
高山被孢霉发酵生产花生四烯酸发酵条件优化
2015-04-23 08:58王道会徐建春
中国酿造 2015年5期
李 霞,王道会,徐建春
(青岛琅琊台集团股份有限公司,山东 青岛 266400)
花生四烯酸(arachidonic acid,ARA)属于n-6系列多不饱和脂肪酸,是前列腺素、环前列腺素和白三烯类等二十碳衍生物的直接前体[1]。ARA具有多种生理功能,可降低血脂,缓解胰岛素抵抗,促进神经系统发育和视网膜发育,尤其对于胎儿和婴幼儿脑部发育具有重要作用[2]。ARA目前被广泛应用于保健品、药品及婴幼儿食品领域,其传统生产工艺主要是从动物肝脏、猪肾上腺、蛋黄和深海鱼油中直接提取[3],产量低且受季节影响,无法满足市场需求。而微生物发酵法生产ARA具有生产周期短,不受原料、产地和季节限制等明显的优势,目前已成为ARA的主流生产模式[4]。高山被孢霉(Mortierella alpina)被认为是最佳的ARA 生产菌株。该菌株具有ARA 含量高且脂肪酸组成合理等特点,是目前ARA生产方面的研究热点[1]。
影响高山被孢霉发酵生产花生四烯酸的因素很多,林炜铁等[5]曾报道不同的接种方式和接种量会对被孢霉(Mortierellasp.)的菌丝形态产生影响,采用孢子接种且孢子浓度为4.0×105个/mL时,菌体形态为分散丝状,可得到最大生物量和出油率。而PARK E Y等[6-7]研究发现,过大的搅拌速率和通气量会产生较大的剪切力,剪切下的被孢霉菌丝消耗碳源进行自身修复,使ARA的合成受到影响;较低直径的小球状菌体更利于ARA的合成。碳源和氮源是影响微生物生长的最关键营养元素。当微生物处于营养充足和条件适宜的环境中,细胞内各种代谢较为活跃且处于平衡状态,在此阶段菌体代谢以促进细胞生长为主,而细胞中脂质含量则维持在较低水平;当环境条件改变时,菌体内代谢平衡被打破,有利于某些代谢产物的积累[8]。当培养基中氮源及磷、锌、镁等微量元素缺乏,但碳源充足时,微生物将停止生长进入脂积累代谢状态[9]。周蓬蓬等[10]研究发现,培养温度在25 ℃时,高山被孢霉菌丝生长快速,而20 ℃培养可获得最大出油率和ARA含量,最佳培养方式为分段控温方法;而秦新政等[11]研究发现,在培养温度为31 ℃时可获得最大菌丝生长速率。培养基pH值是影响微生物生长的另一重要环境因素,目前报道的高山被孢霉的最佳培养基pH值主要集中在6.0~7.0[12-13],偏酸性环境适宜高山被孢霉的脂质积累[14]。
本研究利用诱变育种筛选一株高山被孢霉高产花生四烯酸菌种,针对该菌种进行了培养条件的优化,并进行10 L自动发酵罐的放大验证实验。
1 材料与方法
1.1 材料与试剂
1.1.1 菌株
高山被孢霉(Mortierella alpina)菌株由青岛琅琊台集团股份有限公司科海研究所自行驯化保存。
1.1.2 培养基
活化培养基采用马铃薯葡萄糖琼脂(potato dextrose agar,PDA)培养基:土豆200 g/L,葡萄糖2%,琼脂1%。
种子液体培养基:葡萄糖35 g/L,酵母粉10 g/L,蛋白胨5 g/L,MgSO40.8 g/L,KH2PO41 g/L,(NH4)2HPO41.2 g/L,Na2SO40.4 g/L,pH 6.0~7.0,120 ℃条件下灭菌30 min。
发酵基本培养基:葡萄糖50 g/L,酵母粉15 g/L,蛋白胨8 g/L,MgSO41 g/L,KH2PO41 g/L,(NH4)2HPO41.5 g/L,(NH4)2SO40.6 g/L,CaCl2·2H2O 0.5 g/L,pH 6.0~7.0,120 ℃条件下灭菌30 min。
1.1.3 化学试剂
MgSO4、KH2PO4、(NH4)2HPO4、(NH4)2SO4、CaCl2·2H2O、Na2SO4等无机盐试剂均为分析纯:天津巴斯夫化工有限公司。
1.2 仪器与设备
PL602-L型电子天平、FE20型pH计:上海梅特勒托利多公司;DZG-6090型电热真空干燥箱:上海森信实验仪器公司;RE52A型旋转蒸发仪:上海亚荣生化仪器厂;HYL-C型组合式摇床:太仓强乐实验设备有限公司;HSY10L型全自动发酵罐:无锡汇森生物设备有限公司;Trace1300型气相色谱仪:美国Thermo Fisher公司。
1.3 方法
1.3.1 菌种活化
将保存菌种接种于PDA培养基平板,于26 ℃条件下活化培养5~7 d。
1.3.2 种子培养
从活化培养基刮下孢子接种于种子培养基中,装液量为100 mL/500 mL,26 ℃、摇床转速180 r/min 条件下培养5 d,作为发酵种子液。
1.3.3 摇瓶培养
将种子液中菌体用分散机打散,以一定浓度将菌体片段接种于发酵基本培养基中,装液量100 mL/500 mL,26 ℃、摇床转速180 r/min条件下培养5~7 d。
1.3.4 菌体干质量的测定
将摇瓶培养得到的发酵液抽滤得到菌体,以蒸馏水冲洗3次,抽滤冲洗液;将得到的菌体置于45 ℃恒温干燥箱中烘至质量恒定。菌体干质量计算公式如下:
1.3.5 菌体脂质提取
将干菌体粉碎后加入正己烷,采用索氏抽提法[15]进行脂质提取,所得提取液在40 ℃下减压蒸馏,获得菌体脂质。菌体出油率计算公式如下:
1.3.6 菌体脂质的脂肪酸组成分析及ARA含量分析
样品前处理及菌体脂质脂肪酸组成采用高效气相色谱法测定,具体操作参照国标GB 26401—2011《食品安全国家标准食品添加剂花生四烯酸油脂(发酵法)》中对于发酵生产ARA的定量检测方法。ARA含量指ARA在菌体油脂的脂肪酸组成中所占比例,其计算公式如下:

1.3.7 单因素试验及放大试验设计
综合前人研究成果和预试验结果,本实验选定温度、时间、摇床转速、碳氮比和pH值作为单因素实验变量,以优化高山被孢霉的培养条件。为验证优化后培养条件的生产应用效果,本实验采用10 L全自动发酵罐,对优化后的培养条件进行放大实验。
2 结果与分析
2.1 摇床转速对菌体形态及发酵产物的影响
高山被孢霉属于丝状真菌,在进行液体培养时会呈现不同的菌体形态,主要有球状和丝状。球状菌体是由菌丝紧密地缠绕组成单个独立体,丝状菌体则是菌丝均匀地悬浮在整个液体培养基中,不同的菌体形态会对出油率和ARA含量产生影响。本实验发现,采用菌体片段接种时,接种量对菌体形态无显著影响,均为小球状;而影响菌体形态的主要因素为培养转速。摇床转速单因素试验培养条件为24 ℃条件下培养7 d,pH值为6.0,碳氮比为2.5,摇床转速梯度设计为80 r/min、120 r/min、160 r/min、180 r/min、200 r/min,结果见表1。
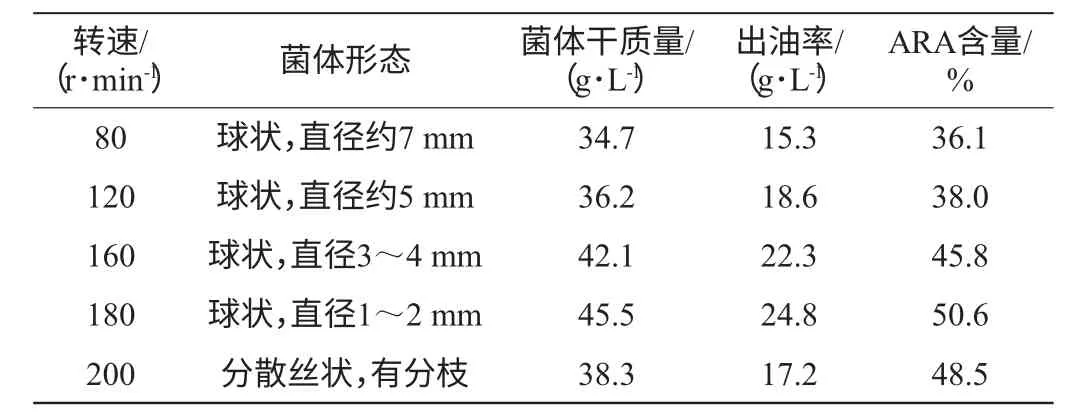
表1 摇床转速对菌体形态及发酵产物的影响Table 1 Effect of the rotate speed on mycelial morphology and fermentation results
由表1可知,当转速较低处于80~120 r/min时,菌丝缠绕较为紧密,菌体形态为直径较大的球状,菌体干质量和出油率较低。随着转速的增长,球状菌体直径逐渐减小;当转速达到200 r/min时,菌体形态变为丝状。实验结果表明,当摇床转速为180 r/min时,菌体为直径1~2 mm小球状,菌体干质量、出油率和ARA含量均达到最高,分别为45.5 g/L,24.8 g/L和50.6%;而菌体为丝状时,菌体干质量和出油率均有所下降;得出培养最佳摇床转速为180 r/min。
2.2 碳氮比对发酵产物的影响
本实验碳氮比分别设计为1.0、1.5、2.0、2.5、3.0、3.5和4.0共7个梯度,发酵周期7 d,温度24 ℃,pH值为6.0,摇床转速180 r/min,结果如图1所示。
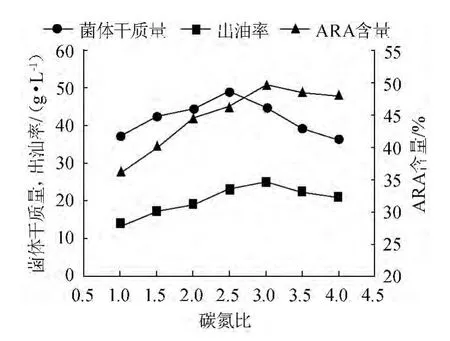
图1 碳氮比对发酵产物的影响Fig.1 Effect of C/N ratio on fermentation results
由图1可知,在发酵完成后,当碳氮比达到2.5时,可获得最大菌体干质量为49.0 g/L;而之后随着碳氮比的持续升高,菌体干质量开始下降,说明较低的含氮量开始降低菌体的生长速度。碳氮比达到3.0时可获得最大出油率和ARA含量,分别为24.8 g/L和49.8%,此后随着碳氮比的上升,总体出油率开始由于生物量的降低而下降,ARA含量则基本不变。因此,综合出油率和ARA含量,培养基最佳碳氮比应控制在3.0。
2.3 温度对发酵产物的影响
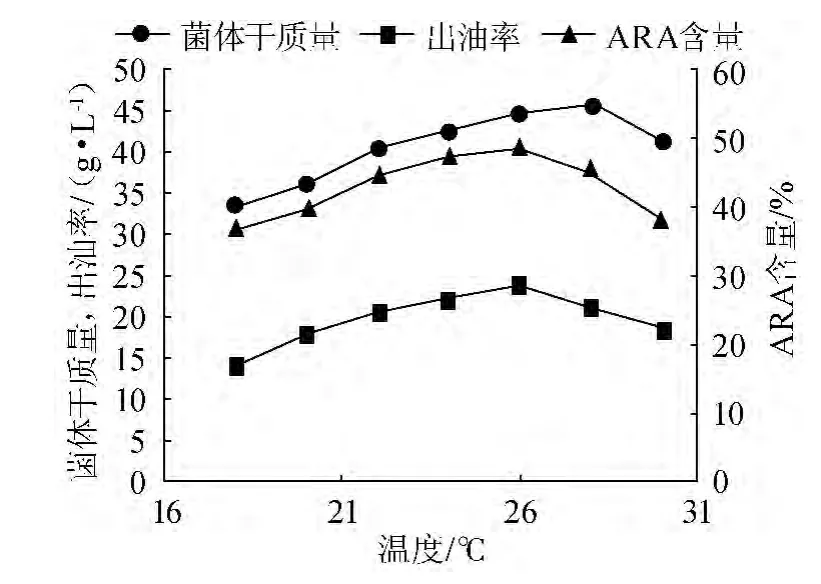
图2 温度对发酵产物的影响Fig.2 Effect of temperature on fermentation results
本实验采用恒温发酵,分别设定发酵温度为18 ℃、20 ℃、22 ℃、24 ℃、26 ℃、28 ℃、30 ℃,发酵周期7 d,pH值为6.0,摇床转速180 r/min,碳氮比为3.0,对发酵温度进行进一步优化,结果如图2所示。
由图2可知,培养温度在28 ℃时,菌体生长迅速,可获得最大生物量,菌体干质量为45.6 g/L。而温度为26 ℃时可获得最大出油率和ARA含量分别为23.6 g/L和48.8%,因此综合考虑最佳发酵温度为26 ℃。
2.4 pH值对发酵产物的影响
本实验设定pH值分别为6.0、6.2、6.5、6.8、7.0,发酵温度26 ℃,周期7 d,摇床转速180 r/min,碳氮比为3.0,考察pH值对发酵产物的影响,结果如图3所示。
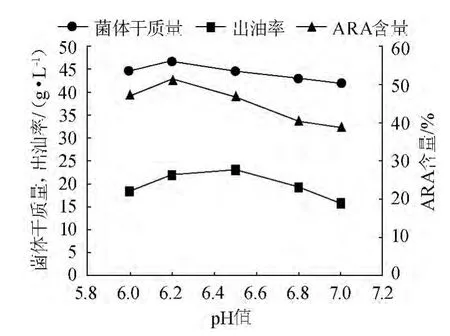
图3 pH值对发酵产物的影响Fig.3 Effect of pH on fermentation results
由图3可知,pH值为6.5时,可获得最大出油率达到22.6 g/L,ARA含量为45.1%;而生物量和ARA含量均在pH值为6.2时达到最高,分别为46.7 g/L和51.1%,出油率为21.7 g/L。以ARA产量为主要考量指标,综合考虑培养基pH值为6.2较好。
2.5 发酵时间对发酵产物的影响
按照优化后的发酵条件对高山被孢霉进行摇瓶培养,培养基碳氮比3.0,pH值为6.2,发酵温度26 ℃,摇床转速180 r/min,发酵时间分别为1 d、2 d、3 d、4 d、5 d、6 d、7 d。发酵结束后测定菌体干质量、出油率及ARA含量,考察发酵时间对发酵产物的影响,结果见图4。
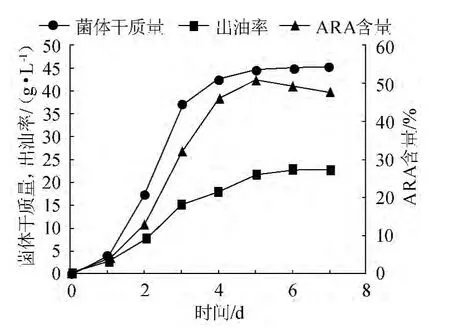
图4 发酵时间对发酵产物的影响Fig.4 Effect of fermentation time on fermentation results
由图4可知,菌体的快速生长期为第2~3天,同时伴随着油脂的迅速积累;菌体干质量在第4天可达42.7 g/L,随后增长缓慢,出油率在第5天达到最高为21.7 g/L,随后基本稳定;ARA含量也在第5 天达到最高为50.6%,随后有所下降。因此,采用优化后发酵条件培养5 d即可获得最大ARA含量。
2.6 10 L发酵罐放大实验
在摇瓶发酵的基础上,采用10 L全自动发酵罐进行3次放大试验,装液量60%,接种量10%,消泡剂为聚氧丙烯甘油,发酵温度26 ℃,罐压0.05~0.08 MPa,通气量4 000 L/h,发酵液pH值为6.2,发酵周期5 d,发酵结束后测定菌体干质量、出油率及ARA含量,实验结果如表2所示。
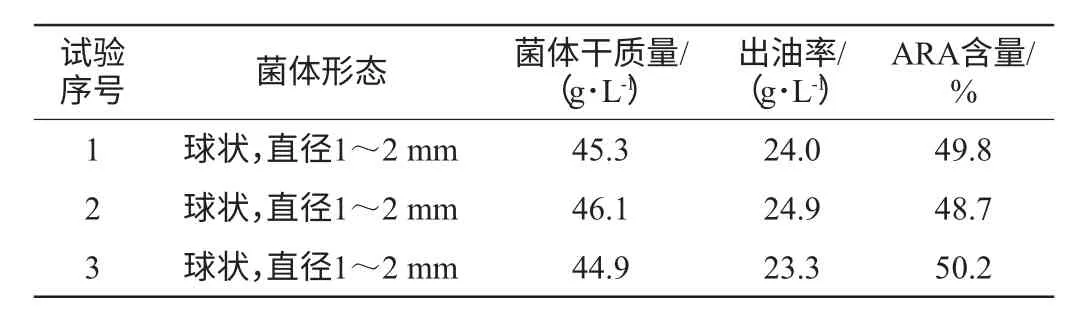
表2 10 L发酵罐放大实验Table 2 Amplification test for 10 L fermentation cylinder
由表2可知,在优化后培养条件下,5 d发酵后平均菌体干质量为45.4 g/L,出油率为24.1 g/L,ARA含量为49.6%,菌体形状为球状,直径1~2 mm。发酵产物及ARA产量与摇瓶培养相当,证明采用优化工艺扩大培养的可行性。
3 结论
本实验以发酵所得菌体干质量、出油率和ARA含量为主要参考指标,对高山被孢霉摇瓶培养的发酵条件进行了优化。通过对摇床转速、培养基碳氮比、发酵温度、pH值等参数进行单因素变量分析,确定本株高山被孢霉菌种的最佳培养条件为摇床转速180 r/min,培养基碳氮比3.0,发酵温度26 ℃,pH 值为6.2,发酵时间为5 d。在保持发酵参数不变的情况下,在10 L发酵罐进行放大实验,装液量60%,接种量10%,通气量4 000 L/h,发酵周期缩短至5 d,所得菌体干质量、出油率和ARA含量分别为45.4 g/L、24.1 g/L和49.6%。证明了该发酵工艺的可行性,为进一步扩大培养提高生产效率打下基础。
[1]丛蕾蕾,彭 超,纪晓俊,等.高山被孢霉产花生四烯酸及其遗传改造的研究进展[J].生物工程学报,2010,26(9):1232-1238.
[2]杨朝霞,张 丽,李朝阳.花生四烯酸的营养保健功能[J].食品与药品,2005,7(1):69-71.
[3]BAJPAI P K,BAJPAI P,WARD O P.Production of arachidonic acid byMortierella alpinaATCC 32222[J].J Ind Microbiol,1991,8(3):179-185.
[4]PENG C,HUANG H,JIN M J,et al.Optimization of medium components for biomass and arachidonic acid production byMortierella alpinaME-1 using response surface methodology[J].Food Sci,2009,30(13):205-211.
[5]林炜铁,朱 敏.利用被孢霉发酵生产油脂和花生四烯酸[J].中国饲料,2008(24):35-37.
[6]PARK E Y,KOIZUMI K,HIGASHIYAMA K.Analysis of morphological relationship between micro-and macromorphology ofMortierellaspecies using a flow-through chamber coupled with image analysis[J].J Eukaryot Microbiol,2006,53(3):199-203.
[7]PARK E Y,HAMANAKA T,HIGASHIYAMA K,et al.Monitoring of morphological development of the arachidonic-acid-producing filamentous microorganismMortierella alpina[J].Appl Microbiol Biotechnol,2002,59(6):706-712.
[8]RATTRAY J B M.Biotechnology and the fats and oils industry-an overview[J].J Am Oil Chem Soc,1984,61(11):1701-1712.
[9]GRANGER L M,PERLOT P,GOMA G,et al.Effect of various nutrient limitations on fatty acid production byRhodotorula glutinis[J].Appl Microbiol Biotechnol,1993,38(6):784-789.
[10]周蓬蓬,余龙江,吴元喜,等.高山被孢霉产花生四烯酸发酵条件的研究[J].工业微生物,2003,33(2):41-45.
[11]秦新政,杨新平,陈 竞,等.高山被孢霉菌丝生长条件的响应面法优化[J].新疆农业科学,2014,51(1):95-103.
[12]沈以凌,刘 洋,虞 龙.高山被孢霉发酵生产花生四烯酸条件的研究[J].食品科技,2009(2):35-38.
[13]代 鹏,陈海琴,顾震南,等.高山被孢霉生产多不饱和脂肪酸发酵条件的研究进展[J].食品工业科技,2014,35(5):354-359.
[14]邓中涛,纪晓俊,聂志奎,等.高山被孢霉三阶段培养法生产花生四烯酸油脂[J].生物加工过程,2013,11(4):8-13.
[15]张龙翔,张庭芳,李令媛,等.生化试验方法与技术[M].北京:高等教育出版社,1981.
猜你喜欢
养殖与饲料(2022年6期)2022-07-15
四川林业科技(2022年1期)2022-03-22
土壤学报(2022年1期)2022-03-08
农产品加工(2022年2期)2022-02-16
魅力中国(2021年51期)2021-11-28
农产品加工(2021年13期)2021-08-07
食用菌(2020年2期)2020-03-30
中国油脂(2019年5期)2019-05-13
中国食用菌(2017年2期)2017-03-28
江苏农业科学(2016年11期)2017-03-21
