铝箔轧机机架安装精度的工艺措施研究
2015-04-16 07:11彭光宇赵全建
新技术新工艺 2015年7期
郑 练,李 超,彭光宇,高 原,王 豫,赵全建
(1.中国兵器工业新技术推广研究所,北京 100089;2.重庆铁马工业集团有限公司,重庆 400054)
节约资源、节省能源和改善环境越来越成为人类生活与社会持续发展的必要条件,人们竭力开辟新途径,寻找新材料。轻量化显然是有效的发展途径之一,而铝是轻量化的首选金属材料。铝制品中的铝箔具有坚固、质轻、无毒、无味、防潮、隔热、不透光、耐腐蚀、导电性高和无磁性等一系列的优点,易于加工、着色、印刷且光泽美观;因此,成为食品、饮料、茶叶、香烟、医药和化妆品等包装的最佳材料,而且还是用于制造电容器、电缆、建筑装饰、纺织、车辆、船舶和航空等工业方面的重要材料。
薄得像纸一样的金属薄片被称为箔,由铝制成的这种箔为铝箔。21世纪以来,我国的铝箔工业得到了快速的发展。据统计,2008年我国铝箔生产能力>1 650 kt/a,产量雄踞全球第一。2007年我国铝箔进口60 kt,出口330 kt,已经成为世界最大铝箔产品出口国。虽然从2007年我国就已经进入世界铝箔产量大国,但要成为强国还任重道远,还有许多工作要做。
至于多薄才算箔材,不同国家划分界线不尽相同。我国国家标准规定,铝箔是指厚度<0.2 mm的平轧产品[1]。英国、美国和日本的铝箔厚度定义为<0.15 mm,德国定义厚度为<0.02 mm。比较经济的最小轧制厚度为0.006 mm。目前,世界上已能够批量生产更薄的、高附加值的厚度为0.004 5 mm的铝箔。
采用轧机轧制的方法生产铝箔已被广泛认可,用于轧制铝箔的轧机称之为铝箔轧机。铝箔轧机在设计、制造、安装、控制、工人操作使用、工艺、车间环境和生产管理等各方面均有严格的要求,但是其安装环节(重点是机架安装)则是容易被忽视的一个环节。
1 铝箔轧机机架的作用与结构
铝箔轧机的结构简图如图1所示。铝箔轧机的机架在轧机的中心部位,支承整个辊系,承受轧制力。
铝箔轧机机架作为轧机的关键零部件,除了需满足强度、刚度和加工精度的需求外,其安装精度也尤为重要,可以说,机架的安装是轧机设备安装中最重要的环节,其将直接影响最终轧制产品的精度以及设备运行的速度,所以机架的安装精度力求安装到最精。下述对铝箔轧机机架安装精度的工艺措施进行研究。
轧机机架由轧机底座、轧机牌坊、横梁与轨道组成,轧机机架的结构简图如图2所示。
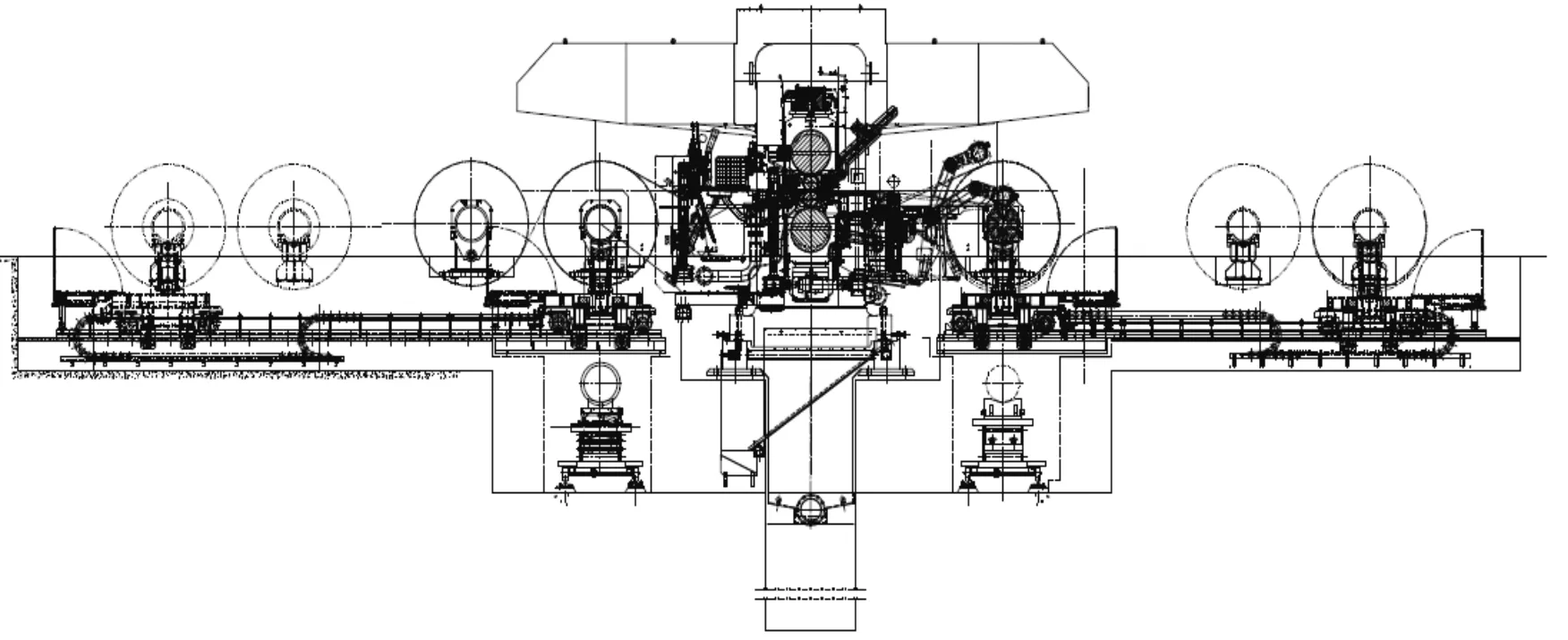
图1 铝箔轧机的结构简图
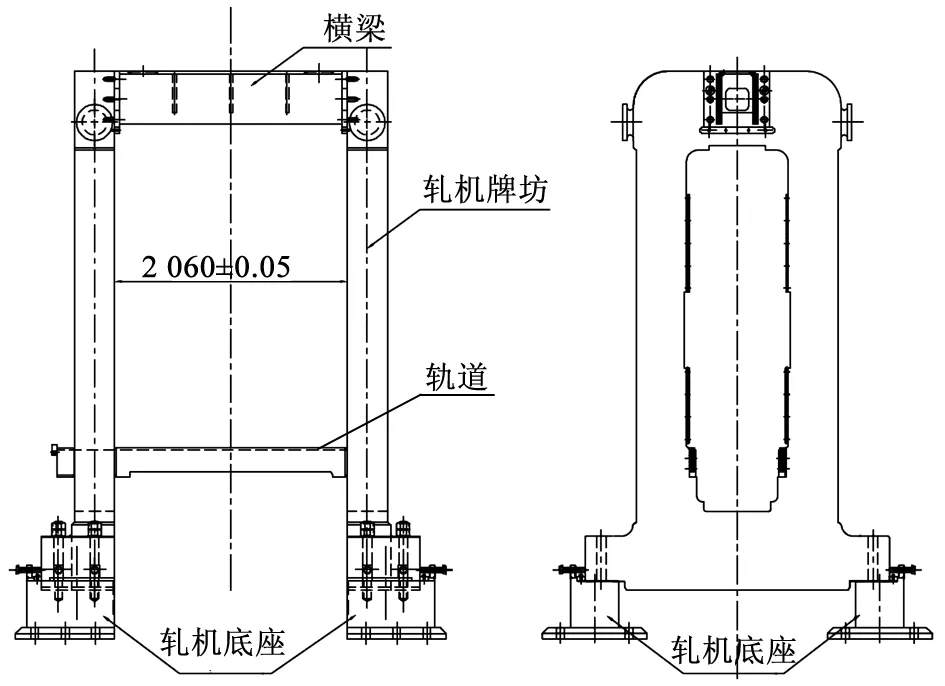
图2 轧机机架的结构简图
2 铝箔轧机机架安装的技术依据
铝箔轧机机架安装由如下文件资料作为技术依据:1)轧机机架总装图、部件图及有关零件图;2)安装要领书;3)装配通用技术条件;4)重型机械通用技术条件。
现场安装时,应严格按照上述图样及技术文件执行,内容要求有不一致时按高标准执行。
3 铝箔轧机机架安装精度的工艺措施
3.1 轧机底座
1)安装前确认各螺纹孔及各锐角、锐边处毛刺已打磨光滑,底座的精加工面(与轧机牌坊的接触面)已刮研光滑。
2)底座就位安装精度测量示意图如图3所示。用钢凿尖在底座上与牌坊把合的2个螺纹孔中心连线中点处打上记号(点A、B、C和D)。
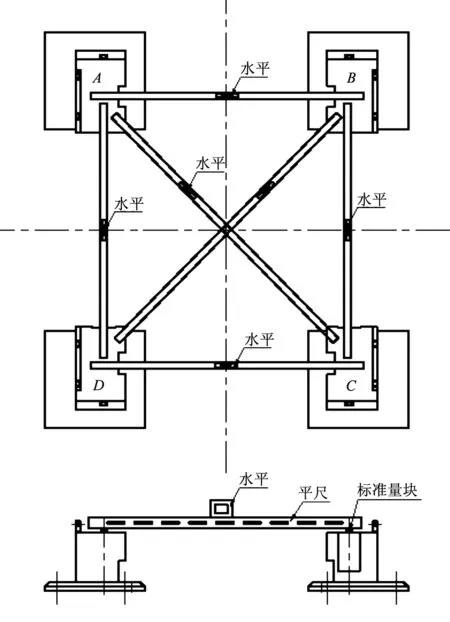
图3 底座就位安装精度测量示意图
3)底座找正与刮研。a.底座刮研:精研底座的工作面,即与轧机牌坊的接触面,亦即底座上表面,保证平面度≤0.01 mm/m;b.底座找正:按图3中的示意位置找正底座,在任意2个底座间横向、竖向和斜向摆放平尺,保证AB、BC、CD、AD、AC和BD各方向水平度≤0.02 mm/m;c.使用工具为平尺、标准量块和框式水平仪等。
3.2 轧机牌坊
3.2.1 牌坊就位前的准备工作
安装前,确认各螺纹孔及各锐角、锐边处毛刺已打磨光滑,确认牌坊的精加工面(工作面)及安装定位面已打磨光滑。
3.2.2 牌坊的就位和调整
1)牌坊窗口安装精度测量示意图如图4所示,图4中的中心竖线为铅垂线。对驱动侧和操作侧的2件牌坊做相同的检测,入口侧衬板面的垂直度应≤0.015 mm/m,即a、b、c、d、e、f和g的尺寸偏差≤0.015 mm。使用工具为钢线、铅垂和内径千分尺等。
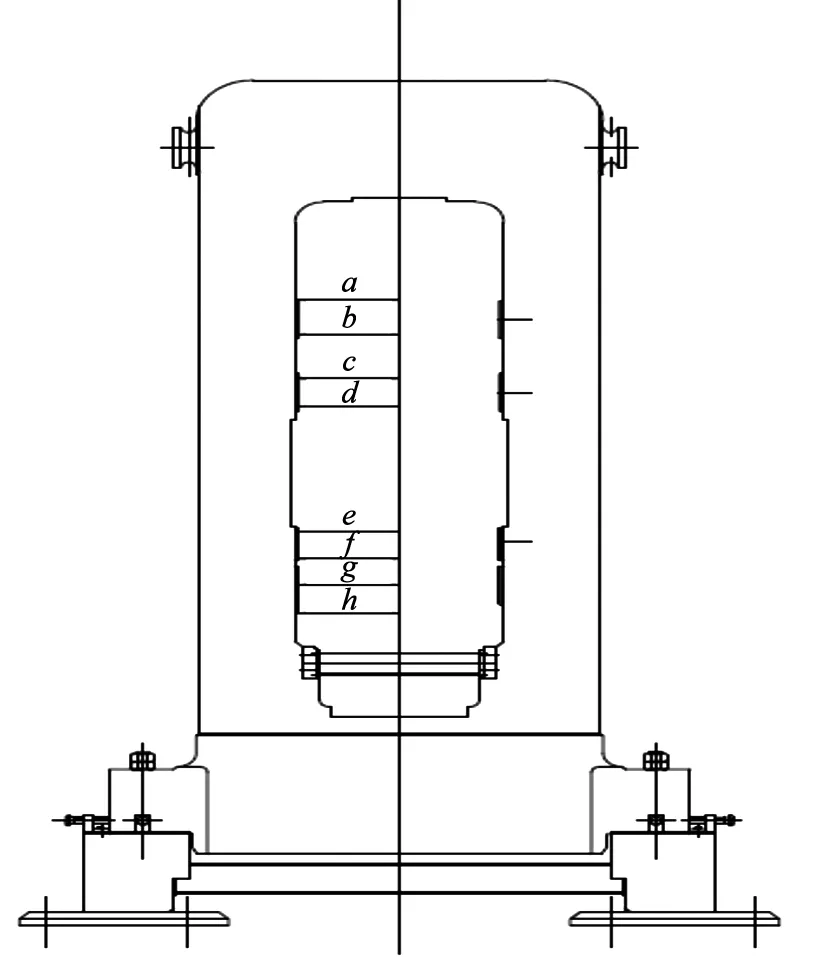
图4 牌坊窗口安装精度测量示意图
2)牌坊内侧面安装精度测量示意图如图5所示,图5中靠近牌坊的2条竖线为铅垂线。牌坊内侧面的垂直度应≤0.02 mm/m,即a、b、c和d的尺寸偏差≤0.015 mm,m、n、l和k的尺寸偏差≤0.015 mm。使用工具为钢线、铅垂和内径千分尺等。
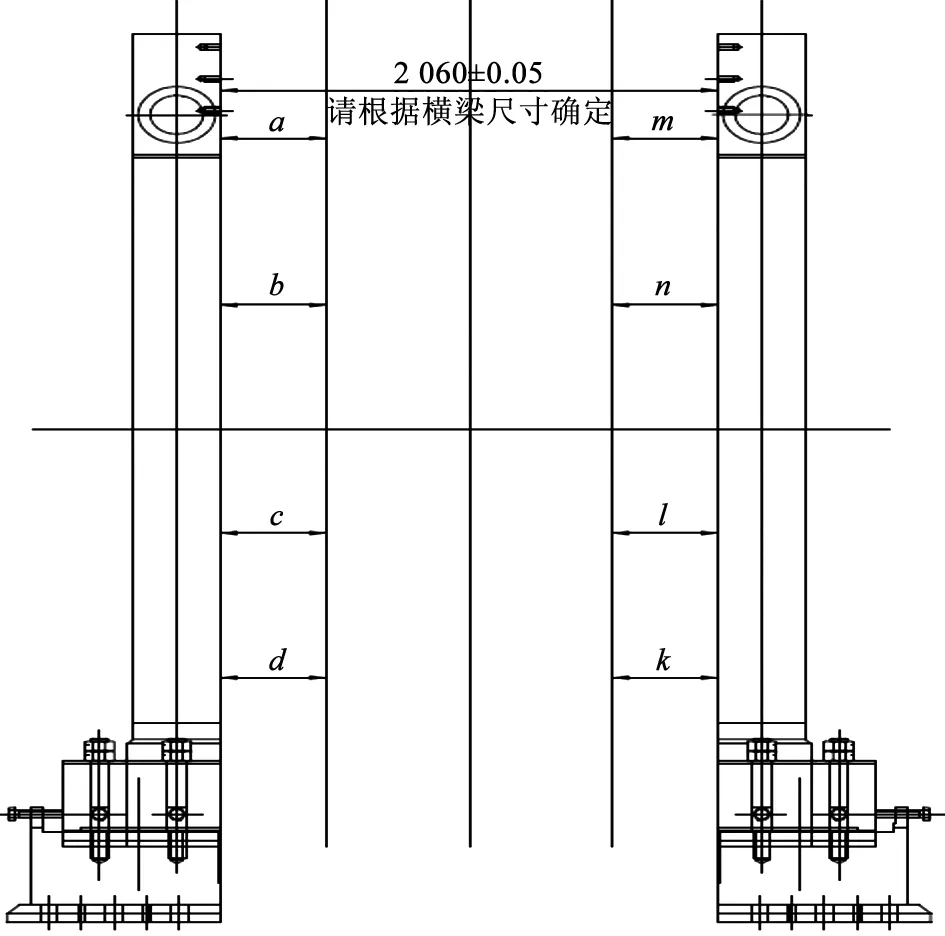
图5 牌坊内侧面安装精度测量示意图
3)驱动侧和操作侧2件牌坊的窗口衬板表面的平行度及距离值,以及2件牌坊衬板相对位置示意图如图6所示。
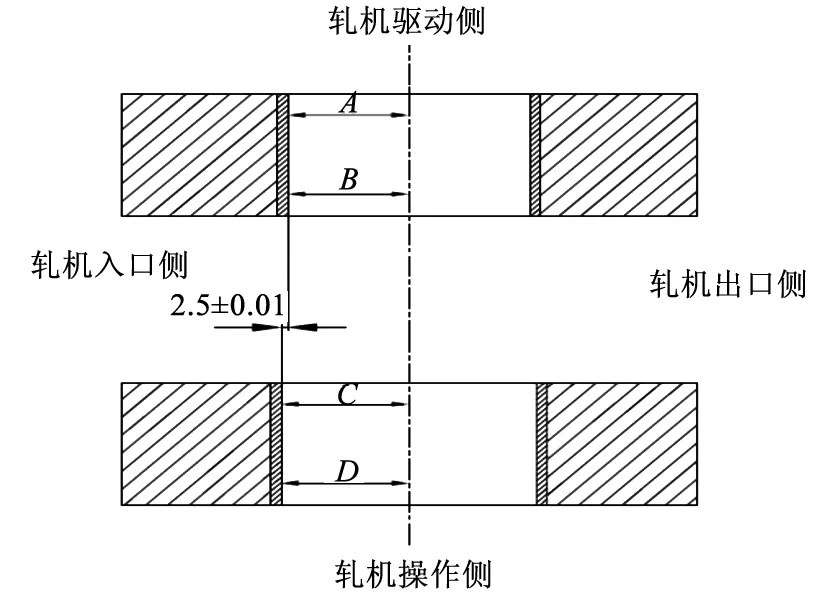
图6 2件牌坊衬板相对位置示意图
2件牌坊的窗口衬板表面与各自牌坊中心线的平行度应符合牌坊图样的技术要求。2件牌坊的窗口衬板表面距离为(2.5±0.01) mm。
当A和B为0时,需确认C和D是否在(2.5±0.01) mm尺寸以内;同时,要求出口侧衬板表面相对入侧衬板表面的平行度≤±0.05 mm。
4)2件牌坊的窗口底面的水平度应≤0.02 mm/m,牌坊窗口底面安装精度测量示意图如图7所示。
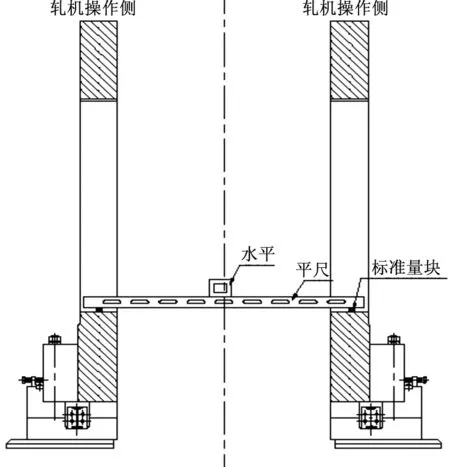
图7 牌坊窗口底面安装精度测量示意图
5)牌坊与底座接触应贴实,两接触面之间不得塞入厚度为0.03 mm或更薄的塞尺(标准量具)。
3.3 横梁和轨道
1)底座与基础、牌坊与底座把合牢固后,确认牌坊的垂直度、找正及对中精度符合上述要求,再进行横梁及轨道的组装。
2)安装横梁时横梁与牌坊接触应贴实,两接触面之间不得塞入厚度为0.03 mm或更薄的塞尺(标准量具)。
3)待横梁安装好后,再安装轨道,安装时可借助垫片来调整入口侧和出口侧两轨道的轨距。要求:a.轨距公差值为(0,+0.1) mm;b.轨道上面水平度≤0.05 mm/m;c.轨道相互平行度≤0.05 mm/m。
4 结语
铝箔轧制是铝板带箔轧制生产的最后工序,如果铝箔轧制不好,尽管送到铝箔轧机的坯料卷材质量很高,且各项性能指标完全达到技术标注要求,仍然可能在铝箔轧机轧制时出现轧制产品质量差,甚至报废的情况;因此,各铝箔生产厂家、铝箔轧机制造商除对设计、制造、控制、工人操作使用、生产工艺、车间环境和生产管理等严格控制外,还需对轧机(重点是机架)的安装重视程度提升到更高的高度,才能保证轧机的装备水平,生产出高质量的产品。
[1] 辛达夫.当代铝箔生产工艺及装备[M].北京:冶金工业出版社,2013.
猜你喜欢
铝加工(2022年4期)2022-11-24
矿山机械(2022年8期)2022-09-01
建井技术(2022年2期)2022-07-30
轻合金加工技术(2021年9期)2021-12-28
云南画报(2021年7期)2021-08-06
铝加工(2020年6期)2020-12-20
中国矿山工程(2019年5期)2019-10-28
水泥技术(2019年2期)2019-04-11
文物季刊(2016年1期)2016-03-18
少儿科学周刊·少年版(2015年9期)2015-11-03