
桥丝式电火工品锡焊工艺分析与研究
2015-04-29 00:44:03吴涛
科技尚品 2015年10期
吴涛

摘 要:本文通过分析钎焊机理与条件、锡铅钎料的特性,提出桥丝式电火工品的使用温度、电极材料、焊接质量、发火电流是选择锡铅钎料的依据;提高焊接母材的可焊性、控制焊接温度和时间、保证焊接部位清洁是提高桥丝式电火工品焊接质量的工艺措施。
关键词:钎焊;锡铅钎料;焊接质量
0 引言
桥丝是桥丝式电火工品的能量转换元件,将它焊接在两电极间形成一定的电阻,成为具有能量转换功能的部件。当电流通过这个部件时,电能转换成热能加热周围的点火药以达到完成火工品功能的目的。目前锡焊是60%桥丝式电火工品选择的连接方法,在锡焊中,连接处常常会产生一些缺陷,包括气孔、裂纹、虚焊、夹渣和溶蚀等等。缺陷的存在给火工品的质量一致性带来了不利影响,给火工品的可靠性带来了隐患。钎焊时可使用的钎料是多样的,不同的锡铅钎料有不同的特性,适用于不同的火工品。
1 钎焊机理与条件
钎焊方式的利用,对于焊接对象有着严格的要求,如果焊件熔点低的金属材料的话,往往需要对于焊件和焊料进行加热处理,在液态焊料润湿的同时,使得其与被焊物之间发生扩散效应,并且最终达到连接的目的。钎焊根据使用焊料熔点的不同又可分为硬钎焊和软钎焊。使用焊料的熔点高于450℃的焊接称硬钎焊;使用焊料的熔点低于450℃的焊接称软钎焊。部分电火工品装配工艺中所谓的“焊接”,严格来讲,可以将其归结为软钎焊的类别中去,一般都是使用低熔点的合金材料作为焊料。
2 钎焊机理
钎焊的过程是将焊料、焊件、焊剂在锡焊热的作用下所发生的相互间物理—化学作用的过程。整个工艺过程是紧密联系在一起的,其机理就是焊件通过焊料结合起来的物理—化学过程。
2.1 浸润
钎焊第一个阶段就是熔化的焊料在固体金属表面充分漫流后,产生润湿,称浸润。
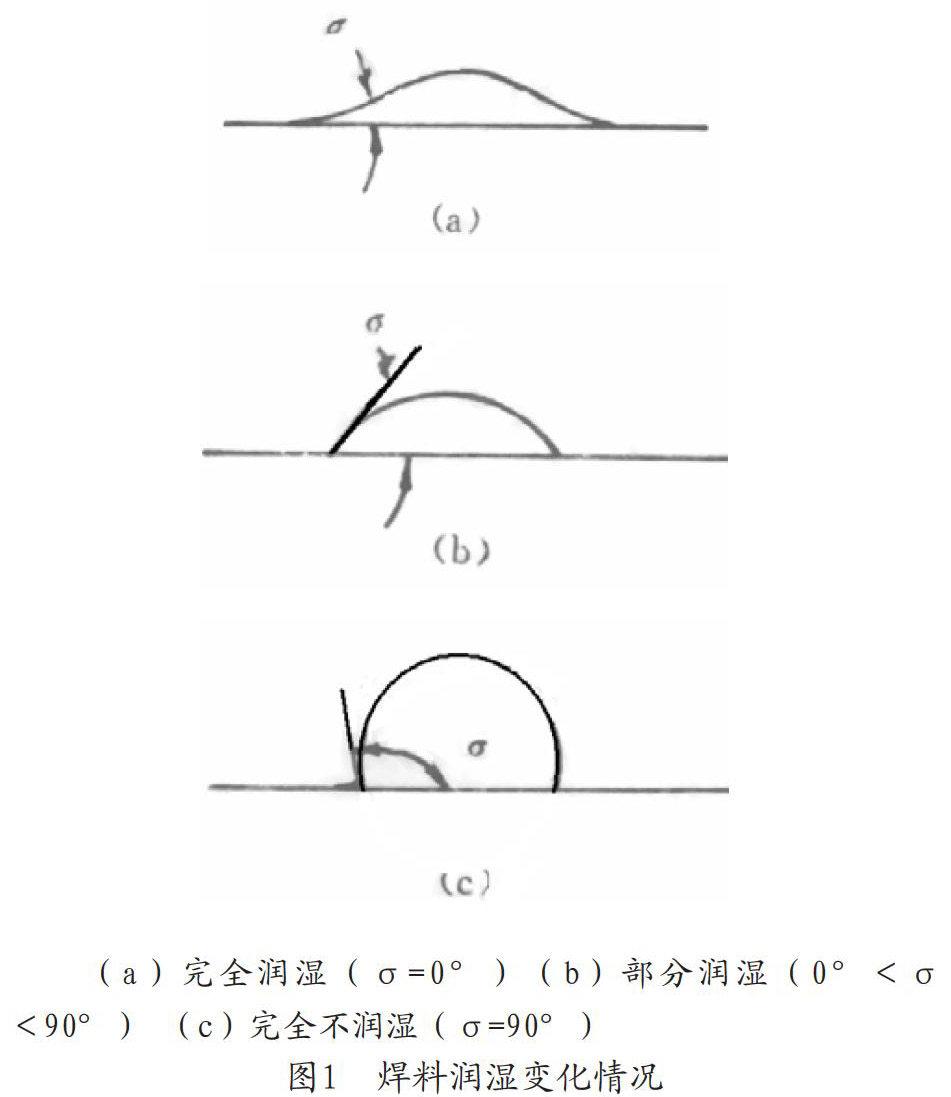
干净清洁的金属表面看来是光滑的,实际上用显微镜可以看出表面上有很多的凹凸不平的晶粒界面和伤痕。熔融的焊料沿着凹凸与伤痕就产生了毛细管力,引起润湿漫流。焊剂的作用是用于溶解氧化物,或者生成氢气、水蒸气和其它化合物,清洁并活化固体表面,减少熔融焊料金属表面张力,进一步改善熔融金属对固体金属表面的润湿和亲合性。在锡焊中,焊件与熔融状态的焊料的接触角度可以表示润湿与否和润湿的好坏。一般把此接触角度称为润湿角,用“ σ ”表示,见图1所示。σ小于 90°,一般取在 20°左右,称为润湿良好,锡焊性能好。σ大于 90°和σ等于 90°称为不润湿或润湿不足,焊料容易被清除掉而不留痕迹。在锡焊前常用焊料金属润湿焊件金属表面,预涂锡可以使焊件表面获得保护膜,使锡焊时两个相邻锡焊面更牢固的结合。
2.2 扩散作用和合金效应
浸润现象同时产生的还有焊料对固体金属的扩散作用,在固体金属和焊料的边界形成一层金属化合物层,即合金层。其成分和厚度取决于焊件、焊料之间的金属性质,焊剂的物理化学性质,锡焊的工艺条件,这里工艺条件指的是钎焊温度、时间、钎焊界面压力等。由于扩散作用形成合金层的物理化学过程,称为合金效应。如果是锡焊铜,其界面合金层为 Cu 6 Sn 5、Cu 3 Sn、Cu 31 Sn 8,厚度为 3~10μm。理想的焊锡接头,在结构上应该有极薄而比较严密的合金层,否则出现虚焊、假焊现象。
3 钎焊的条件
3.1 焊件必须具有充分的可焊性
并非所有的金属都具有良好的可焊性,如铬、钼、钨等。可焊性非常差,即使一些容易焊的金属,如紫铜、黄铜等,因为表面容易产生氧化膜,为了规避焊接过程中可能出现的问题,使得其可焊性得以提升,就采用了表面镀锡或者镀银的方式来处理。
3.2 钎焊表面清洁
进行钎焊前,焊件表面的任何油污,杂质和氧化膜必须清除,否则难以保证焊接质量。
3.3 采用合适的焊剂
焊剂的作用是清除焊件表面的氧化膜并且减小焊料融化后的表面张力,以利润湿。不同焊件、不同锡焊工艺选择不同的焊剂,如镍铬合金、不锈钢、铝等材料,没有专用的特殊焊剂是很难实现锡焊的。
3.4 加热到适当的温度
加热过程中,不但将焊锡加热熔化,而且将焊件加热到熔化焊锡的温度。只有在足够高的温度下(手工烙铁锡焊温度 280~360℃),焊料才能充分浸润,并充分扩散形成合金结合层。但是也需要看到的是温度如果超过一定范围,就会对其造成负面影响。理论上来讲,焊锡的最佳温度为250±5℃,最低也不得低于240℃,如果低于这个水平,就会出现冷焊点的情况,但是如果高于260℃的话,就会对于焊点的质量造成负面影响。
4 锡铅钎料的特性
钎料是易熔金属,熔点应低于被焊金属。钎料熔化时,在被焊金属表面形成合金而与被焊金属连接到一起,目前电火工品装配中主要使用锡铅钎料,也称焊锡。锡铅钎料(锡与铅熔合成合金)具有以下优点:熔点低,有利于锡焊;提高机械强度;表面张力小,粘度下降,增大了液态流动性;抗氧化性好;价格低廉。
4.1 锡、铅合金的状态曲线
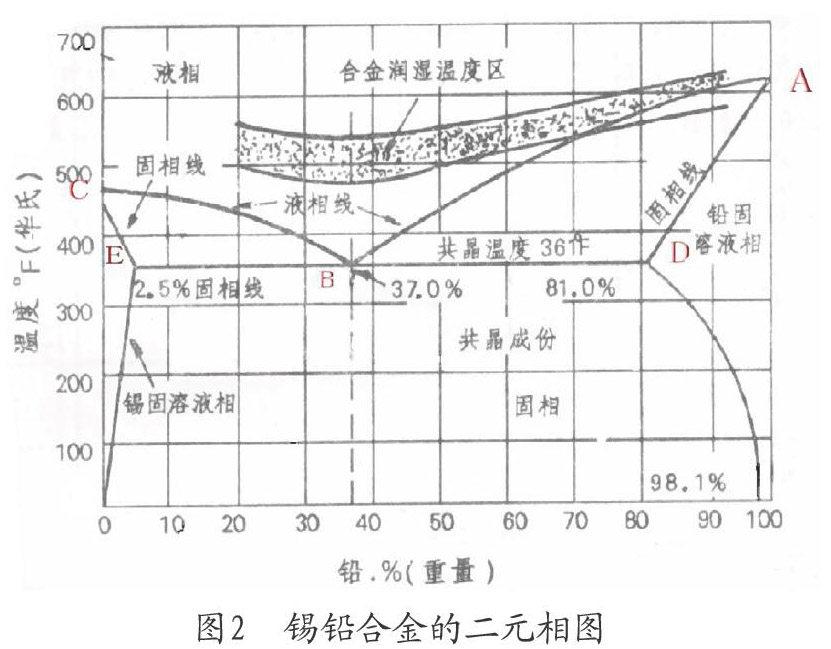
图2是锡、铅合金的状态图,表示了锡铅合金的熔化温度随着锡铅的含量而变化的情况。横坐标是锡铅合金质量的百分比,纵坐标是温度。从图中可以看出,只有纯铅(A点),纯锡(C点),易熔合金(B点)是在单一温度下熔化的,其他配比构成则是在一個温度区域内熔化的,A-B-C是液相线,A-D-B-E-C是一个固相线。两个温度区域之间的是半液体区,钎料呈稠糊状。在B点合金不呈半液体状态,可以由固体直接变成液体,B点称为共晶点。按共晶点的配比配制的合金称为共晶合金。锡铅合金焊锡的共晶点配比为锡63%铅37%,这种焊锡称为共晶焊锡,熔化温度为183℃。
4.2 锡铅合金的特性
锡基钎料在低温时,锡发生同素异形变化,锡的结晶点阵重新排列,原子之间的空隙加大,形成一种新的结晶形态,即灰锡,灰锡已失去了金属特性,产生脆性,导电性变差。其变化速度在-45℃时最快,所以锡基钎料不适用于低温。
锡基钎料在高温时蠕变特性显著,锡钎钎料在共晶合金附近强度和硬度最高,其导电率随着含铅量的增大而降低。
4.3 锡铅钎料与被焊金属的关系
对于焊件和焊料进行加热处理,在液态焊料润湿的同时,使得其与被焊物之间发生扩散效应,并且最终达到连接的目的。这就是钎焊的原理。在扩散效应发挥的过程中,锡原子和被焊金属之间会慢慢形成合金层,这就起到了焊接的目的。以锡铅焊料焊接铜件为例。在低温(250~300℃)条件下,铜和焊锡的界面就会生成Cu3Sn和Cu6Sn5。若温度超过300℃,除生成这些合金外,还要生成Cu31Sn8等金属间化合物。在温度适当时,焊接会生成Cu3Sn,Cu6Sn5,当温度过高时,会生成Cu31Sn8等其他合金。这是由于温度过高而使铜熔进过多,这对焊接部位的物理特性、化学性质尤其对机械特性及耐腐蚀性等有很大影响。
图3是锡铅钎料中各种金属的溶解速度。在焊接的温度范围内,在锡铅钎料中金的溶解速度最快,其次是银。随着温度增高溶解速度增大。
5 锡铅钎料在电火工品中的选择原则
5.1 根据火工品使用温度进行选择
武器系统根据使用条件都会给火工品提出使用温度要求,作为电火工品组成的一部分,锡铅钎料也必须满足火工品使用温度。由于锡基钎料的温度敏感性,锡基钎料适用的使用温度在-45~100℃,那么使用温度在-45~100℃的电火工品可选用锡铅钎料来焊接。在不考虑其他的条件下,尽可能选择含锡量较低的锡铅钎料。
5.2 根据火工品的电极材料来进行选择
电火工品常用电极有铜镀锡、不锈钢镀金、银等。根据各种金属在熔融锡铅钎料中的溶解速度,电极为银的火工品不能直接采用锡铅二元钎料来焊接,可采用加银的锡铅钎料来焊接或将银电极进行镀锡处理。电极为不锈钢镀金的火工品尽可能采用熔点温度低的锡铅钎料来焊接并且焊接时间要短。电极为铜镀锡的火工品可用锡铅钎料焊接。
5.3 根据焊接质量来选择
当锡的含量高于63%,熔化温度升高,强度降低。当锡的含量少于10%时,焊接强度差,接头发脆,钎料润滑能力变差。最理想的是共晶焊锡。在共晶温度下,焊锡由固体直接变成液体,无须经过半液体状态。理论上来讲,共晶焊锡的熔化温度要低于非共晶焊锡,也就说在焊接的时候往往不需要太多的焊接材料,也避免出现各种虚焊的情况。因此,为了保证实际焊接的质量,最好还是选择共晶焊锡的方式。
5.4 根据火工品的发火电流来选择
因为铜有着较高的导电率,其作为焊接操作的时候,容易出现问题,而锡铅合金到店能录很差,可以规避这样的风险。至于焊点的电阻,其与电阻率,焊点形状,焊点面积都有着很大的关联。焊点如有空洞,深孔等缺陷,电阻就要明显变大。在室温下,一般一个焊点的电阻通常在1~10mΩ之间。当有大电流流过焊接部位时,就必须考虑其压降和发热。因此,对大电流发火的电火工品,应选择导电率较低的锡铅钎料。
6 提高焊接质量工艺措施
6.1 提高焊接母材的可焊性
所谓可焊性,在液态焊料与母材之间实现溶解的过程中,其相互溶解的程度。理论上,两种补贴金属的相互溶解的程度取决于原子半径,元素周期表中的位置,晶体类型3个要素。对于锡铅焊料来说,其与大多数的金属材料都是可以实现溶解的,并且其溶解程度还比较理想。从这个角度来讲,为了保证可焊性,采用表面镀锡或者镀银的方式去处理,是很明智的选择。
6.2 控制焊接温度和時间
根据焊接经验的积累,认为焊锡的最佳温度为250±5℃,最低也不得低于240℃,如果低于这个水平,就会出现冷焊点的情况,但是如果高于260℃的话,就会对于焊点的质量造成负面影响。从焊点表面看,过热或时间过长会使焊料表面失去特有的金属光泽,而使焊点呈灰白色,形成颗粒状的外观。同时,靠近合金层的焊料层,其成分发生变化,也会使焊料失去结合作用,从而使焊点丧失机械,电气性能。正确的焊接时间为2~5s,且一次焊成。切忌时间过长和反复修补。
6.3 保证焊接部位清洁
保证良好的焊接环境,主要是处理好焊料和母材表面的清洁工作,不得有演化成,不得有污染。这是因为如果焊接环境不好的话,焊接部位存在污垢,就会使得金属原子出现自由扩散的情况,就难以达到对应的润湿效应了,也就会影响到焊接的质量。
参考文献
[1]中国机械工程学会焊接学会.焊接手册[M].北京:机械工业出版社,1992.
[2]王凯民,温玉全.军用火工品设计技术[M].北京:国防工业出版社,2006.
[3]梅书刚.桥丝式电火工品红外光纤双色探测系统研究[D].中国科学院研究生院(西安光学精密机械研究所),2009.
(作者单位:海军装备部西安地区军事代表局)
猜你喜欢
制造技术与机床(2017年3期)2017-06-23 08:11:30
山东工业技术(2016年23期)2016-12-23 17:36:05
求知导刊(2016年30期)2016-12-03 09:43:53
成才之路(2016年33期)2016-11-19 17:22:40
中国科技博览(2016年12期)2016-05-09 04:07:19
焊接(2016年3期)2016-02-27 13:01:32
焊接(2016年3期)2016-02-27 13:01:27
焊接(2016年3期)2016-02-27 13:01:26
焊接(2015年10期)2015-07-18 11:04:46
焊接(2015年5期)2015-07-18 11:03:41
