关于船舶建造质量控制的探讨
2015-03-26 05:18唐正明
中国科技纵横 2015年5期
唐正明
【摘 要】 由于船舶是大型的高价值的且有较高安全性要求的和活 动范围很大的产品,其质量水平直接影响到船东、托运的顾客、保险商、航行区域和社会各方的利益,因此各方都十分关注船舶的质量和质量检验的有效性。船舶的质量关系到船舶的使用寿命,船舶航行的安全。所以在船舶质量检验过程中要极为认真,以免一个小的失误造成一场重大的灾难。文中通过质量检验及时发现船舶建造过程中存在的问题,并进行整改,为船舶的建造质量以及后期的使用安全提供保障。
【关键词】 船舶建造 现状 问题 质量控制
1 船舶检验工作现状
1.1 船舶图纸设计与审批周期长
船舶的建造应根据图纸的设计,审批完成后才可以开始建造。因为船舶图纸设计团队设计能力各一,周期太长。部分船舶审图机构未组建专职审图队伍,未能及时审批图纸,从而影响了造船的时效性。为了追求经济效益在未取得图纸的情况下就擅自开工建造,从而引发建造与检验之间的矛盾。
1.2 船的时效性、经济性倒逼
主要体现在三个方面,一是船舶所有人的刚性需求,例如自身发展的需要,旧船舶更新;二是在市场经济的影响,船舶建造过程中钢材、船舶设备会受市场经济的影响产生波动;三是一定时期航运业的稳步发展,货运价格持续走高;从而形成倒逼的潜力。
在市场经济形势下,追究经济效益最大化是每个企业追求目标。为了生存发展,为了获取更大经济效益,有些船厂质检人员配额不足,甚至未聘质检人员;有时迫于船舶所有人的压力,对船舶建造质量把关不严或者不把关。
在市场经济条件下,追求经济效益的最大化是每个企业追求的目标。为了生存和发展,为了获得更大的经济效益,一些船厂质检人员配额不足,甚至不雇用的质量检验人员;有时船舶所有人所带来的压力,导致质量控制不严。
1.3 原设计与经验性造船有偏差
在船舶建造中,会出现造船实际跟船舶图纸不符的现象,出现的原因一是因为船舶所有人的生产经营经验所造成的,二是在建造过程中施工方出现的误差。在这种情况下,解决的办法是只需修改原设计图纸或整改的船舶,导致工期延长,对船舶所有人的经济影响比较大。
1.4 船舶建造厂自身生存压力大
2001年入世之后,中国造船行业产能迅速扩大,并在2008年超过日韩成为世界第一造船大国。但是近年来由于产能过剩以及航运业衰退的影响,我国造船业订单下降而且订单预付款比例下调,主流船型的单价也出现了下滑现象,造船企业压力剧增并导致自身生存困难。
2 船舶建造前的检查工作
船舶建造的相关检验技术规程中规定船舶建造在开工前需要进行检查。开工前检查时船舶建造质量检验控制中的重要环节。开工前检查时保证船舶建造项目能够顺利实施的基础条件。
2.1 责任主体
船舶检验机构是船舶建造项目开工前检查工作的责任主体,其应该组织成立专门的检差小组,对船舶开工前的各个环节进行统一检查。
2.2 检查内容
船舶建造项目开工前的检查工作主要包括了对造船厂各项硬件设备、软件的检查以及造船材料的核对工作。
(1)硬件检查。主要是对造船厂的场地设施进行检查核对,并对起重、焊接、加工、试验等设备以及船体原材料质量进行检查。
(2)软件检查。软件检查主要包括对造船厂的各项技术规范管理制度以及各项生产工艺的检查,同时,应要求造船厂根据《船舶建造检验规程》和《国内航行海船法定检验技术规则》中的相关规定将设计图纸送审,并根据审批结果进行具体处理,如果审批不合格,则要求设计人员根据规范对图纸中的内容进行修订,在修订结束后,再次送审,直到通过为止。同时对人员的专业能力进行检查并对《船舶建造检验项目表》进行检查和确认。
2.3 检查中应该重点关注的问题及控制措施
船舶建造项目开工前的检查工作重点应该放在对船台的检查上,以确保该造船厂的船台陆地耐压部分的长度、宽度及耐压强度与即将建造船舶的长度、宽度及空船重量相适应。同时检查船台的下沉测量记录,以保证船舶建造过程中不会因为船台受压变形而受到影响。还要检查坞墩的高度,确保船底与地面的净空在0.8m 以上。
在软件检查方面的重点是对焊接工艺的检查。船舶建造所采用的焊接工艺,需按照海事局所认可的规范进行制定,并提交船舶检验机构进行审批。验船师根据铺砖的焊接工艺计划进行试验,并对试验结果进行审查,以确认所制定的焊接工艺是否适用于即将开始的船舶建造工作。
2.4 对检查结果的审核
在开工前检查项目结束后,应该对检查的内容进行综合评定,确定符合要求后,才能统一船舶建造项目开工;如果发现其中的部分工作还存在问题,应要求造船厂进行及时整改,并根据问题情况限定整改的期限,在确定问题有效解决之后才能统一船舶建造项目开工。
3 船舶建造现场的检验工作
由于目前我国大部分地区的验船师数量严重不足,如果对造船过程中的各个环节进行逐一检验面临着较大的困难,因此,可以结合相关法律法规及《船舶建造检验项目表》将下列内容作为现场检验工作的重点。
3.1 船舶焊接质量的检查和控制
现代船舶通各个部件之间由焊接实现连接,焊接的质量和强度会对船体结构的致密性和有效强度产生直接影响。为了保证船舶的建造质量,在船舶建造过程中,对船舶焊接质量的检验至关重要。
(1)焊缝形状及尺寸不符合要求。船舶的焊缝应该沿长度方向宽窄整齐,焊缝的表面保持平整且焊缝内部不能出现孔洞等影响焊缝性能的情况。目前,在船舶结构的焊接过程中,焊缝常常会出现表面不平整、内部存在孔洞、不丰满等问题,这主要是由于焊件坡口角度不对、装配间隙不均以及焊接电流不适宜等原因所造成的。为了避免焊缝形状及尺寸不符合要求的情况发生,焊接人员在进行焊接作业时,应该选择合理的坡口角度以及均匀的装配间隙并保持正确的运条角度匀速运条。焊接的速度计焊条角度应该根据装配间隙的变化进行不断的调整,并注意焊接工艺参数的合理选择,从而保证形成均匀一致的焊缝。endprint
(2)角焊缝高度不够。船体在装配焊接的过程中,由于其本身结构的限制,会存在大量的角焊缝。角焊缝的高度如果不够,就会导致焊缝的有效工作截面积减少,焊接接头处的强度达不到要求,焊缝在受到较大的外力作用时,就可能出现损坏,导致船舶局部发生变形,从而影响船舶的使用安全。针对角焊缝高度不够的问题。船舶建造现场的监督人员利用工具对高度不够的角焊缝进行逐条检查,并重点检查关键部位,以确保焊缝的有效工作截面积能够满足强度要求。
(3)焊缝内部质量检验。焊缝内部质量检验应在焊缝焊接规格尺寸与表面质量检验所发现的缺陷修补完工,并复检合格后进行。焊缝的内部质量可采用射线、超声波、渗透、磁粉等探伤或其他适当方法进行检验。
3.2 建造精度的控制
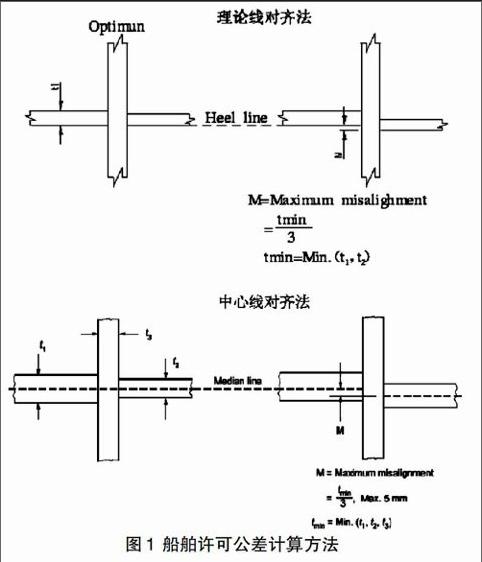
(1)许可公差的计算。船舶的许可公差通常可以利用理论线对齐法和中显现对齐法两种方式进行计算。而中心线对齐法可能会涉及到无法直接使用的问题,此时可以将其转换成理论线对齐法进行设计和检验。(如图1所示)
(2)制定一份用于建造过程中关键点建造精度监控的图纸。图中应该包括各个关键节点的位置、结合形式、许可公差值等。在进行实际监测的过程中,以理论线检验法及样板检验法进行检验。通常以中心线对齐的节点均采用样板法进行检验,而已理论线对齐的节点则采用理论线检验法。
(3)在检验结束后,要对检验过程中所发现的问题进行深入分析,并及时制定解决方案。如果检验过程中发现节点的理论线或者中心线的偏差值超过允许偏差值,则需要及时根据图纸对施工工艺进行改进。
3.3 做好现场检验结果的处理工作
在完成船舶建造现场的检验工作后,应结合相关要求以及检验的具体结果,对造船厂进行一定的惩罚。如果其中不合格的项目较多,应要求造船厂立即停工并进行全面的整改,如果其中只要较少项目不合格,且对船舶整体结构的影响不大,可以要求造船厂及时整改并继续施工。同时,要求验船师扩大对现场项目的检验范围,以保证船舶的整体建造质量。
3.4 船舶建造工作结束后的跟踪检查
在船舶建造工作结束后,船舶质量检验机构应该对完工的船舶进行综合质量评估,及时获取船舶检验过程中所发现的缺陷,并对这些缺陷进行分析,以做好各种缺陷的处理工作。船舶检验机构在发现缺陷后,应要求造船厂进行及时整改,并在整改之后进行二次检查,以保证船舶整体质量能够满足实际使用需求。
4 结语
由于船舶本身结构特点以及使用需求,对各个建造环节的质量要求较高,如何通过检验工作来提高各个建造环节的质量是当前所面临的主要问题。在实际船舶建造过程中应该严格按造设计要求及相关规范进行操作。同时通过质量检验及时发现其中存在的问题,并进行整改,为船舶的建造质量以及后期的使用安全提供保障。endprint