,芯片长时间工作后端口过载烧毁,备用芯片已经用完,原设备厂家已经不存在。故需重新设计自动控制线路:
(1)用单片机驱动,重新设计控制电路,没有批量所以意义不大;
(2)采用小型PLC工控板则免去控制电路设计和制作,由于PLC性能稳定,程序修改方便,控制要求容易实现[1],故为首选方案。
1 系统组成
如图1所示,系统由加工机械台、送料及转角控制机械爪、冲孔切断电机、高速旋转车刀、二台步进电机和报警系统等组成。

图1 加工机械台
步进电机1控制送料机械手的转动角度,有正反转90°/180°控制要求;步进电机2通过传动机构完成冲孔并切断银条的动作;电机3带动车刀高速旋转;送料机械手由4个气阀控制松紧夹头和前后移动[2-3]。
2 控制硬件系统
2.1 控制系统的硬件
控制器选:工控PLC,型号FX2N-40MT,含二个高速输出端口,可控制二台步进电机或伺服电机,系统扩展强,易组态或组网[1,4]。步进电机使用YK57HB56-03A/YK86HB80-04A,故选回该型号控制器YKA2404/YKA2608。
2.2 输入输出端口分配
按表1分配工控PLC板输入输出端口。
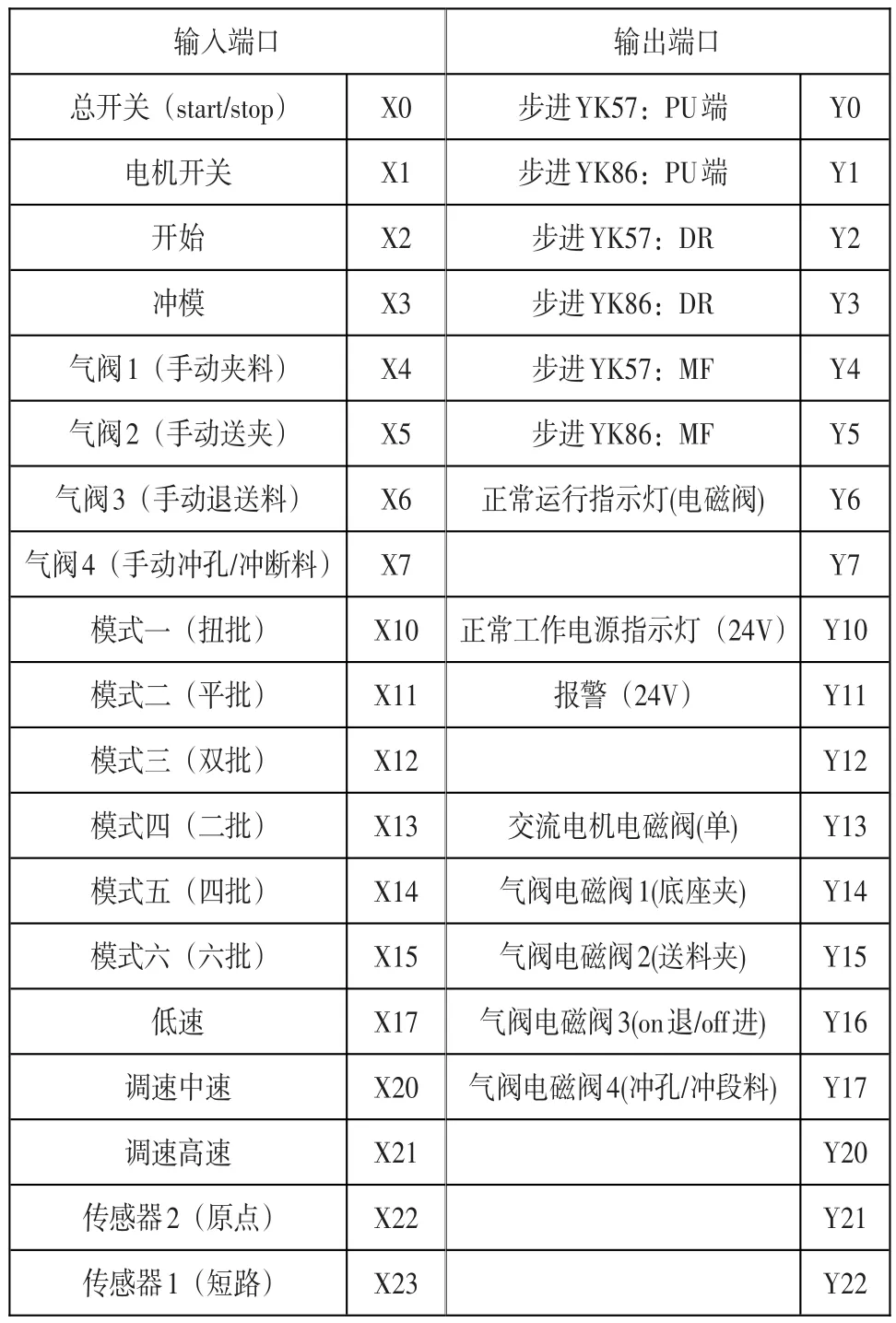
表1 I/O分配表
2.3 接线图
根据I/O分配绘制接线图2与图3。
3 模式程序设计
3.1 工作步骤分析
(1)冲刀(切料):步进电机YK86完成,由凸轮前进半圈,后退半圈完成二次下刀。
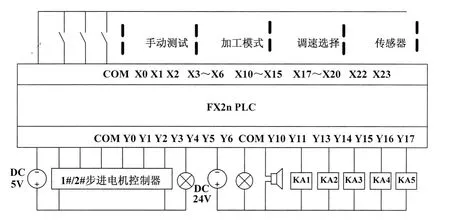
图2 控制接线图
(2)送料机械手工作流程:夹料—夹料,送夹—夹料,送夹,送料—送夹,送料—送料—全关—冲刀(切料)。
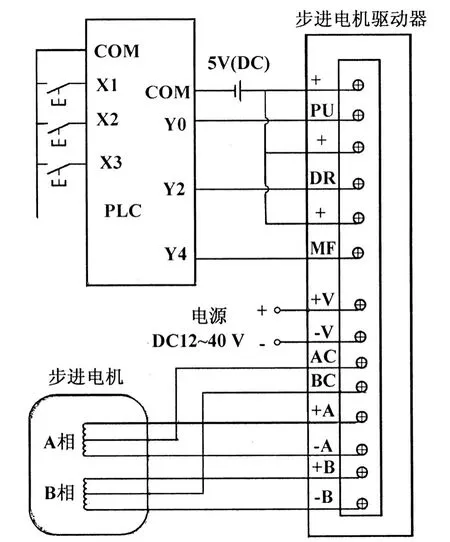
图3 步进电机接线图
(3)工作模式分析
平批:送一次料,切料一次,{夹料,冲1(正刀)}→{正转180°}→{夹料,冲2(反刀)+切料}→{送料}→{夹料—冲3(正刀)}→{反转180 °}→{夹料—冲4(反刀)+切料}→{送料}→完成一个工作循环;如图4所示:
二批:{夹料—冲1(下刀)+切料}→{正转1800}→{夹料—冲2(下刀)+切料}→{正转900}→{送料}→{夹料—冲3(下刀)+切料}→{反转1800}→{夹料—冲4(下刀)+切料}→{反90}→{送料}→完成一个工作循环,如图5所示。
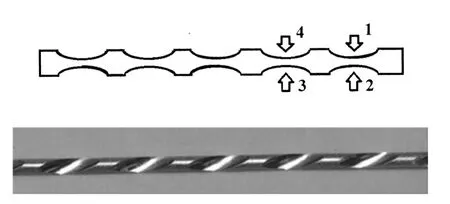
图4 平批(未切断及冲孔)

图5 二批
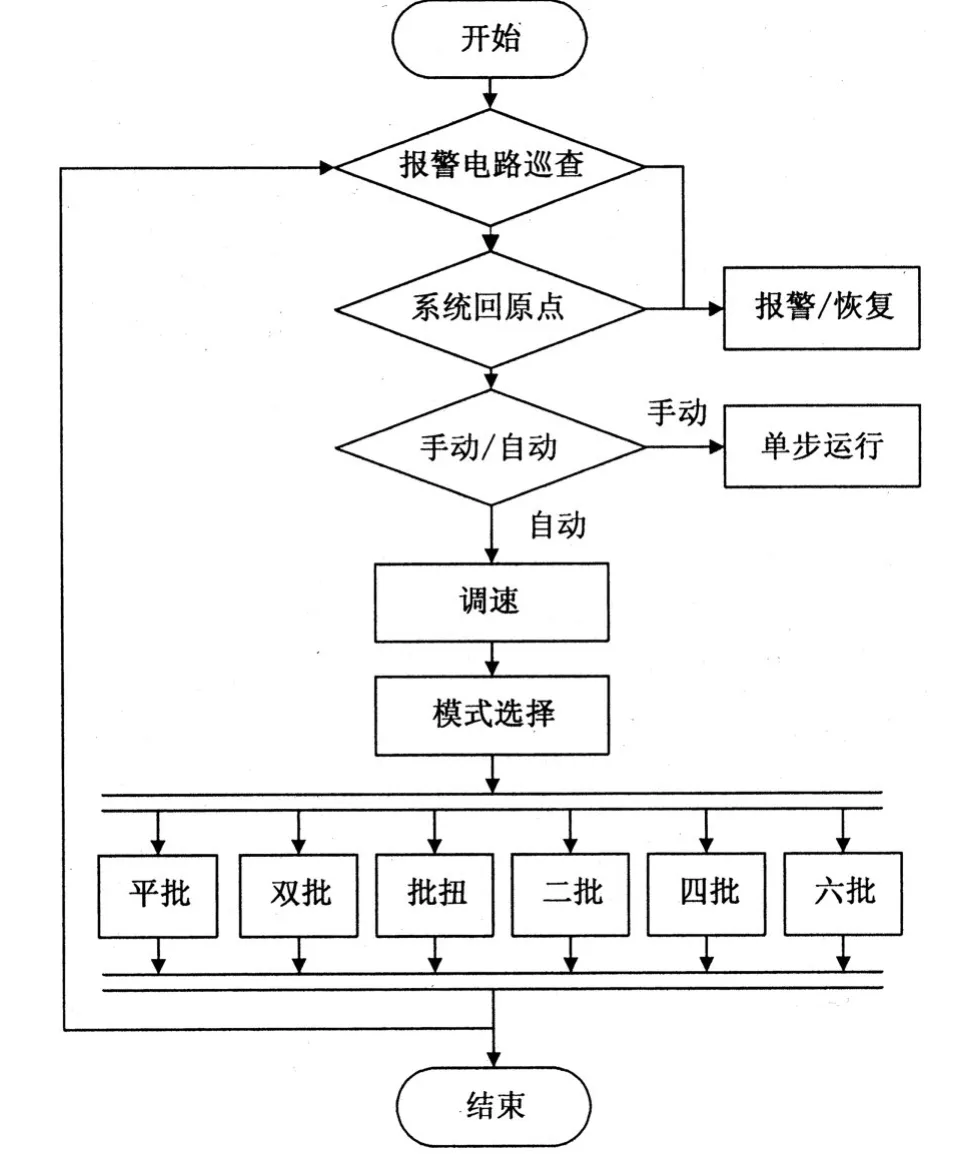
图6 编写程序流程图
其余工作模式略。
3.2 程序流程图
根据工作模式,调速方式,以及包含手动测试(单步运行)等要求[1],编写出程序流程图6,通过程序图编写梯形图,并完成设备接线与现场调试。
4 小结
系统投入运行后,连续运行超半年,运行稳定,达到预期目标,减少了大量的人力成本。已将工厂多台加工机械PLC组网及组态,充分发挥人机界面优势,提高生产效率,加强了设备管理。另国产工控PLC版工业级的质量,必将越来越广泛得到应用。
[1]三菱微型可编程控制器.FX系列编程手册[Z].2006.
[2]殷庆纵,李洪群.可编程控制器原理与实践(三菱FX2N系列):第1版[M].北京:清华大学出版社,2010.
[3]郑辑光.过程控制系统[M].北京:清华大学出版社,2012.
[4]程树康.步进电动机及其驱动控制系统:第1版[M].哈尔滨:哈尔滨工业大学出版社,2006.
猜你喜欢
建材发展导向(2022年18期)2022-09-22
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
课程教育研究·学法教法研究(2017年22期)2018-06-08
中国设备工程(2017年8期)2017-05-10
中国设备工程(2017年7期)2017-04-10
山东工业技术(2016年15期)2016-12-01
信息安全与通信保密(2016年3期)2016-08-23
自动化学报(2016年5期)2016-04-16
科学家(2015年12期)2016-01-20
数字技术与应用(2014年8期)2014-12-13
