
水电厂发电机定子线棒端部绝缘盒缺陷分析处理
2015-03-16 03:20:07闫迎郝剑波
湖南电力 2015年5期
闫迎,郝剑波
(国网湖南省电力公司电力科学研究院,湖南长沙410007)
水电厂发电机定子线棒端部绝缘盒缺陷分析处理
Analysis and treatment of insulation cells defects of stator terminals for hydraulic generators
闫迎,郝剑波
(国网湖南省电力公司电力科学研究院,湖南长沙410007)
针对湖南省内水电厂发电机定子端部绝缘盒缺陷频发的现状,推荐一种利用表面电位检查线棒端部绝缘的方法,并对引发绝缘盒缺陷的原因进行介绍,给出缺陷处理方法。
绝缘盒;端部缺陷;分析处理
绝缘盒作为水电厂发电机定子绕组鼻端接头部位最重要的绝缘结构,在机组带电后起着防电晕、电腐蚀及瞬态短路的作用〔1〕。近年来湖南省内水电厂在机组检修过程中连续发现多起发电机端部绝缘盒缺陷故障,这些缺陷虽未造成机组运行事故,但已威胁机组稳定运行。因此评估绝缘盒的绝缘状态,了解缺陷产生原因,选择最佳处理手段,对避免类似问题的发生,显得尤为重要。
1 缺陷类型
2011年以来湖南省内出现的多起水电厂发电机端部绝缘盒缺陷,按照类型划分,主要分为3种:
1)绝缘盒内填充物外溢。绝缘盒端口处的封口腻子大都存在一定程度的软化,盒内的绝缘胶等填充物自盒口溢出,堆积于盒子边沿等处,对绝缘盒表面造成侵蚀。
2)绝缘盒表面开裂。绝缘盒表面出现大量裂纹,裂纹长度和深度各异,严重者裂纹贯穿整个盒子表面,甚至透入盒内绝缘胶体,外部灰渍、潮气等杂质穿过裂纹进入盒子内部。
3)绝缘盒内部空鼓。绝缘盒内部绝缘胶体的填充量明显不足,局部部位少胶或者无胶,轻敲盒子表面常伴有空洞的回声。
2 缺陷诊断
长期以来,湖南各水电厂对发电机绝缘盒的检查主要采用外观检查方式,辅以清灰除尘等简单工作,只能发现一些明显故障,而对于盒内填充物变质或量少等隐患问题效果甚微,电厂也缺乏相应的技术诊断方法。
基于发电机定子绕组端部绝缘结构的特殊性,常规的定子绕组交、直流耐压等试验方法在进行端部绝缘检查时具有一定的局限性,因此这里推荐采用绝缘盒表面电位法〔2〕。
绝缘盒表面电位法利用定子三相绕组同时施加额定直流电压后绝缘盒表面的电位高低来判断定子端部接头部位的绝缘性能。试验前端部各绝缘盒用厚度约为0.01 mm的锡箔纸包裹。具体测量原理如图1所示。
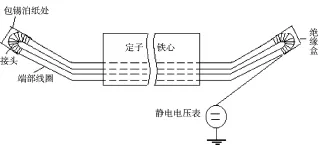
图1 绝缘盒表面电位测量原理图
在表面电位法应用过程中,会有2种结果:
1)绝缘盒表面电位较低,一般不超过1 000 V,这类绝缘盒可判断绝缘无缺陷。
2)绝缘盒表面电位较高,一般不低于1 000 V。若盒子表面存在裂缝,裂缝处还常伴有放电或电晕。这类绝缘盒存在严重缺陷,已无法满足正常应用。具体缺陷特征还需根据盒内填充物的厚度、饱满度、气泡数量等多方面因素综合考虑。
3 缺陷原因分析
3.1 制造质量问题
当绝缘盒在制造上采用较差的材料或者不合格的生产工艺,在定子线棒端部剧烈振动、盒内填充物受热膨胀、外部应力作用等因素影响下,盒子极易破碎或开裂〔3〕。这类绝缘盒大多采用绝缘粉末加补强材料压塑而成,盒面呈蜂窝状,抗老化能力较差,电绝缘强度和硬度较低。
3.2 安装工艺或施工工序不合理
目前国内各发电机生产厂家和国家规程标准对水轮发电机定子线棒端部绝缘盒的安装工艺和质量控制点都有严格规定〔4〕,如:
1)组成盒内填充物的各材料成分的性能和配比关系要符合厂家设计规程,避免各成分之间反应不充分导致填充物无法固化。
2)绝缘盒安装前要对线棒鼻端接头进行打磨,消除各种毛刺和尖端放电,同时测量各接头回路电阻,确定接头无脱焊、松焊等隐患。
3)盒内填充物在浇灌过程中要排尽盒内空气,确保浇灌饱满,盒内无贯穿性气孔和裂纹。
4)盒内填充物尽可能采用分段浇灌,每次浇灌前要确认盒内填充物已干燥凝固。全部浇灌结束后填充物若有收缩下沉,要及时补灌。
部分水电厂发电机端部绝缘盒流胶、盒内局部少胶、填充物贯穿或内含气泡等症状都反应出绝缘盒在安装期间施工工艺存在问题,这也成为发电机绝缘盒故障的首要原因。
3.3 发电机定子绕组上下层线棒接头错位严重
水轮发电机定子线棒在嵌线时端部错位允许程度有明确限制,最大不准超过5 mm。当错位较为严重时,端部接头与绝缘盒前、后、左、右间隙无法调节均匀,导致盒内填充物厚度不均,尤其在间隙较小部位填充物厚度不足或无填充物,在振动挤压、冷热变化等因素影响下这些部位最易损坏或开裂而丧失绝缘性能。
3.4 机组运行环境的影响
发电机机坑内空气湿度一般比较大,温度波动比较明显,机组轴承密封等位置常伴有漏油或甩油故障,油水混合成为雾气附着在定子端部,加快端部绝缘老化和损坏速度。
4 缺陷处理及维护建议
为提高定子线棒的绝缘强度,最大限度地延长机组使用寿命,根据水电机组的绝缘特点,对缺陷绝缘盒的处理提出2种解决方案〔5〕。
1)方案1:对流胶、空鼓、放电等缺陷类绝缘盒淘旧换新,对无缺陷者不做处理。
该种方案工序简单,耗时较短,但对于未做任何处理绝缘盒,无法排除线棒端部绝缘在后续运行中继续劣化的可能。当定子端部只有少数绝缘盒存在异常时,可采用该种处理方案,同时加强对端部的定期检查,掌握绝缘盒状态情况。
2)方案2:将线棒端部所有绝缘盒全部更换。
该方案对所有端部绝缘盒进行更换,相应的处理流程复杂,工序多,耗时长,但当端部绝缘缺陷属于因设计制造等原因造成的家族性缺陷时,该方案尤其适用。
另外,在绝缘盒更换检修过程中要注意把控工艺质量,尤其是在填充物配制和灌注等环节,现场人员的技术水平、工作经验等差距较大,人为原因造成的误差概率比较高,现场工艺难以控制。因此,尽量避免因外在因素对定子绝缘性能所造成的影响,必要时精简现场施工工艺。
对于尚未开展缺陷治理的故障机组,要建立完善的事故预防措施,加强对机组的日常管理与监护,确保各类电气保护正确投入,定期对空气冷却系统进行清洁,杜绝各类轴承漏油或管路漏水故障,保证线棒端部清洁和干燥。同时推广应用在线监测和诊断技术,实现对机组定子绕组绝缘监测、端部振动监测、发电机漏油漏水监测,实时掌握机组的运行状态,保证发电机安全可靠运行。
5 结论
因绝缘盒制造质量、安装工艺等多种原因造成的水电厂发电机定子端部绝缘缺陷,已严重危及到水电机组设备的安全运行。因此建议电厂方面在机组检修过程中通过开展定子端部表面电位试验对端部绝缘进行隐患排查,同时针对具体缺陷类型选择合适的消缺方法,另外在处理过程中加强对检修方案和施工工艺的监督和管理,严格执行各项检修措施及运行规程,使有缺陷的绝缘盒得到彻底的处理,从而保证设备的可靠运行。
〔1〕谢志辉,梁智明,等.发电机定子并头绝缘技术探讨 〔J〕.东方电机,2013(4):4-6.
〔2〕林建坤.电位外移测量法在检测定子绕组绝缘时的优点 〔J〕.小水电,2010(6):25-27.
〔3〕安宝山,陶永亮.基于电绝缘性能要求绝缘盒材料的优化选择 〔J〕.工程塑料应用,2012,40(9):79-82.
〔4〕中华人民共和国国家质量监督检验检疫总局.GB/T 8564—2003水轮发电机组安装技术规范 〔S〕.北京:中国标准出版社,2003.
〔5〕李效仁.水轮发电机定子端部绝缘问题处理 〔J〕.水电站机电技术,2001(3):8-9.
TM85
B
1008-0198(2015)05-0046-02
10.3969/j.issn.1008-0198.2015.05.013
闫迎(1985),男,工程师,主要从事高电压试验和研究工作。
2015-02-05 改回日期:2015-04-10
猜你喜欢
阅读(科学探秘)(2023年10期)2023-11-18 18:30:09
水电与抽水蓄能(2022年3期)2022-07-17 12:29:52
科学家(2022年3期)2022-04-11 21:36:53
作文大王·低年级(2021年9期)2021-09-10 10:41:56
铁道通信信号(2018年8期)2018-11-10 05:15:48
纺织科学研究(2017年4期)2017-05-17 04:00:09
河南科技(2015年15期)2015-03-11 16:25:47
红领巾·探索(2014年6期)2015-03-11 04:02:16
大电机技术(2015年5期)2015-02-27 08:22:30
恋爱婚姻家庭·养生版(2013年9期)2013-05-14 17:38:12
