
一种用于雕铣加工中心切削液的精密过滤装置
2015-04-27 02:46杨铭东王俸林邵连英
机床与液压 2015年16期
杨铭东,王俸林,邵连英
(大连华根机械有限公司,辽宁大连116620)
近年来,随着IT 行业的高速发展,客户对IT 产品质量及做工工艺要求也越来越高,尤其是对IT 产品外壳的表面光泽度、边角的手感度等的要求高。例如手机外壳、平板电脑的外壳等做工要求都非常高。
为了达到IT 产品外壳的加工工艺[1-2]要求,除了对数控机床本身及加工刀具要求高外,最主要就是加工中切削液的过滤精度要高(≤5 μm) 。如果切削液过滤精度低,切削液中的杂质颗粒就会在刀具的作用下刮擦伤加工工件表面,使得工件表面的光泽度及手感度差,达不到产品工艺要求。目前主要用于数控雕铣机床的精密过滤装置包括滚筒纸带过滤装置、旋液分离加纤维过滤装置。以上两种过滤装置具有占地面积大、过滤精度低等缺点,达不到要求。文中介绍一种全新的精密过滤装置,它具有集精密过滤和油水分离于一体、过滤精度高(≤5 μm ) 、自动控制稳定、除油率高等特点。
1 精密过滤装置简介
如图1 所示,该数控雕铣机床切削液精密过滤装置可以充分满足数控雕铣机床铣削加工工艺对冷却液的要求。精密过滤装置主要由旋液分离器、纳米材料制成的直回式固液油水分离器、浸入式泵、切削液槽总成、仪表、阀门、电磁流量计、液位计、管路及控制柜等组成,可实现切削液的自动固液分离油水分离功能。该数控雕铣机床精密过滤装置具有过滤精度高、结构紧凑、体积小、噪声低、性能平稳、安装简单、使用方便、液位反馈及报警等特点。
其工作原理如下: 供液泵将污浊切削液输送到旋液分离器,旋液分离器[3]对切削液中20 μm 以上的金属屑进行分离,分离后的切削液进入直回式固液油水分离器[4-6]。20 μm 以上固体颗粒和切削液中的大部分机油分离出来,过滤后切削液中颗粒大小不大于5 μm。之后清洁切削液进入切削液槽,并由浸入式泵输送至机床使用处。其控制原理流程图如图2 所示。
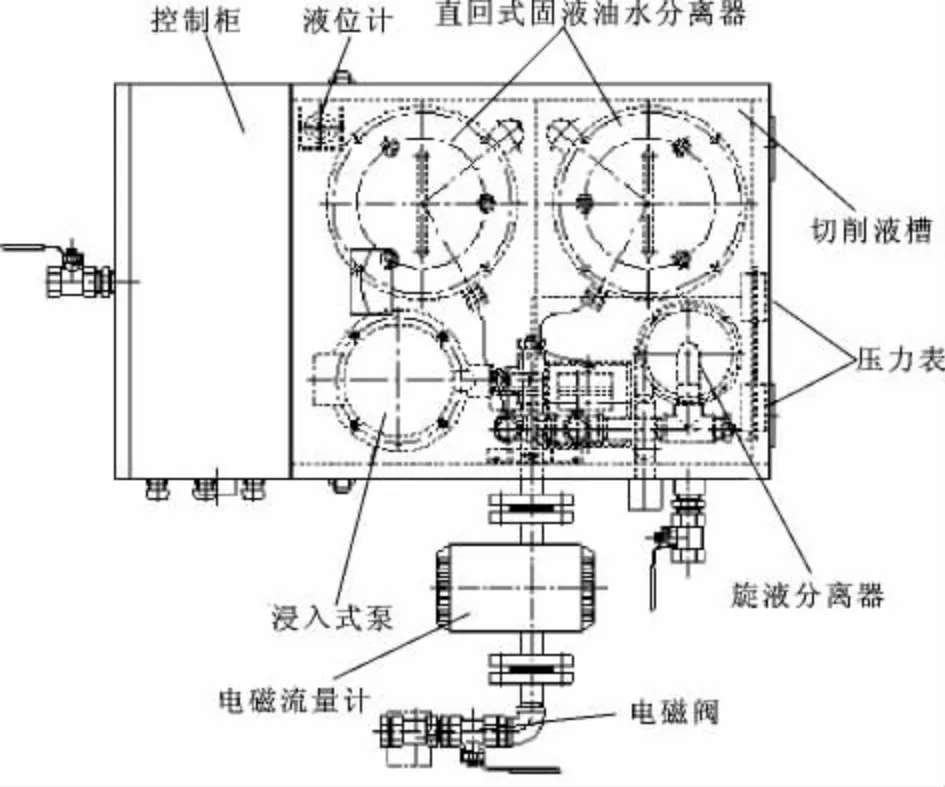
图1 精密过滤装置简图
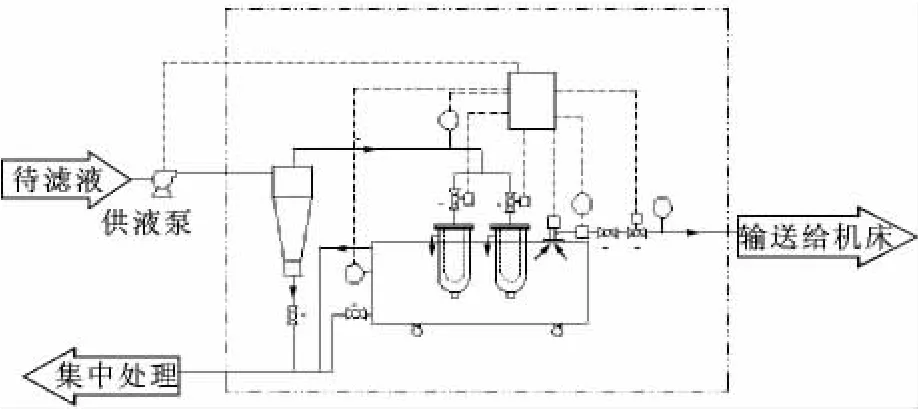
图2 控制原理流程图简图
2 精密过滤装置的实际应用
该精密过滤装置被用在某公司新研制的DX500J金属雕铣加工中心上。在现场连续试切300 个零件,合格率达到97%,机床对某加工工序的工序能力指数Cpk值在1.33 ~1.67 之间,加工精度足够,可以允许一定的外来因素波动,满足客户对产品加工工艺要求。
3 结论
经过反复地试验,发现该精密过滤装置能够满足IT 相关产品外壳加工工艺对切削液的过滤精度要求。此外使用该精密过滤装置还提高了切削液的利用率、产品的合格率、机床的可靠性,减少了机床的停机时间,降低了维修服务成本,较好地满足了客户的需求。
[1]黄诗梅.手机外壳凸模数控加工工艺[J].机电工程技术,2007(2) :101-104.
[2]陈柏良.基于UG 的手机外壳凸模数控加工[J].科技风,2011(13) :46.
[3]蓝建波.旋液分离器及其应用[J].石油化工设备,1989(1) :43-44.
[4]孙立新.油水分离器技术及设计[J].船电技术,2009(6) :37-40.
[5]邓荣森,许俊仪,刘保疆,等.侧沟式固液分离器的污泥回流机理研究[J].中国给水排水,2000(8) :1-3.
[6]韩洪升,林浩然,刘景宇,等.油水分离器的杯形对油水分离效果实验研究[J].石油地质与工程,2010(8) :118-120.
猜你喜欢
云南化工(2021年11期)2022-01-12
哈尔滨轴承(2021年2期)2021-08-12
装备制造技术(2021年4期)2021-08-05
装备制造技术(2019年12期)2019-12-25
模具制造(2019年7期)2019-09-25
中南大学学报(自然科学版)(2016年2期)2017-01-19
山东工业技术(2016年15期)2016-12-01
质量与标准化(2015年12期)2015-07-10
金属加工(冷加工)(2013年5期)2013-04-17
电力工程技术(2012年4期)2012-03-25
