
矫直工艺对快开式矫直机结构的影响
2015-04-09 12:35左雁冰汪恩辉黄维勇丛阳阳
重型机械 2015年3期
左雁冰,张 超,汪恩辉,黄维勇,陈 峰,常 瑜,何 潜,刘 杰,丛阳阳
(中国重型机械研究院股份公司,陕西 西安 710032)
0 前言
随着石油钻探、机械制造业的迅猛发展,我国的钢管加工业也得到了长足的进步。这对钢管加工设备也提出了更高的要求。矫直是钢管加工生产的精整工序,直接影响着产品质量。为了矫直管端加厚的钢管(俗称“大头管”)以及在矫直过程中避免碰伤管头管尾,快开式钢管矫直机应运而生。快开式矫直机为矫直辊对置立式布置,每一对矫直辊都有一个具备快速开合的功能。快开式矫直机有四滑架与两滑架两种结构型式。近年来,四滑架结构型式由于具备刚性好、导向段长度短、重量轻等特点,已在各大钢管加工企业广泛应用,取代了两滑架的结构型式。由于对矫直辊传动系统的布置与矫直工艺方向的相互关系,以及快开缸位置与矫直反弯工艺的相互关系研究比较少。本文以八立柱四滑架六辊对置式快开矫直机为例,对矫直工艺与其结构的相互影响进行了探讨。
1 八立柱四滑架六辊对置式矫直机结构
八立柱四滑架六辊对置式矫直机结构如图1所示。该矫直机采用预应力机架;六个矫直辊成对布置,每个矫直辊与单独的滑动梁连接在一起;每个滑动梁有四个滑套在立柱上滑动;每对矫直辊中有一个具备快开功能;三个上滑动梁分别与安装在固定梁上的平衡缸和蜗轮千斤顶相连;平衡缸起到平衡上滑动梁重量以及消除丝杠间隙的作用;蜗轮千斤顶起调节矫直辊开口度的作用。上下三个矫直辊分别通过两台齿轮分配箱与传动系统相连。
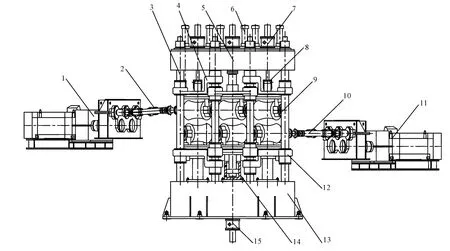
图1 八立柱四滑架六辊对置式矫直机结构Fig.1 Structure of the quick-open straightener
2 矫直工艺方向对上下矫直辊布置方向的影响
站在矫直机的操作侧看去,上下矫直辊的布置方向为一左一右。从对钢管的矫直效果来看,这种差别影响不大。但是对矫直工艺以及前后台设备的结构型式,这种差别却有着明显的影响。如图1 所示,上辊的传动装置位于矫直机左侧,下辊的传动装置位于矫直机右侧。如果矫直时钢管从左边进料,则上下辊旋转方向如图2 和图3所示。
当上下矫直辊按图2 所示方向转动时,被矫直的钢管会沿矫直中心线方向从左向右螺旋前进。如图3 所示,钢管在沿x 方向前进的同时会产生一个y 方向的转动。如果钢管与前后导卫的底面接触,则钢管会在摩擦力的驱动下向偏离矫直中心线方向滚动。同理,如果钢管从右边进料,则上下矫直辊的旋转方向要变成和图2 相反的方向。此时钢管的前进方向和旋转方向也和图3 所示相反。当下辊传动位于矫直机左侧,上辊传动位于矫直机右侧时,钢管的进料方向与钢管的旋转方向同样也有类似的对应关系。
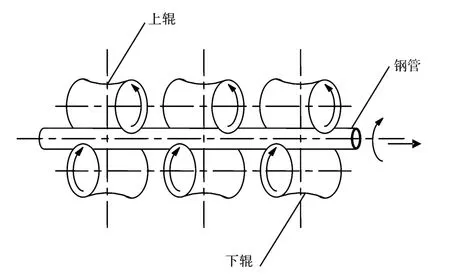
图2 矫直辊及钢管转动方向Fig.2 Rotation direction of the roll and the pipe
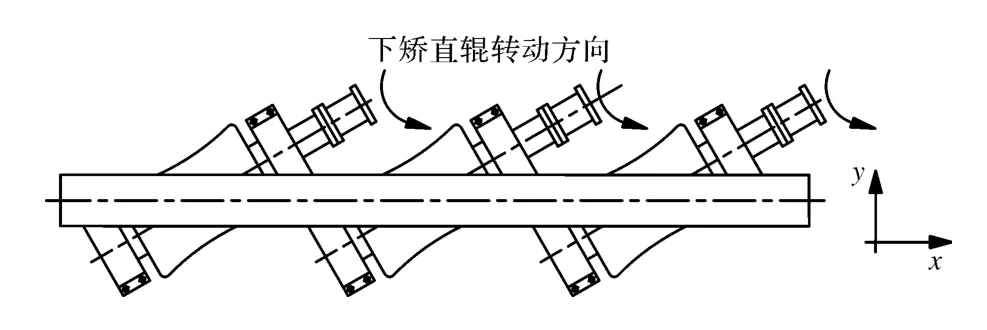
图3 下矫直辊及钢管转动方向Fig.3 Rotation direction of the lower rolls and the pipe
钢管螺旋前进时如果和前后导卫有接触,必然会产生偏离矫直中心线的滚动。如果不对这种滚动进行限制,钢管在没有矫直辊限制的部位,就会偏离矫直中心线而越滚越远,从而严重影响矫直的质量。因此要求在设计前后台设备的时候要充分考虑这种滚动的影响,选用合适的结构型式。比如,前台入口导卫底板必须低于下矫直辊辊面。后台如果选用L 型导卫,则其立板必须在限制钢管滚动的一侧;如果后台选用菱形或者圆形封闭式导卫,则可以不考虑这种影响。
由上可见,钢管的矫直工艺方向决定了矫直机上下辊传动装置的摆放方向、矫直辊传动的方向以及前后台设备的结构型式。此结论同样适用于其它结构型式的斜辊矫直机。
3 上下反弯矫直工艺对快开矫直机结构的影响
钢管矫直是通过反弯来实现的,即所谓的“矫枉过正”。对本文中所指的六辊快开式矫直机而言,反弯是以1#、3#矫直辊为支点,2#矫直辊向上或向下偏离一个距离而形成的。这里把向上反弯称为上反弯,反之为下反弯。钢管矫直工艺为:各辊调整好角度及辊缝,各快开缸处于收回状态;当管头进入每对矫直辊时,快开缸压上;当管尾离开每对矫直辊时,快开缸缩回。以下反弯为例,如图4 所示,1#、3#下矫直辊和2#上矫直辊装有快开液压缸。当钢管头部进入1#、2#矫直辊时,液压缸带动矫直辊压上。此时由于2#辊的反弯作用,钢管头部在进入3#辊之前有撞到3#矫直辊大端的趋势。此时3#快开缸处于缩回状态,避让了钢管的管头。当管头进入3#矫直辊时,3#快开缸带动矫直辊压上,反弯环节形成。如果快开缸不按照这样的位置布置,在用上述矫直工艺时,管头管尾在进出矫直辊的时候,必然要碰到矫直辊的大端,造成产品的缺陷。
如图5 所示,当采用上反弯矫直工艺时,快开缸变为在1#、3#上滑动梁和2#下滑动梁布置。同样避免了管头进入3#辊之前撞到矫直辊大端,保护了管头管尾。
以上两种快开矫直机结构都是目前比较常见的结构。但因为位于矫直机下部的液压缸基本都处于车间的地坑里,操作维护的难度比较大。

图4 下反弯矫直机结构Fig.4 Downward bent structure of the quick-open straightener

图5 上反弯矫直机结构Fig.5 Upward bent structure of the quick-open straightener
4 三个快开缸布置上滑动梁的新型工艺布置
为了避免地坑里的液压缸维护难度大的缺点,出现了一种三个快开缸都布置在上滑动梁的新型结构,如图6 所示。由于中间辊快开缸布置在上面,所以要采用下反弯矫直工艺。否则,钢管在进入2#辊时会碰到2#下辊的大端。这种布置也带来了一个问题——当管头进入2#辊时,2#快开缸不可以及时压下。因为采用下反弯工艺虽然可以避免钢管在进入2#辊时不碰头,但如果2#辊压下,会导致管头撞上3#矫直辊。因此要求采用新的快开工艺:管头进入1#矫直辊时1#快开缸压下,管头过了2#辊进入3#辊时,2#、3#快开缸依次快速压下。该工艺要求管头进入3#辊之前,矫直辊传动处于比较低的速度,当3#快开缸压下时,矫直辊升速开始正常矫直;液压系统要提供足够的流量,以保证2#、3#两个快开缸近似同时压下。通过这两个措施才能尽可能的缩短矫直盲区。
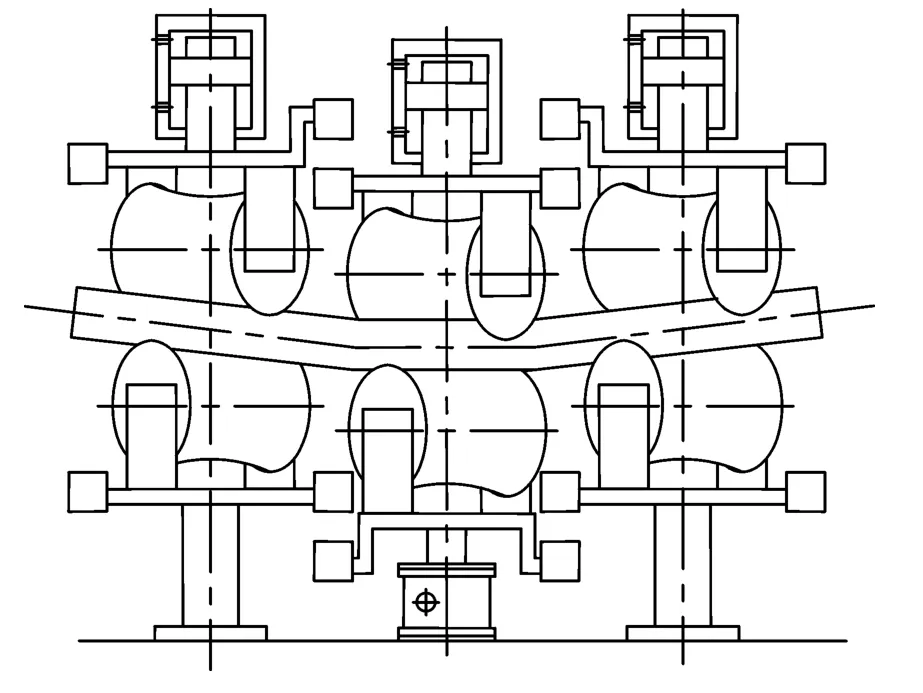
图6 三个快开缸装在上滑动梁的结构Fig.6 All cylinder above the up sliding frame
5 结论
本文对矫直工艺对快开矫直机设备结构的影响做了一些探讨,得出了在设计矫直机设备时,需根据矫直的工艺方向以及采用何种反弯工艺而选用合理结构的结论。中国重型机械研究院股份公司近年来为各大钢管厂成套供货了数十台快开矫直机,其中有各种快开结构,包括快开缸全部位于上滑动梁的结构。虽然不同的厂家有着不同的需求和认识,但这些快开矫直机设备都取得了良好的应用效果。尤其是本文中提到的新型快开结构矫直机在河南某钢管厂得到了用户的高度认可,具有推广的价值。
[1]曲洪德,徐素文,汪恩辉.18~65 mm 十一辊高精度管材矫直机研究[J].重型机械,1997(4):5-7.
[2]崔甫.矫直原理与矫直机械[M].北京:机械工业出版社,2002.
[3]A·M 马斯基列逊.管材矫直机[M].北京:机械工业出版社,1979.
[4]何潜,汪恩辉,黄维勇,等.对斜辊矫直机滑架与快开缸结构的研究[J].重型机械,2012(2):35-37.
[5]黄建国,吕昌.无缝钢管矫直分析[J].包钢科技,2007,33(2):20-21.
[6]于凤琴.钢管矫直力能参数研究[J].钢管,2008,37(5):26-29.
[7]张培庆.高精度管材矫直原理及应用[J].钢管,2002,31(2):28-30.
[8]王秀军,李强,贾志刚.斜辊钢管矫直机矫直力计算分析[J].焊管,2002,25(2):26-28.
[9]弗里得曼.金属机械性能[M].北京:机械工业出版社,1982.
[10]周勇德.试析钢管矫直机的技术发展[J].宝钢技术,1995(5):54-56.
猜你喜欢
中国特种设备安全(2022年5期)2022-08-26
建材发展导向(2021年22期)2022-01-18
煤气与热力(2021年9期)2021-11-06
建材发展导向(2021年10期)2021-07-16
黑龙江水利科技(2020年8期)2021-01-21
制造技术与机床(2019年8期)2019-09-03
电子制作(2018年10期)2018-08-04
意林(绘英语)(2018年1期)2018-04-28
北京航空航天大学学报(2016年8期)2016-11-16
汽车与新动力(2015年1期)2015-02-27
