浅谈带式输送机皮带跑偏的原因及调整
2015-05-05 08:50:34王金瑞
机械管理开发 2015年9期
王金瑞
(山西潞安集团漳村煤矿,山西 长治 046032)
引言
随着我国经济的飞速发展,据有关部门统计我国每年PGD费用的20%左右都用于物料的搬用。而带式输送机以结构简单、运输能力大、适应性强、能源消耗低、使用寿命长等优点备受各物料搬用部门青睐,在连续输送机械中占据重要的地位。
1 皮带跑偏的现象及原因
通过摩擦力工作是皮带运输机主要的工作机理,从力学角度分析,导致皮带工作时跑偏的根本原因是:在皮带宽度方向上皮带所受的合外力不为零,或者给皮带提供动力的拉应力不均匀导致托辊或滚筒产生一个偏向一侧的反分力,在此力的作用下导致皮带偏向一侧。经过长期观测和研究发现皮带跑偏的规律是:跑紧不跑松、跑高不跑低、跑后不跑前。
“跑紧不跑松”指的是在皮带两侧所受到的力大小不同时,皮带在工作运行中容易向紧的一侧偏移。
“跑高不跑低”指的是当皮带两侧的高低不在同一条水平线上时,皮带工作期间容易向高的一侧偏移。
“跑后不跑前”指的是当在皮带运行方向上安装的托辊支架等装置没有垂直于皮带截面,而是沿着皮带的方向一端在前一端在后的情况下,皮带工作时会向后移动。
据长期观察总结出常见的皮带跑偏现象大致分为以下几种:
1)机头、机尾、中间架的中心不在同一条直线上造成的跑偏。安装是造成此种皮带跑偏现象的主要原因。当机头、机尾、中间架的中心不在同一条直线上时,这势必会造成在安装滚筒时,轴线无法垂直于皮带的纵向中心线,这样皮带在运行的时候受力不平衡很容易跑偏。
2)皮带在滚筒处的跑偏,这主要是由于滚筒的安装位置不正造成的。主要包括两方面的原因:一方面没有垂直于胶带的中心线,另一方面与水平面不平行即安装的不平。如果这样安装滚筒很容易造成皮带在运行时,在皮带宽度方向上所受到的外力合力不为零,皮带会向外力大的一方跑偏。
3)皮带输送机的接头不正、不平造成的皮带跑偏。这种跑偏现象常常发生在皮带的接头处,机械接头和硫化接头是目前各种皮带运输机最常用的两种接头方式。无论采用哪种方式接头,都必须把接头处接正、接平,如果接不正会造成皮带两侧所受的拉力不同造成跑偏,如果接不平会造成皮带接头处高低不平造成跑偏。
4)托辊架不正或在托辊架上固定托辊架的螺旋松动造成的跑偏。建议在安装带式输送机时,应把托辊组中心线和输送机机架中心线的对称度控制在3.0 mm或3.0 mm以下。并且要在同一水平面或倾斜面上安装托辊组。如果达不到以上安装要求或固定托辊架的螺旋发生松动,都会造成带式输送机皮带跑偏。这种现象在煤矿井下所用的皮带输送机上较为常见,主要是由于矿井具体的工作环境所限制的,倾斜角或高低不平的现象在带式输送机的安装过程中经常会遇到。
5)输送带长期磨损发生损坏造成的跑偏。带式输送机在长期的工作过程中皮带难免会受到一些磨损,当皮带中心线两侧的磨损程度不同时且受到相同的拉应力时两侧的拉伸率通常会不一样,如果这种拉伸率相差较大的情况下,会直接导致皮带两侧伸长量的不同,使皮带工作时跑偏现象很容易造成。
6)偏载引起的皮带跑偏,这种跑偏现象通常是由于皮带输送的物料不在输送带的中间使得皮带在中心线两侧受力分布不均匀不平衡引起的。如果在皮带输送机工作的过程中,空载时不跑偏,跑偏现象只发生在重载时,说明皮带输送机偏载现象已经出现,此时可以通过调整接料斗的位置,使皮带上的物料摆放均匀来解决跑偏现象。
7)物料冲击造成的皮带跑偏现象,这种跑偏现象通常发生在皮带下料时,主要是由于物料的重力和惯性冲击皮带引起的。此外如果物料在滚筒或托辊上粘积过多也会引起皮带跑偏。
2 对皮带跑偏的调整
对于第一种机头、机尾、中间架的中心不在同一条直线上造成的跑偏现象,可以调整三者的中心线使三者在同一条直线上来防治皮带跑偏现象。对于第二种由于滚筒的安装位置不正造成的,皮带在滚筒处的跑偏。可以通过调整滚筒安装位置,使轴线既与皮带纵向中心线垂直又与水平面平行的方式加以解决。
对于皮带输送机的接头不正、不平造成的皮带跑偏,可以通过剪裁不正的皮带接头,重新接皮带的接头来解决。在接皮带接头时,一定要保证接头处的正和平。值得注意的是为保证皮带在接头处的成槽性,在钉皮带扣时,最好沿着槽形托辊长度的方向分段钉皮带扣,此外为避免皮带被撕拉现象的发生,一定要减少折断销子现象的发生。
对于托辊架不正或在托辊架上固定托辊架的螺旋松动造成的跑偏。可以通过矫正托辊架,使误差控制在允许偏差之内的方式加以解决,对于托辊架螺栓松动引起的跑偏现象,可以通过紧固松动螺栓的方式加以解决。对于槽形上托辊皮带的跑偏可以通过把槽形上托辊替换成前倾槽形上托辊的方式来解决,具体如图1所示。
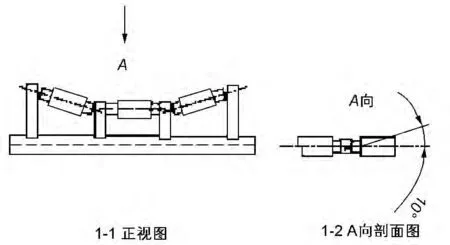
图1 前倾槽形上托辊组结构图
可以通过把原来的两倾托辊槽角增大和在皮带运行方向上前倾一定的角度来防止跑偏,如果再遇到皮带跑偏的情况时,可以有效地增大皮带和煤料的向心力。来达到防止皮带跑偏的目的。此外对于回程托辊组皮带的跑偏,也可以用类似的方法来防止皮带跑偏。(用前倾槽形托辊代替回程托辊)
对于输送带长期磨损发生损坏造成的跑偏。可通过增强皮带的维护检查力度,对破损的皮带及时修复或更换来解决。对于运输偏载引起的皮带跑偏,可以通过调节放物料的导料槽,对放物料的高度和物料的大小进行调整,或者通过安装物料缓冲装置来解决此类问题。对于在滚筒或托辊上沾积物料引起的皮带跑偏,可通过及时的对滚筒或托辊上粘积的物料进行清理加以解决。
3 皮带跑偏的预防措施
3.1 安装自动纠偏装置在输送机上
1)安装限位托辊。此种方法主要针对皮带输送机皮带总向一侧跑偏的现象,此种方法主要采用的是强制皮带复位和使皮带跑偏侧拉力减少的方式来达到防治跑偏的目的。
2)安装调偏托辊。安装调偏托辊法主要安装的是一种自动调心托辊,一般一条皮带安装的是两组,平辊和槽辊,当皮带发生跑偏摩擦致某一侧小挡辊时,应沿皮带的运行方向前移该侧支架,另一侧则相对后移,此时皮带便会自动的朝相对后移的挡辊方向移动,直到自动恢复到原来的位置为止。
3.2 提高皮带输送机的具体安装质量
在确定了皮带输送机的结构的前提下,要想有效地防止皮带跑偏现象,可以通过提高皮带输送机安装质量的方法来减少皮带跑偏现象的发生,建议在具体的煤矿井下安装皮带时,可参照MT 820—1999《煤矿井下用带式输送机技术条件》的相关规定。来安装煤矿井下的皮带运输机。
4 结语
带式输送机在运行的过程中,跑偏现象是一种经常遇到的现象,一旦带式输送机发生跑偏现象,应正确分析跑偏的原因,并根据跑偏原因采取相应的措施,以保证带式输送机能够更安全更高效的为生产服务。
[1] 冯金义.煤矿大倾角下运带式输送机关键技术的研究[J].山东煤炭科技,2013(1):110-111.
[2] 李军霞,寇子明,俞晶.下运带式输送机液压调速软制动器特性分析及试验研究[J].煤炭学报,2013(9):1 697.
[3] 苏长胜,李金红,李晓雷.带输送机输送带跑偏及撕裂的预防措施[J].煤矿机械,2007(5):150-152.
猜你喜欢
机械管理开发(2020年11期)2020-04-15 03:23:20
冶金设备(2019年6期)2019-12-25 03:08:52
制造技术与机床(2019年11期)2019-12-04 05:49:50
山东冶金(2019年3期)2019-07-10 00:54:06
铜业工程(2018年6期)2019-01-07 07:17:16
——目镜套筒
上海计量测试(2016年1期)2016-08-03 11:30:56
中外医疗(2015年5期)2016-01-04 03:57:53
橡胶工业(2015年6期)2015-07-29 09:20:32
橡胶工业(2015年2期)2015-07-29 08:29:56
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01 02:54:00