
日用陶瓷节能窑具的研究
2015-03-31 06:23郭俊平
佛山陶瓷 2015年1期
关键词:节能
郭俊平
摘 要:窑具是日用陶瓷生产技术装备中重要的组成部分,它对陶瓷产品烧成能耗的大小影响较大。本文采用高强度的反应烧结碳化硅材料、优化窑具托烧结构、减少窑具重量等一系列措施,实现降低产品烧成能耗。
关键词:日用瓷;窑具;节能
1 前言
我国日用瓷历史朽久,享誉海内外,产量在世界上占有很大比例。然而,由于陶瓷是高耗能产业,大规模的陶瓷生产,对节能减排带来很大压力,研究陶瓷生产节能减排,对实现十二五节能18%目标意义重大。
在整个陶瓷生产过程中,烧成能耗占综合能耗的65%以上。对日用瓷而言,由于器型原因,烧成中托烧窑具的重量远高于产品的重量,加热时窑具同样需要吸热,浪费了大量的热能。所以,研究、使用轻型窑具,是陶瓷工业节能减排关键环节之一。
2 日用瓷托烧窑具的现状
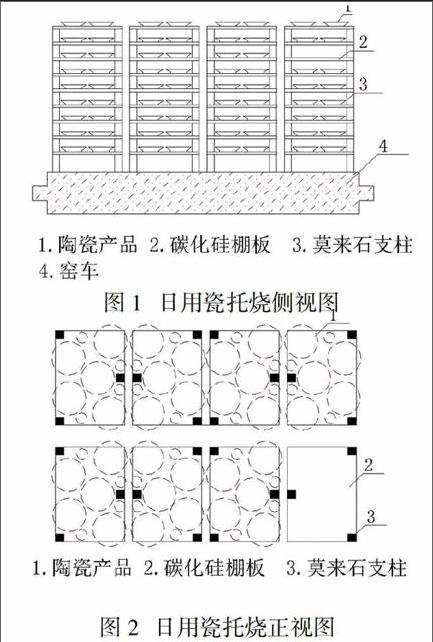
在日用瓷的生产中,由于各种不同条件,窑具种类繁多,较为常见的有两种:一种是盒缽;一种是栅板。由于逐渐使用清洁能源,燃气窑炉数量增多,符合明焰裸烧,所以,主要采用栅板托烧。栅板基本上采用普通烧结碳化硅材料,规格比较集中在370 mm×500 mm×12 mm,支柱材料多为莫来石结合堇青石,规格为40 mm×50 mm×60 mm。日用瓷托烧侧视图如图1所示,日用瓷托烧正视图如图2所示。
因一片碳化硅栅板需3个支柱支撑,通常一片栅板的重量为6 kg,一个支柱重量为0.3 kg,则一片栅板及支柱(一单元)的重量为:
一单元=6kg+(0.3kg×3)=6.9kg
在托烧产品时,由于器形多变,但栅板尺寸固定。所以,栅平面的装容率都较低。以装容率较好的其中一种(见图2)为例,可装5件6"盘,以常用器形尺寸,盘口直径为φ153 mm,盘脚直径为φ75 mm,每件重量约230 g,若空隙位置再放5件小件,每件以100 g计,一片栅板可装产品重量为:
一单元产品=230g×5+100g×5=1650g=1.65 kg
在装载过程中,窑具与产品的重量比如下:
窑具重量∶产品重量=6.9kg∶1.65kg=4.18∶1
以上窑具与产品重量比与2008年DB44/591-2009标准数据采集时基本吻合,当时在某一区域采集的数据中,窑具与产品的重量比在3.03~7.22之间,平均为5.41。某公司委托检测单位对该公司隧道窑进行热平衡测试数据显示,24 h出窑窑具重量为39942 kg,出窑产品重量为6624 kg,其窑具与产品的重量比为39942kg∶6624kg=6.03。从各种数据可以看出,当前日用瓷烧成装载中,窑具的重量远远高于产品的重量,对于高温时碳化硅窑具的比热容为0.962+1.46×10-4t kJ/kg℃,与陶瓷产品的比热容0.836+2.6×10-4t kJ/kg℃相近,所以,在加热到产品的烧成温度时,单位重量的窑具吸热量与产品也相近。
3 节能窑具的研究
为了达到节能的目的,在窑炉性能和产品没有改变的情况下,只要减轻窑具重量,就能达到节能的目的。本文重点分析了日用瓷产品的特点及窑具性能指标。
3.1 日用陶瓷产品
日用陶瓷产品主要有盘、碗、杯、壶,总体都厚度不大,厚的可以达到5~6 mm;薄的只有3~4 mm;盘的高度只有20~40 mm;壶的高度较大可以达到150~200 mm,但不论何种器形,装载时单一层单位面积的重量都不大,如果以常规的碳化硅栅板托烧,按同等面积计算,其栅板的重量都远远高于产品的重量。所以,只要窑具及支撑方法合理,就能满足产品的托烧要求。
3.2 窑具
当前绝大多数使用的窑具是烧结碳化硅栅板,厚度为12 mm,用耐火支柱支撑于栅板平面的边缘(见图2),支点跨度大,烧结碳化硅的高温抗折强度为56 MPa。理论上,如果选用的材料抗折强度提高至4倍,则栅板厚度可减至倍,因抗折强度与材料厚度的平方成正比;如支点跨度减至倍,则栅板的承重能力提高4倍,因梁的承载能力与支点距离的平方成反比。所以,对新型窑具材料的选用及支撑方法要不断进行优化设计。
3.3节能窑具的设计
3.3.1窑具材料的选用
窑具材料采用反应烧结碳化硅,其具有显气孔率低、密度大、抗氧化性强、强度大(抗弯强度高达280 MPa),相对于普通烧结碳化硅抗折强度(56 MPa)的5倍等优点。由于强度的提高,有利于减少栅板的厚度,常用的烧结碳化硅厚度为12 mm。在本实验设计中,为了使其可靠性更高,一般选用5 mm的反应烧结碳化硅。
3.3.2支撑结构设计
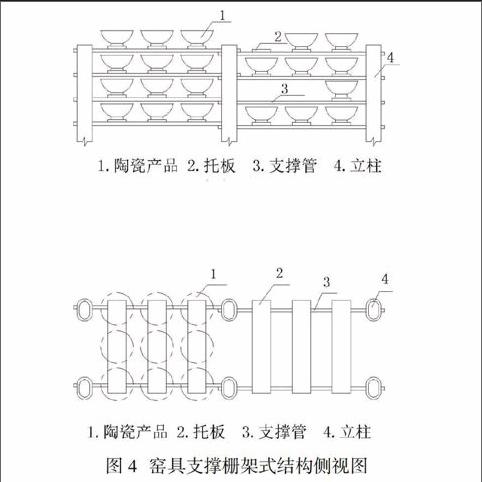
窑具支撑结构采用栅架式进行设计。窑具支撑栅架式结构侧视图如图3所示,窑具支撑栅架式结构正视图如图4所示。
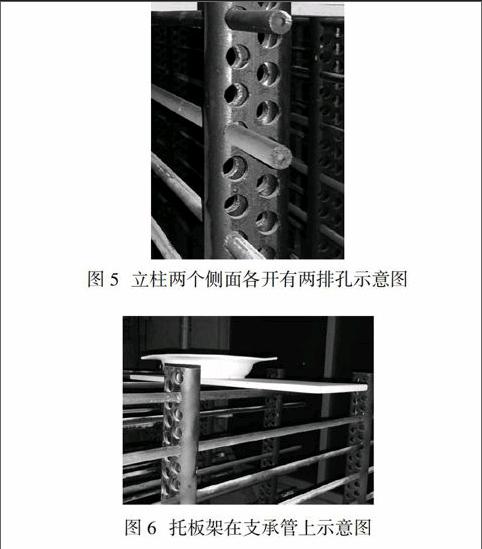
立柱垂直固定在窑车上,立柱为外宽50 mm×30 mm,壁厚为5 mm,且在宽度为50 mm左右的两个侧面各开有两排φ15mm孔(见图5)。孔中心距为25 mm,两排错开,即前后排孔中心距为12.5 mm,支承管按产品装载的高度确定管的中心高,并横穿在立柱上,支承管长度在550~700 mm之间,外径为φ13 mm,壁厚为3.5 mm,托板架在支承管上(见图6),供摆放产品用,托板的长度在450~550 mm之间,视窑车设计而定,托板的宽视陶瓷坯体而定,要略大于坯体底部宽度,让整个坯体底部能全部放在同一片托板上,但宽度不小于50 mm,托板厚度为5 mm,托板在支承管上的中心距离等于或略大于产品坯体的最大直径(宽度)。为了让托板处于最佳的受力状态,一方面设计了支承管的中心距离在托板长度的55%~60%之间(见图4),以缩短支撑距离,对比目前烧结碳化硅栅板支承在板的端点上(见图2),受力距离大为缩短。另一方面,由于托板是架在两条支承管上,以两条线支承托板,实现了均匀受力,对比目前烧结碳化硅栅板用点的支撑(见图2),是集中受力,条件有着明显的改善。
3.4 窑具重量及产品/窑具重量比
节能窑具设计中,一方面改善了托板的受力条件;另一方面选用了高强度的材料,不仅能够减薄减轻了窑具的重量,在同等产品装载的情况下,托板的面积大大缩小,而托板的承重能力反而增强。
在设计中,参照前面常规托烧方法选用的陶瓷产品6"盘(见图2),确定节能窑具的数据(见图4),层高为60 mm,立柱规格为50 mm×30 mm×5 mm、支承管为φ13 mm×3.5 mm×590 mm、托板430 mm×85 mm×5 mm。在计算中,由于中间两立柱为左右共用,所以各分担一半,且每条立柱在60 mm高度中左右两侧各挖去3个φ15 mm的孔,供穿φ13 mm支承管用,反应烧结碳化硅密度为3.05 g/cm3,每层窑具的重量为:
立柱:[﹙50-5﹚+﹙30-5﹚] ×2×5×60-[﹙15÷2﹚2π×5×﹙3+3﹚] =3670/mm3=36.7cm3/条
36.7×[2+﹙2÷2﹚] ×3.05=336g/层立柱
支承管:﹙13-3.5﹚π×3.5×590=61599mm3=61.6cm3/条
61.6×2×3.05=376g/层支承管
托板:430×85×5=182750mm3=182.8cm3/片
182.8×3×3.05=1673g/层托板
合计窑具=立柱+支承管+托板
=336+376+1673=2385g
每片托板能托烧的产品3件6"盘各230 g,则每层产品重量为:
产品:230g×3件×3片=2070g/层产品
节能窑具的窑具与产品的重量比为:
窑具重量∶产品重量=2385g∶2070g=1.15∶1
4 窑具节能对比分析
从上述计算得知,目前在用的托烧方法窑具重量∶产品重量=4.18∶1,而节能窑具的窑具重量∶产品重量=1.15∶1。由此对比所知,同样1单位重量的产品,常规的托烧窑具重量是节能窑具重量的3.6倍,节能窑具与产品的重量和是常规窑具与产品的重量和的41.5%,节省了58.5%的重量。由于高温时碳化硅的比热容为0.962+1.46×10-4t kJ/kg℃,与陶瓷产品的比热容为0.836+2.6×10-4t kJ/kg℃相近。所以,当加热到产品烧成温度时,在同等重量下,窑具吸收的热量与产品吸收的热量相近。以隧道窑为例,按常规托烧方法计算,窑具及产品加热到烧成温度时,两项热耗相加约占总热耗的60%,若装载产品相同,采用节能窑具后,窑具及产品相加的重量节省了58.5%,则节省的热耗=60%×58.5%=35%。所以,采用节能窑具后,可实现窑具节能达35%。
5 结论
由于日用陶瓷产品高度小,装载层数多。目前采用的碳化硅栅板托烧,窑具重量与产品重量比多数在4倍以上,窑具在烧成中由于吸热浪费了大量的能源。采用反应烧结碳化硅的节能窑具,在同等装载情况下,窑具与产品的重量和可减少58.5%,使产品烧成中吸热量大大减少。按此比例计算,单位产品的烧成能耗可节省35%。所以,该技术在陶瓷行业中推广应用,对日用陶瓷生产节能降耗意义重大。
猜你喜欢
时代金融(2016年23期)2016-10-31
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科技视界(2016年20期)2016-09-29
