
基于PLC的砌块机电控设计
2015-05-10 05:52俞晓丰
机电工程技术 2015年5期
俞晓丰,周 民
(武汉船舶职业技术学院,湖北武汉 430070)
0 引言
砌块机作为近年来建材设备中,发展较快的一种,无论在原材料提取,控制系统设计方面,与原老式设备相比,都有显著的提高。它利用炉渣、粉煤灰、煤矸石等固体工业废料为原料,取材广泛,利于资源回收,对环境的破坏甚少,并引入PLC,触摸屏技术[1],能使设备的工作状态更直观显示,且布料均匀,采用变频技术,激振力增强,制成品强度高,成型过程周期显著缩短,有利于大规模自动化生产,是未来建筑材料设备的重要发展方向。
1 工艺流程及系统结构设计
1.1 砌块机的工艺流程
砌块机的工艺流程分为栈板输送、双层布料、破供、成型、脱模、彩砖输出、码垛和叉车入库。栈板输送是由传送电机控制,经导轨输送到砖模下方开始布料,面料和底料都是按比例搭配好装入料斗的,先布置底料,上压斗下压,将模具中的底料压实成型,上压斗上升,继而布置面料,上模降并变频激振,使砖坯压紧压实,下模升使成品输出,由输送链条将彩砖运到升降台进行码垛,整个设备的生产工艺图如图1所示。

图1 工艺流程图
1.2 系统结构组成
本设备采用机、电、液结合的控制方法,动力系统由传动链电机M3,大油泵电机M1,小油泵电机M2,两台变频电机M4、M5,砌块成型机分为主机、底料斗、面料斗、供板装置、传送台、升降台、液压站和电气控制柜,同时配有相应的行程开关和接近开关来检测信号,液压传动系统还包括液压马达和相关的电磁阀,电气系统结构采用LG的MASTER-K200的PLC和PMU触摸屏相结合,下位机PLC和上位机PMU之间以串行RS-232C接口进行通讯,能充分满足设备工作过程控制状态信号的实时性。其主要硬件结构如图2所示。
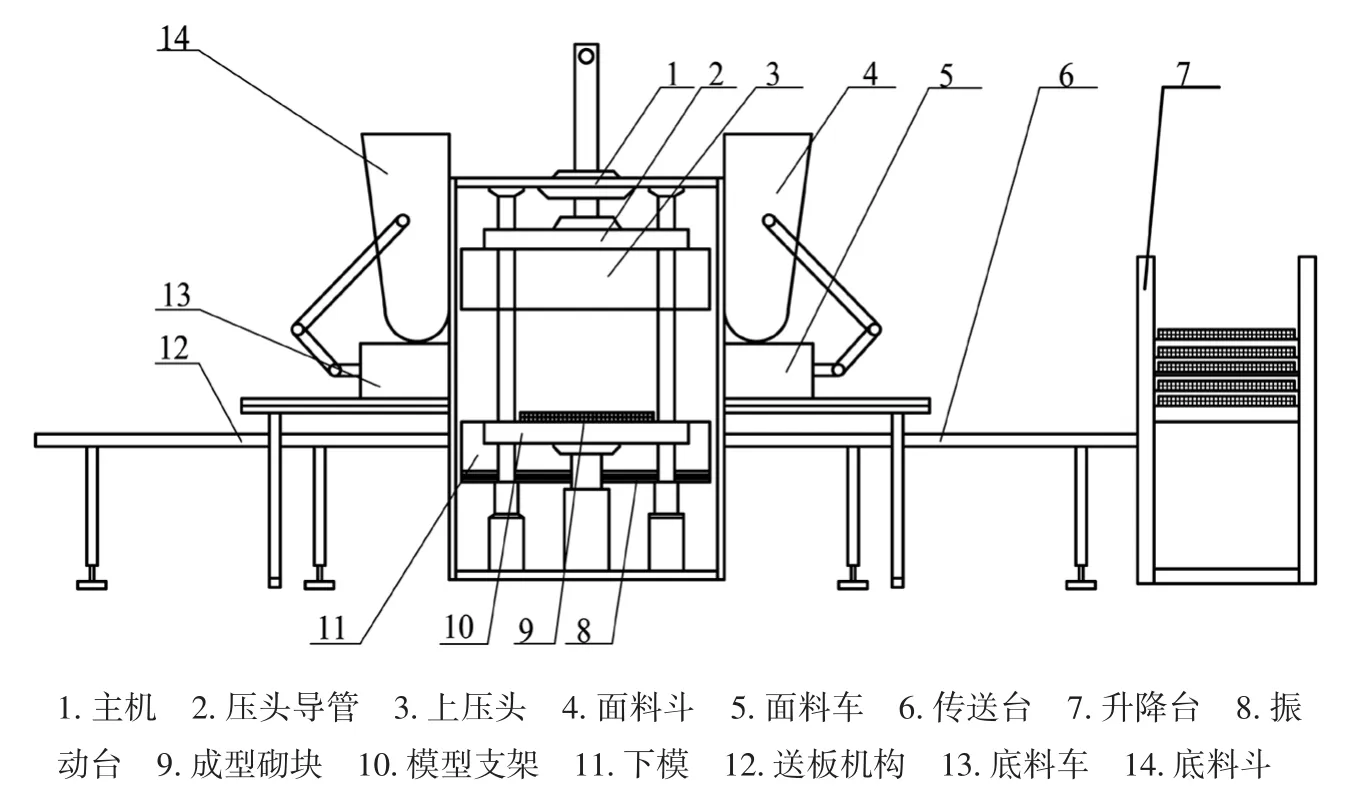
图2 设备机械结构示意图
1.3 液压系统
本设备的液压系统采用双泵供油运动回路,系统驱动过程中有利于保持油压平稳,独立供油。大油泵为设备主机的动力源,执行机构主要包括面料车、面料斗、面料台、底料斗、底料车、下模和上模;小油泵为升降台与传送台的动力源,执行机构主要包括传送链马达、升降台马达和夹紧缸。液压系统有7个三位四通的电液换向阀,2个二位四通的单向阀,17个控制开关KA1-KA17分别连接PLC输出触点的YA1-YA17,其液压传动控制系统结构原理图如图3所示。
2 PLC控制系统与PMU触摸屏实现
2.1 PLC控制系统
主控单元采用LG MASTER-K200s,最大可扩张到512个I/O点数,支持RS-232C通讯,24 VDC输入模块,继电器输出模块(2A),成型机有手动调节,单循环,自动循环。首先进行设备机电设备一体联,确认设备功能动作的正确性。设备功能测试正确完善,即测试自动控制模式。油缸和马达的运动位置确定是由安装在设备中的接近开关和行程开关进行限制的,设备上的行程开关及响应功能的接近开关有底料斗处板子行程开关、底料斗行程开关、底料斗处链条接近开关和底料斗翻转接近开关;模具台:上模上限
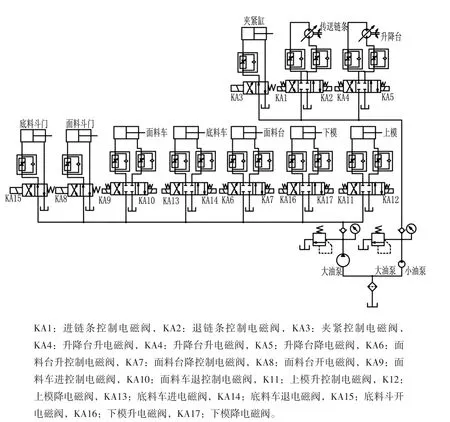
图3 设备液压传动结构示意图
位接近开关,开始振动和振动结束接近开关,下模上限位以及下模下限位接近开关;面料台:面料台行程开关;传送台:链条行程开关;升降台:升降台夹紧和松开行程开关,升降台油缸行程开关,升降台自动结束行程开关,面料斗翻转接近开关;整个设备电气连接结构图如图4所示。
2.2 PLC控制系统软件实现
LG MASTER-K200s的执行实时性高,达到0.5/step,网络功能模块支持RS232C串口通讯,PLC控制器,PC机,PMV触摸屏三者之间通过RS232C串口通讯,编程和调试环境采用KGL_WE软件[2],支持系统在线编程和监控调试,断点调试执行等多种优点,首先,采用机、电、液联调试验确认设备功能的正确性[3]。考虑到现场调试的安全性,结合设备自身特点,先进行确认安全开关,即,行程开关、接近开关。进而进行确认液压传动及电机传动机构,完成单动测试,进而使用开发环境KGL_WE进行在线监测联动,完成机、电、液联调。确认设备具有相关的功能之后,再根据设计工艺,优化相关的功能参数,安全、高效地完成相关混合料的试验制造。通过机电液联调后即可采用自动控制模式进行自动化批量生产。整个控制模块与控制器的I/O地址分配如图5所示。
现以设备机械振动功能部分编写软件,控制状态S00.05,手动控制部分的梯形图程序如图6所示。
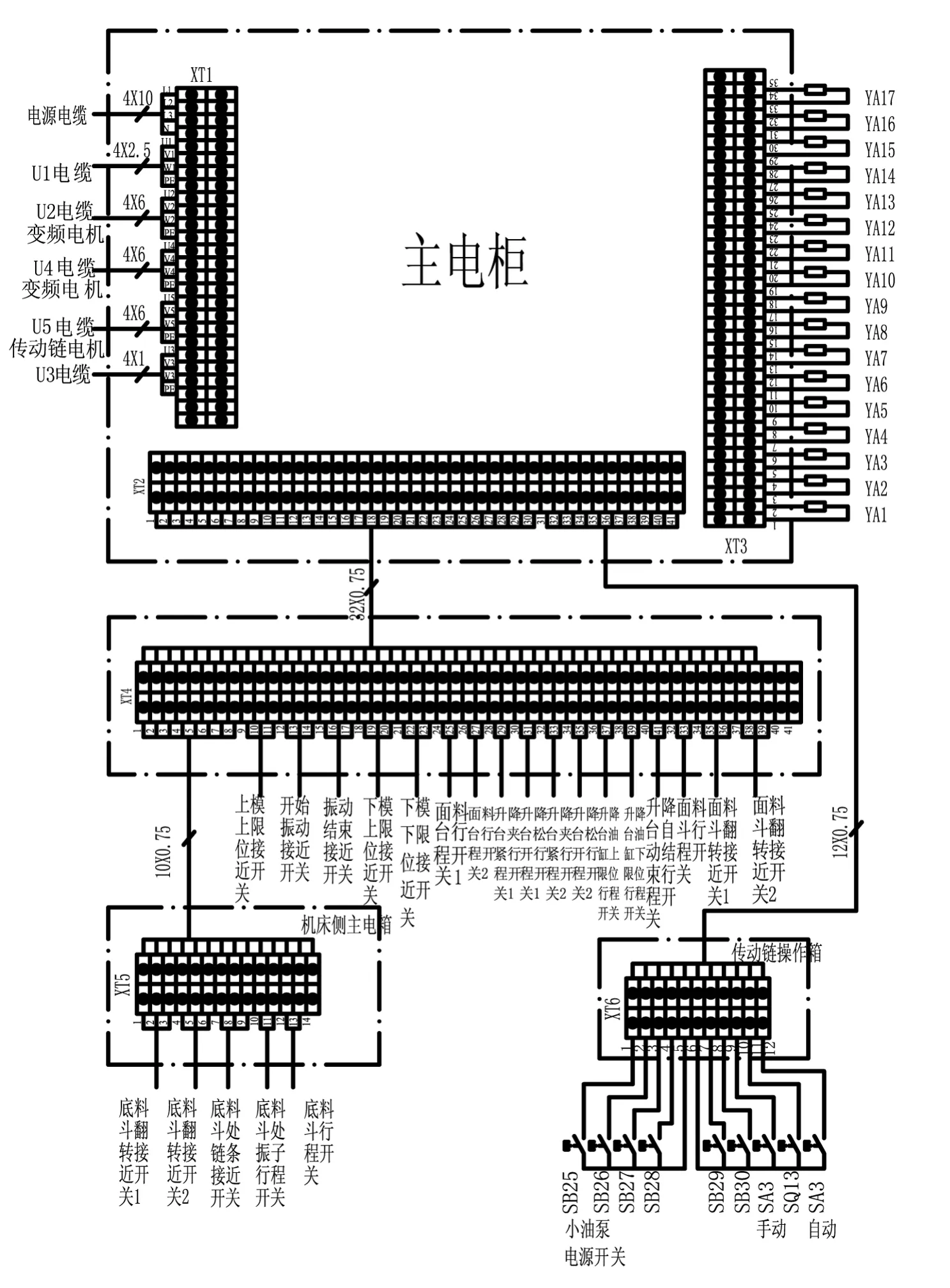
图4 电气连接结构图
其中M0020是自动循环的辅助寄存器,并联手动振动按钮P0002,可同时控制变频器的启动和接触继电器,实现电机开始振动,采用置位SET指令来控制上模下降及振动功能的起停,其中P003B位面料车原位触点,T0005是面料车进到位延时定时器。
最后编写置位后各个寄存器、定时器以及输出触点的情况,以满足机构的振动动作。
3 结束语
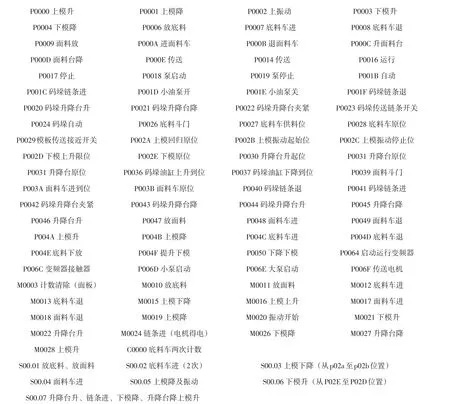
图5 I/O地址分配图
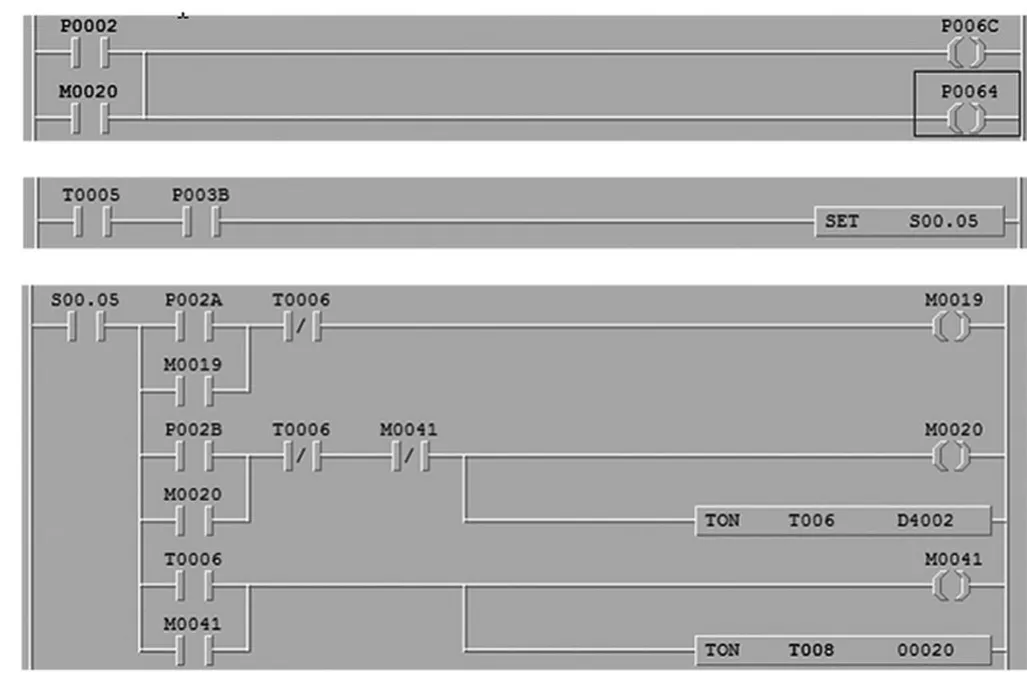
图6 梯形图
自QTF9-20型砌块/彩砖自动化成型机生产线正式投产以来,大幅度提高了建筑资源的有效利用,保证安全生产的同时,提高了生产效率,减少了工作强度,其相关产品质量满足社会的要求。
[1]仲崇生.QTY6_15型全自动混凝土砌块成型机的设计[J].建筑砌块与砌块建筑,2007(3):43-45.
[2]LG产电.LG可编程逻辑控制器MASTER-K200S系列用户手册[Z].2010.
[3]姜继海,宋锦春,高常识.液压与气压传动 [M].北京:高等教育出版社,2009.
猜你喜欢
环球市场(2021年11期)2021-01-15
演艺科技(2020年5期)2020-07-15
技术与市场(2020年3期)2020-03-26
新商务周刊(2019年24期)2019-12-22
制造技术与机床(2018年9期)2018-09-19
数码世界(2018年6期)2018-07-12
中国铸造装备与技术(2017年3期)2017-06-21
工业设计(2016年6期)2016-04-17
机床与液压(2015年19期)2015-04-26
设备管理与维修(2015年11期)2015-03-16
