
基于FANUC 160i-M数控系统半闭环功能的故障分析与维修
2015-04-27 02:46薛广库张雪梅郑杰
机床与液压 2015年16期
薛广库,张雪梅,郑杰
(成都飞机工业(集团) 有限责任公司数控加工厂,四川成都610091)
某单位五坐标数控刀具磨床采用FANUC 160i-M数控系统[1],是一种将CNC 与PC 功能融合为一体的开放式CNC。X/Y/Z 为三直线运行坐标系,A/C 为两旋转运行坐标轴,坐标系如图1 所示。磨削刀具的加工质量主要取决于C 轴旋转运动的准确定位,C 轴的位置检测分驱动电机脉冲编码器组成的半闭环检测系统和由圆光栅和扫描磁头(RGH22Z05FOOA) 组成的全闭环位置检测系统两种,通常机床磨削刀具时C 轴采用光栅检测进行位置反馈。

图1 机床运行坐标系
1 故障现象
机床C 轴在运行过程中系统出现“#445: Soft disconnection (软断线报警) ”,机床主轴负载断电。
2 故障分析
查阅FANUC 160i-M 数控系统维修手册[2]对应的报警号,提示内容如下:
原因: C 轴运动时,伺服软件检测到软断线(电动机回转,而位置反馈数据却固定不变) ,检测到位置反馈的变化量相对速度反馈的变化量很小。
根据故障提示需进行以下方面的检查,以确定故障原因:
(1) 检查确认伺服通信放大模块检测数据连接是否正常工作;
(2) 检查机床系统参数是否设置正确;
(3) 检查C 轴电动机轴与机床的连接是否松动和晃动;
(4) 调整C 轴涡轮蜗杆机械传动系统齿合间隙;
(5) 检查C 轴圆光栅有无被污染;
(6) 检查C 轴圆光栅读数扫描磁头是否工作正常;
3 故障排除
根据故障现象和报警提示,对上述可能原因进行逐一排查。
(1) 首先,检查C 轴伺服电机脉冲编码器与伺服放大器模块(SVM) 之间的信息数据连接(JF1)是否可靠,如图2 所示。对数据线插头进行检查和重新插拔。关机重启,故障依然存在。

图2 伺服放大模块(SVM) 通信连接
(2) 然后,进入FANUC 系统参数设定界面检查参数: 1815 中的OPT (位置检测方式) 、1851 (快速移动时,轴的反向间隙补偿量) 、2024 (位置脉冲数) 、2084/2085 (传动齿数比)[3]是否正常。检查发现C 轴全闭环检测方式下的上述参数设置并无异常。
(3) 检查C 轴伺服电机轴与机床固定端连接是否可靠,有无松动。发现伺服电机末端脉冲编码器与电机轴连接可靠,数据传输可靠,无异常。
(4) 与此同时,进入FANUC 系统参数设定界面,将PVE OFF 改为PVE ON,将C 轴位置检测方式由全闭环改为半闭环,如表1 所示。再将PVE ON 改为PVE OFF,关机重启。此时,C 轴为半闭环位置检测方式,#445 报警消除,C 轴可以转动。在MDI 状态下,手动摇手轮分别给C 轴“+、-”方向单个脉冲信号,用千分表靠检验芯棒的方法观察千分表读数变化,检查C 轴机械传动机构(涡轮蜗杆机构)的传动间隙,检查发现C 轴涡轮蜗杆机械传动系统齿合间隙正常。

表1 C 轴位置检测全闭环改半闭环
(5) 此时只剩检查C 轴圆光栅和圆光栅读数扫描磁头的工作状态了。在通过光栅尺观察孔检查圆光栅表面时,发现光栅尺表面锈蚀严重,可能是造成#445报警的原因。对光栅尺锈蚀表面进行处理后,发现光栅尺已无法使用,需进行更换。
4 C 轴圆光栅更换
在进行C 轴圆光栅更换前需做以下准备工作:
(1) 在C 轴半闭环检测状态下,将机床回原点后,走到等待位置;
(2) 将机床在“+Z”方向走到合适的高度;
(3) 松开磨削主轴传动皮带;
(4) 用吊绳绑住主轴电机,并固定好。
此时即可进行C 轴运动检测机构的拆卸,拆卸步骤如下:
(1) 拆掉C 轴运动检测机构与主轴电机的固定连接螺钉,手动操作方式下让机床沿“-Z”方向运动,使主轴电机与C 轴运动检测机构分离后,即可看到C 轴全闭环检测机构,如图3 所示。
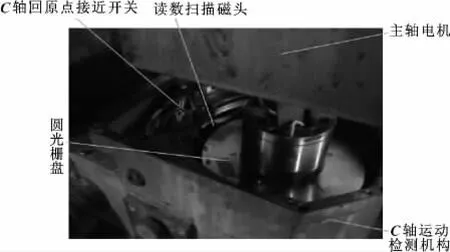
图3 C 轴全闭环检测机构
(2) 将光栅盘上原有的光栅尺拆掉后,用酒精将光栅盘清洗干净,更换新光栅尺。
(3) 新光栅尺更换完后需做以下工作:
①确定C 轴全闭环检测系统通信连接接线端子是否连接可靠,连接如表2 所示。

表2 接线端子线号和颜色对应表
②在手动操作模式下光栅盘360°旋转,调节C轴光栅检测扫描磁头位置,使其状态信号指示灯为绿色,在光栅尺接缝处指示灯变为红色。
③调整C 轴回原点接近开关位置,在半闭环状态下让机床C 轴回原点,将接近开关调到最佳位置。
④进入FANUC 系统参数设定界面,将C 轴位置检测方式由半闭环改为全闭环,关机重启,看机床是否出现报警,无报警。再在全闭环状态下沿顺时针、逆时针方向手动旋转C 轴一周,观察C 轴光栅检测扫描磁头信号指示是否正常; 最后进行C 轴回原点操作,无报警出现,说明C 轴全闭环检测系统正常。
(4) 将主轴电机与C 轴运动检测机构连接,使机床各拆卸部位恢复。
(5) 进行C 轴精度调节、参数补偿。之后,进行刀具试磨,刀具试磨成功后,即可交付现场使用。
5 结束语
通过上述典型故障可见,利用数控机床半闭环位置检测功能进行数控机床全闭环检测故障排除,可以帮助维修人员快速确定故障原因、排除故障。
[1]Schneeberger GEMINI 五坐标数控刀具磨应用手册[M].
[2]Schneeberger GEMINI 五坐标数控刀具磨维修手册[M].
[3]刘志红,李俊带.数控加工设备控制系统维修技术大全[M].北京:电子工业出版社,2006.
猜你喜欢
工程与试验(2022年2期)2022-08-08
商品与质量(2020年53期)2020-11-27
精密制造与自动化(2018年1期)2018-04-12
黑龙江电力(2017年1期)2017-05-17
环境科技(2016年5期)2016-11-10
高师理科学刊(2016年8期)2016-06-15
湖南城市学院学报(自然科学版)(2016年4期)2016-02-27
系统工程学报(2015年2期)2015-02-28
电网与清洁能源(2015年2期)2015-02-28
机电产品开发与创新(2014年6期)2014-03-11
