降低YP11型装封箱机用回收箱时停机频率的措施分析
2015-03-14 06:48:20伍广浩
机电信息 2015年15期
伍广浩
(广东中烟工业有限责任公司湛江卷烟厂,广东 湛江524033)
0 引言
2014年1月,湛江卷烟厂正式启动卷烟包装箱循环利用工作。由于湛江卷烟厂的YP11型装封箱机设计上的不足,设备本身不具备卷烟包装箱机械回用功能,并且用过的烟箱存在变形、折叠盖变软等现象,导致YP11型装封箱机容易发生阻塞、烟条破损等问题,从而造成其停机频数大、烟箱烟条损坏多,严重影响到卷接包车间正常生产的能耗、物耗指标以及成品质量。
1 原因分析
YP11进料过程中,要求烟箱下折盖下垂值小于15mm,这样进料过程中才不会发生碰撞。我们随机抽取回收箱30个进行烟箱下折盖自然下垂值测量,结果显示:折叠盖下垂值有3个超过15mm,低于支撑轨倒角高度,进料中折盖与扩口处支撑轨有碰撞。
YP11料斗中,要求堆垛烟箱中部到地面距离高于805mm,否则可能导致进料阻塞。我们测量回收烟箱在料斗堆垛不同数量时其中部到地面的距离,结果显示:若料斗加料超过40个烟箱中部到地面距离就会小于805mm,这就要求操作人员加料不能超过40个,从而使得操作人员加料频繁,工作量增加。
YP11进料推手推凹烟箱的凹陷深度要求小于5mm。我们通过推箱测试,测量烟箱推位处凹陷深度,结果显示:进料推手设计窄,烟箱推位处凹陷值>5mm,导致进料不到位,造成烟箱整形错位。
此外,通过现场观察发现回收烟箱折盖折痕处纸质变软,成型后折叠盖会受重力下垂(图1),箱底部侧折受到下垂的上折盖阻塞,造成烟箱错位(图2);箱前部上折盖受重力下垂(图3),导致下垂的上折盖阻挡烟条入箱,造成撞箱(图4)。
图1 折叠盖受重力下垂示意图

图2 纸箱错位

图3 箱前部上折盖受重力下垂

图4 下垂的上折盖阻挡烟条入箱,导致撞箱
2 制订措施
从上面的分析我们可以知道,YP11型装封箱机容易发生阻塞、烟条破损等问题主要是进料中下折盖下垂后碰撞、料斗中物料下坠面高度低、进料推手推箱凹陷深、上折盖下垂阻挡侧折等原因造成的,为解决这些问题,结合企业的实际情况,我们制订了以下改进措施:(1)改造下吸臂,加装支撑架;(2)在料斗中间加装一块支撑钢板;(3)改造推手,扩宽推手推位;(4)改造上吸臂、上折板和预折扶边。
3 措施实施及效果检查
(1)在下吸臂靠卸料方向增加一个支撑架,支撑架的角度是从自动进料到扩口方向慢慢向上的弧度,目的是支撑烟箱下垂的折叠盖,避免碰撞扩口处支撑轨,致使进箱跳动,造成烟箱整形错位,发生故障停机。
(2)在进料斗中间加装一块支撑钢板,固定在进料推手滑块导杆的前后支撑架上,宽度=左右推手之间距离-1cm,拆除原来出料口的支承块。
(3)将左右进料推手推板扩宽到与推手宽度一致,增大与烟箱的接触受力面积,降低烟箱的压强,从而减少烟箱受力处的凹陷深度。
(4)改造上吸臂、上折板和预折扶边步骤如下:1)拆除进料斗侧的上折板,缩短上折板支柱,通过延长预折扶边来替代上折板功能;2)改造上吸臂,在料斗侧的上折板处增加一组吸盘;3)改造扩口处上折板,在板上开孔安装2个吸杯;4)新增加一个电磁阀(型号:LVILZM4DC24V5/2MIH-5-1/4-S-B)控制上折板上两吸杯正负压空气的转换;5)编写程序控制电磁阀工作。
所有改进措施实施后,通过工控机数据采集,统计了当月份装封箱机用回收箱的停机次数(机台用新烟箱时不统计,打/),如表1所示。
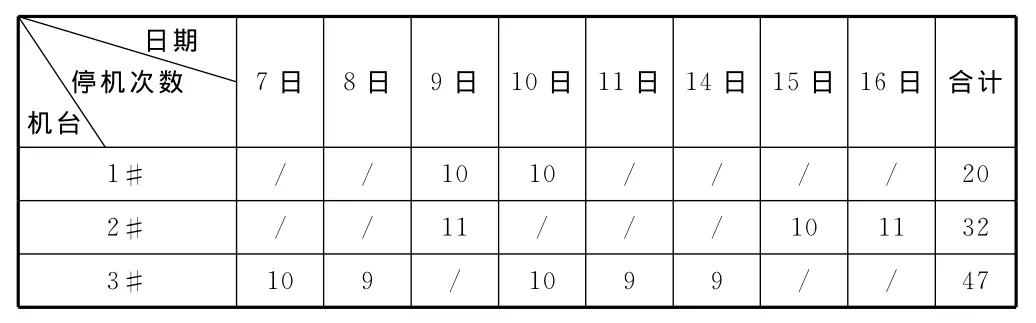
表1 当月装封箱机用回收箱的停机次数
在当月3台YP11型装封箱机共用回收箱10天,共停机99次,日均停机9.9次,对比原来用回收箱时故障停机频次40次/天,降低了30.1次/天,提高了YP11型装封箱机对回收烟箱的适应能力,有效降低了YP11型装封箱机用回收烟箱的停机频次,提高了YP11型装封箱机工作效率。
4 结语
通过改造下吸臂、加装支撑架,扩宽推手推位,改造上吸臂、上折板和预折扶边等一系列措施,提高了YP11型装封箱机对回收烟箱的适应能力,提高了YP11型装封箱机工作效率。运行结果表明,改造后成功解决了卷烟包装箱容易发生阻塞、烟条破损等问题,有效降低了YP11型装封箱机用回收箱的停机频次,取得了良好的效果。
[1]颐中(青岛)烟草机械有限公司.YP11型装封箱机使用说明书[Z].
[2]颐中(青岛)烟草机械有限公司.YP11型装封箱机零部件手册[Z].
[3]颐中(青岛)烟草机械有限公司.YP11型装封箱机电气原理图[Z].
猜你喜欢
湛江文学(2023年8期)2023-09-27 07:40:12
湛江文学(2023年5期)2023-05-30 03:18:42
物流技术与应用(2022年11期)2022-12-01 08:20:22
黄河之声(2022年12期)2022-09-27 14:48:00
现代制造技术与装备(2022年5期)2022-07-22 08:00:46
橡塑技术与装备(2022年1期)2022-01-20 08:41:00
建材发展导向(2021年14期)2021-08-23 00:56:56
科学与信息化(2020年36期)2020-01-04 19:01:41
橡塑技术与装备(2018年18期)2018-09-22 08:05:12
设备管理与维修(2017年10期)2018-01-03 06:19:25