
关于U型轻量化自卸车厢自动化生产线设计的经验探讨
2015-04-29 00:44:03薛嘉鑫
科技尚品 2015年10期
薛嘉鑫
摘 要:本文针对目前车厢生产企业大多采用单一的焊接工艺,导致产品焊接质量不过关,产品焊接一致性差及效率低下等问题,提出了在采用标准剪板,专业夹具的基础上配合自动化输送装置的方法,有效地解决了产品加工中的不足。
关键词:车厢;焊接;自动线
随着我国的汽车技术的飞速发展,各个汽车厂都需要提高产能,加快生产节拍,提高生产效率。本項目是根据企业委托,在研究现有自卸车U型车厢工艺的基础上,针对现在加工工艺加工效率低,产品质量不稳定等实际情况,通过改进自动化输送线并根据该输送线的要求对剪板和焊接工装的设计,来解决上述不足,对企业此类产品及类似产品的生产起到降低成本,提高效率和稳定质量的作用。
1 改进前的加工工艺
目前的车厢焊接企业大多采用的焊接工艺是根据图纸要求剪板和冲压,再将所有的部件拿到一个地方,工人将各个部件拼接在一起,分别对车身顶盖、底板、侧围等进行焊接。该方法的效率较低,且在焊接的过程因工人技术水平不一,会出现产品的一致性不好,直接影响产品的品质,对产品销售也产生负面影响。
2 改进思路
针对上述焊接工艺中的不足,一是提高剪板及冲压组件的尺寸精度,二是采用精度更高的焊装夹具,三是采用流水线作业,即工人与焊装夹具为定点,采用一种往复输送机构进行工位间工件传送。这样大大加快了生产节拍、减少工人的劳动强度。
3 实现的主要动作
根据焊接加工工艺设计一种往复输送机,此往复机构行走轨迹为上升、传送、下降、返回,每个动作都要实现慢-快-慢(在接近工件和放置工件时为慢速);上升、传送、下降、返回的总循环时间不超过20s。其特点在于:高效、快捷、易操作、维护简单。根据企业焊接车间的工艺,一般工位间距为L,即焊装夹具的间距也为L,往复机构行走轨迹为上升、传送、下降、返回。
往复输送机主要参数:
工位间距: L
升降行程: 800mm
水平往返行程: L
传输机升起800mm时间: 5s左右
传输机下降800mm时间: 5s左右
传输机水平往返L时间:前进 6s左右;后退 6s左右
完成工艺动作的总时间: ≤24s
往复输送系统重复运动精度: ≤±0.5mm
4 设备主要结构
4.1 可移支撑
在每一个工位上设置一套可移支撑,可移支撑用于支撑U型车厢,往复机构运行的时候就是将置于可移支撑上的U型车厢带到下一工位。
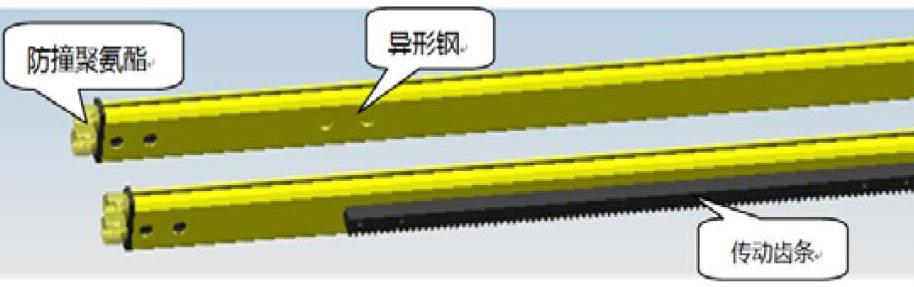
4.2 平移机构
平移机构是整条自动线的核心,其长度可达数个U型车厢的长度之和,平移机构是通过齿轮齿条传递动力进行水平移动。其主体采用异形钢制造,可移支撑安装在异形钢上,异形钢上装有齿条,齿条的长度即为整个往复机构的输送长度,异形钢置于辊道上。其结构图为:
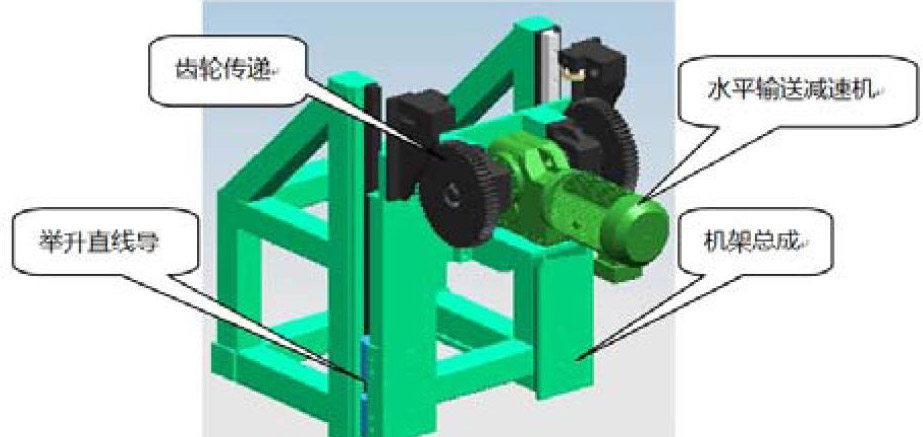
4.3 举升装置
其作用是将放置平移机构的辊道抬起,以便平移机构能带动U型车厢水平移动,平移到位后,举升装置落下,平移机构返回。其结构如下图所示:
5 电气控制
(1)往复输送设备电气控制系统采用可编程序控制器,其结构组合灵活、可扩展性强,各种现场数据可进行实时处理。该设备采用集中控制方式,系统具备启动、故障的声光报警。为了便于维修人员对设备进行维护,系统设置三色柱灯,用于显示系统运行状态,并通过7段码的形式实时显示设备运行情况。
(2)系统驱动控制装置采用变频器进行控制,可确保生产节拍及定位准确。同时具备独自热磁、短路、过载保护,并对保护元件的状态进行信息采集及故障诊断功能。
(3)系统在每个操作工位设置有维修操作按钮站,其上设置“手动/自动”、“上升”、“下降”、“前进”、“后退”、“夹紧”、“松开”、“保护缸进”、“保护缸退”、“紧停”、“试灯”等控制按钮,当工位往复机构处于手动方式时,必需操作人员按下各控制按钮,设备执行相应的动作。
(4)往复机构的两边均设置工位控制按钮盒,只有在两边的操作人员均按下工位按钮盒上的“上升”或“下降”控制按钮后,往复机构才执行自动状态下的上升或下降的连续自动功能。同时在两边的工位按钮盒上设置急停按钮,实现设备在自动过程中出现紧急情况时,能够按下“紧停”控制按钮立即停止设备运行,保护人员及设备的安全。
6 总结
该自动化生产线是在与企业人员的密切合作下完成的,在项目的设计阶段参考了大量的资料,与生产一线的工人们进行了深入的交流,把工人同志们渴望降低劳动强度、提高工作效率的心声融入设计理念中,在注重生产效率的同时,把安全放在第一位,经过一段时间的运行,虽然有些许小问题,但整体效果较好。
参考文献
[1]陈守艳.U型货箱自卸车探析[J].商用汽车,2012,(22):77-79.
(作者单位:湖北工业职业技术学院)
猜你喜欢
鸭绿江(2020年30期)2020-11-17 07:12:10
四川文学(2020年11期)2020-02-06 01:53:52
中国科技博览(2016年22期)2016-11-01 15:06:27
科技视界(2016年22期)2016-10-18 15:39:28
科技视界(2016年21期)2016-10-17 19:54:05
企业导报(2016年12期)2016-06-17 16:45:10
企业导报(2016年11期)2016-06-16 15:47:07
企业导报(2016年8期)2016-05-31 18:40:49
专用汽车(2016年9期)2016-03-01 04:17:19
汽车维修与保养(2014年7期)2014-04-18 11:08:58
