
7m推焦车控制系统介绍
2015-03-20 12:42杨晨
机械管理开发 2015年9期
杨 晨
(太原重工技术中心焦化所,山西 太原 030024)
引言
青钢总包项目是太重焦化的首套总包项目,对于做传统焦炉机械设备而言,总包项目是新的挑战、新的机遇、新的发展。焦炉机械设备一直体现着太重机械制造的先进水平,7m顶装焦炉工艺先进,这就要求焦炉机械设备要更先进,电气控制水平更先进。下面以推焦车为例简单介绍设备的电气控制系统。
1 电气系统组成
1.1 系统通讯网络
推焦车电气系统以以太网为主要网络,DP网络为数据采集网络,将CPU、变频器、工控机、现场操作箱、编码器、位移传感器等连接起来进行通讯。整个网络以PLC的CPU为中心,CPU是整个控制系统的核心及中心,负责所有信号的处理、逻辑运算及执行指令的输出,因此对CPU处理能力的要求增高,性能增强,我们选用了先进的AB公司1769系列CPU作为核心,网络示意图如图1所示。
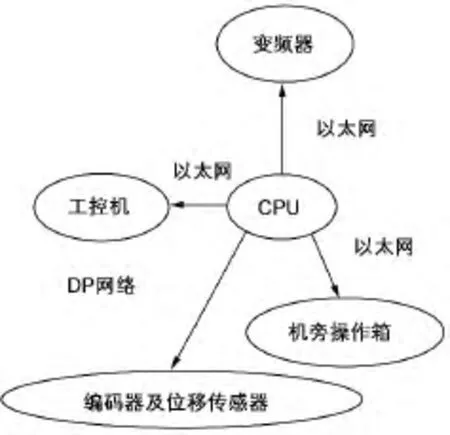
图1 网络示意图
1.2 以太网
推焦车电气系统以太网采用环网链路,优点是:整条网路中如果其中一点由于网线脱落或者其他原因造成线路断掉,环网可以保证所有设备的正常通讯;故障可以发出掉网信号,指示提醒操作员在不影响设备正常运行的情况下,及时处理故障,保证了设备的正常运行。环网网络示意图如下页图2所示。
1.3 DP网络

图2 环网网络示意图
DP网络虽然不及以太网传输速度快,但是DP网络在工业领域应用多且成熟,以往我们焦化行业中应用较为普遍,因此负责数据传输的编码器及位移传感器采用DP网络的通讯方式;网络采用DP常见的串型连接,保证了数据传输的及时性、稳定性、准确性;推焦车上编码器与位移传感器通过AB DP模块,使用DP网络与CPU联系起来。
推焦、平煤机构上采用编码器控制,取门、小炉门开门机构上采用位移传感器,编码器、位移传感器优点如下:
1)可在工控机上数字及动画显示行程;提供给操作员与实际相同且直观的操作环境,保证了操作员操作的直观性。
2)所显示行程的精度高且准确,精度可达5μm;高精度保证了机构运行的稳定性、可靠性、可控性。
3)在整个机构行程上的任意位置,可做限位使用,且不受数量限制,保证机构的安全可靠性。
2 PLC组成
推焦车PLC选用AB 1769系列PLC,分布在PLC柜内的主站由CPU模块、电源模块、数字量输入输出模块、模拟量输入输出模块、DP通讯模块组成;机旁分站选用1734网络模块,数字量输入输出模块组成。整个PLC以CPU为核心连接主站及分站所有模块进行数据传输交换,网络采用以太网通讯,保证了数据传输的及时性、稳定性。
3 HMI人机界面
推焦车采用了双工控机双机热备设计方案,保证人机操作界面(HMI)工控机的正常运行;界面编程软件使用AB的FactoryTalk View Site E-dition软件,SE是专为自动化过程或机器监视以及管理控制而设计的,可对工控机界面进行画面程序编写,SE功能强大,完全满足设备的需要。
1)HMI操作界面按照机构分类,操作方便直观;即将各个机构动作分别设置在各个机构单元内,使得操作界面清晰明了。例如取门的所有动作,包括操作模式、操作方式的选择、取门机构各个动作的操作按钮指令,均在取门界面内,便于司机操作方便。图3所示为HMI画面结构组成。

图3 HMI画面结构组成
2)可做动态画面演示:例如推焦杆、平煤杆配合编码器使用,可做动态行程显示,大大增强了HMI人机界面的简单操作性,给司机提供与实际动作更为直观的操作感觉,使工控机上的行程数值显示与动画行程结合起来,更为直观地显示了推焦杆、平煤杆的实际动作。
3)单独的报警界面:采用SE中HMI标签报警,可及时地将报警信息反映到操作画面中,让操作员及时发现故障,及时处理故障。
4 控制方式
4.1 机旁操作方式
用于紧急状态下对机构的操作。设备上设置机旁操作箱,作用是在紧急状态下,可在机旁操作,人为观察机构的动作,以保证有操作员观察紧急状态下机构的动作要求,以免由于联锁故障等引起动作不允许执行的情况,保证设备的可运行要求,避免损坏设备。
4.2 HMI操作方式
用于操作员在司机室的正常操作,此方式又分4种操作方式(如图4)。
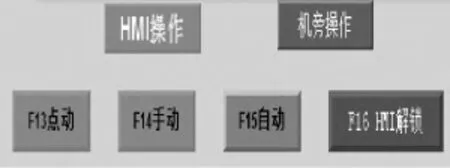
图4 操作模式及方式HMI界面图
1)点动操作方式:即只有持续按下操作按钮指令,机构才动作,此方式下机构带有联锁及到位限位,适用于正常微调机构动作。
2)手动操作方式:即一键操作本机构完成到位动作,此方式下机构带有联锁及到位限位,适用于正常的单机构单动作。
3)自动操作方式:即单元自动,一键操作即可取门、关门、开小炉门、关小炉门等。
4)解锁模式:如在一些限位信号不到位、联锁条件突然丢失等的特殊情况下,为方便司机在司机室迅速恢复机构的正常状态,设置了解锁模式,先将机构恢复正常状态后再进行检修、故障处理。
5 其他数据传输及控制方式
1)设备上有许多模拟量信号,均为4~20mA输入信号,通过PLC模拟量输入模块的数据转换,将抽象的不可捉摸的电流信号转化为可读的,与实际情况接近的可读数值反映在工控机上,便于司机对设备状态变化的实时监控。例如压力、温度等信号。
2)推焦车上还有4~20mA的比例阀控制:比例阀速度可调,对于长行程的取门机构来说,控制速度,大大节约了取门时间,同时也保证了设备运行的稳定性,减小了因速度快而引起的机械冲击力;这对于保证机械结构的稳定性来说是非常必要的。
6 结语
此套焦炉机械设备配合先进的7m顶装焦炉使用,设备的机械、液压水平也较为先进,为保证设备的安全稳定运行,采用了先进的电气控制技术,从而满足设备的正常需求。
猜你喜欢
军事文摘(2022年13期)2022-08-27
山东冶金(2022年3期)2022-07-19
铁道通信信号(2020年12期)2020-03-29
当代旅游(2019年3期)2019-09-19
制造技术与机床(2018年11期)2018-11-23
自动化学报(2017年11期)2017-04-04
当代化工研究(2016年9期)2016-03-20
党员电教与远程教育(2016年3期)2016-03-19
新疆钢铁(2016年3期)2016-02-28
山东冶金(2015年5期)2015-12-10
