
一种测量垂直度公差用检具
2015-05-07 02:49田冬英许勇军
机械工程师 2015年1期
田冬英, 许勇军
(中国航空工业标准件制造有限责任公司,贵阳 550014)
0 引言
目前零件的垂直度公差无法用常规通用量具进行测量,须采用先进的测量仪,但测量仪价格很高,笔者公司生产现场测量仪很少,只有个别分公司生产现场配有测量仪,而且测量仪操作起来费时、费力、效率低。
图1是笔者公司经常加工的某种托板自锁螺母零件图,本文将根据图1上标注的托板端面B对螺纹MJ10×1.5-4H5H的垂直度公差为0.8 mm,设计一种测量零件端面对螺纹轴线垂直度公差的检具。

图1 托板自锁螺母零件图
1 图样分析
根据图1标注的托板端面B对螺纹轴线A的垂直度公差为0.8 mm,我们可以看出:
1)基准要素A为中心要素,最大实体要求应用于该中心要素,为了保证其与所拧入螺栓的配合精度,要求其实际轮廓,即螺纹孔MJ10×1.5-4H5H的尺寸不能超出最大实体尺寸。那么检具定位部分C的尺寸、形状、方向和位置与基准要素A的最大实体边界的尺寸、形状、方向和位置相同。
2)被测要素托板B为轮廓要素,是一个平面。那么检具检验部分D的尺寸、形状、方向和位置与被测要素B的理想要素相同。
2 检具工作部位参数设计计算
检具工作部分的几何参数设计计算是垂直度检具设计的关键,托板螺母零件按依次检验方式,即螺纹孔MJ10×1.5-4H5先用MJ10×1.5-4H5通用通、止螺纹塞规检验合格后,再用本检具测量托板端面B对螺纹MJ10×1.5-4H5轴线A的垂直度公差为0.08 mm。
1)定位部位。定位部位C,查GJB3.1A-2003得出MJ10×1.5-4H5中径公差 TD2=0.112 mm,根据文献[2]计算出螺纹尺寸如图2所示。
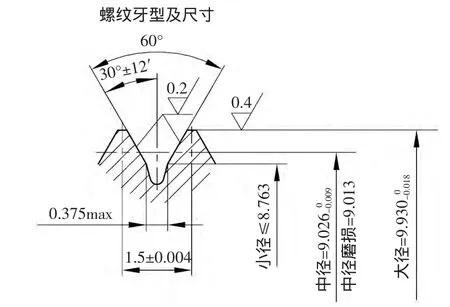
图2 螺纹尺寸
2)检验部分:根据被测零件要求垂直度公差Tt=0.08,由文献[1]中表1,可查得tI=0.006 mm,即本检具圆环2的D面对定位量头1螺纹轴心线的垂直度公差为0.006 mm。
3 检具简图及使用说明
测量托板自锁螺母零件托板端面B对螺纹MJ10×1.5-4H5轴线A的垂直度公差用检具如图3所示。
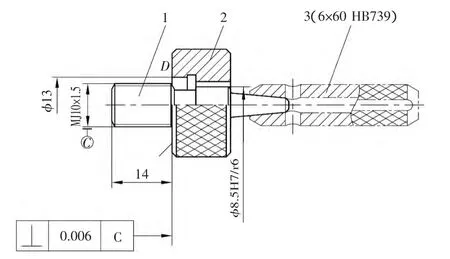
图3 检具
技术要求及说明:
1)定位量头1与测量环2结构尺寸分别见图4和图5,两者采用过盈配合(φ8.5H7/r6),而且必须紧固。定位量头1螺纹牙型及尺寸按图2要求,测量环2左端有一φ13的孔,以便托板螺母右端φ11圆柱段顺利进入。
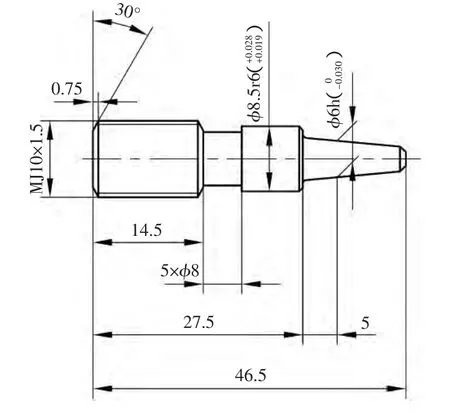
图4 定位结构尺寸
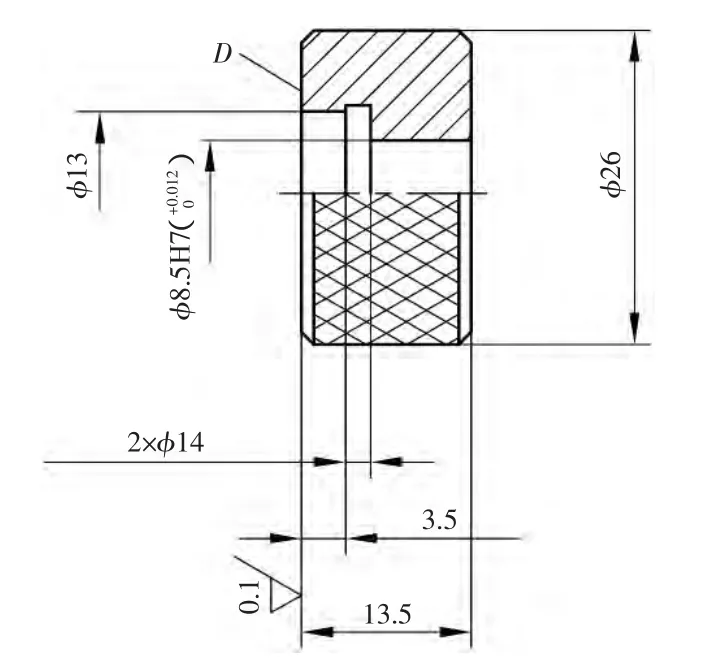
图5 测量环2结构尺寸
2)检测的实施:右手握住手柄3,待通端螺纹量头1前端进入被测零件右端孔φ10中,然后旋转手柄3,将螺纹部分拧入被测零件螺纹孔MJ10×1.5-4H5H中,使得测量环D面与被测零件B面完全贴合后,用规格0.08 mm的塞尺检查两面的贴合情况,注意塞尺应该沿整个圆周多个位置试插,如该塞尺不能进入贴合面,则被测零件合格,如塞尺能进入贴合面,则被测零件不合格。
4 结语
本检具易于实现,结构简单,使用方便,造价低廉,检验效率高,并能保证零件可装配性,已在本公司生产现场广泛使用。
[1] GB/T8069-1998 功能量规[S].
[2] HB4235-89 MJ螺纹量规技术条件[S].
猜你喜欢
煤炭工程(2022年11期)2022-11-24
汽车实用技术(2022年15期)2022-08-19
建材发展导向(2021年13期)2021-07-28
发明与创新·中学生(2020年1期)2020-08-03
发明与创新(2020年2期)2020-01-06
制造技术与机床(2019年10期)2019-10-26
电子制作(2019年9期)2019-05-30
中学生数理化·中考版(2018年11期)2019-01-31
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年8期)2018-10-09
