
低温等离子体技术应用在固体推进剂包覆领域的探索研究
2015-03-13 02:54董宾宾郭效德杨雪芹苗彩琴王光宇李凤生
固体火箭技术 2015年3期
董宾宾,郭效德,杨雪芹,苗彩琴,王光宇,李凤生
(1.南京理工大学 国家特种超细粉体工程技术研究中心,南京 210094;2.山西北方兴安化学工业有限公司,太原 030008)
低温等离子体技术应用在固体推进剂包覆领域的探索研究
董宾宾1,郭效德1,杨雪芹2,苗彩琴2,王光宇1,李凤生1
(1.南京理工大学 国家特种超细粉体工程技术研究中心,南京 210094;2.山西北方兴安化学工业有限公司,太原 030008)
运用RFD-200型射频单电极低温等离子体表面处理机处理橡胶包覆层和推进剂药片(药柱),采用扫描电子显微镜(SEM)、X射线光电子能谱仪(XPS)、傅立叶变换红外光谱仪(FT-IR)、热重(TG)和差式扫描量热法(DSC)分别对橡胶包覆层和推进剂药片(药柱)的表面、组成和热分解性能进行表征;采用万能材料测试机对橡胶包覆层和推进剂药片(药柱)之间的粘结性能进行测试。实验表明,用设备处理后不会影响推进剂和橡胶包覆层本来的性质,但其表面形貌变得较粗糙,使处理后片状样品之间的剥离拉伸强度和最大力分别提高了40%和37.6%,柱状样品的剥离最大力提高了74.4%,残留有效长度大幅增加。因此,处理后样品的粘结强度能够达到传统手工打磨工艺的水平。
低温等离子体;固体推进剂;橡胶包覆层;粘结强度
0 引言
固体发动机装药中,推进剂与包覆层界面之间的粘结性能的好坏非常重要[1-3]。近年来,为了改善和提高包覆层的各项性能,研究人员在不断探索研究新的包覆材料的同时,也对包覆工艺、包覆处理技术进行了大量研究[4-6]。但传统的包覆工艺技术中,在进行包覆前,都需要对推进剂装药或包覆层表面进行清洁处理或表面改性处理,以提高推进剂装药与包覆层的粘结性能[7]。传统手工打磨推进剂和包覆层表面的方法存在很多问题,如手工操作多、清洁不均匀、表面处理质量差、清洗溶剂污染等。所以,引进新的技术替代这种传统工艺显得尤为迫切。
低温等离子体技术对高分子材料表面的改性效果就非常优异[8-12],这种方法与传统的打磨方法相比,具有成本低、无废弃物、无污染等显著优点,同时可得到传统的化学方法难以达到的处理效果[13-15]。所以,把低温等离子体技术运用到固体推进剂包覆的领域具有可行性。
本文主要探索运用低温等离子体技术对推进剂和包覆层材料表面进行处理后,对材料的表面形态和性质进行了检测;再借鉴传统工艺把包覆层和推进剂粘接在一起[16],用万能材料测试机分别对片状样品和柱状样品的粘结强度进行测试,然后与传统手工打磨进行比较。
1 实验
1.1 材料和仪器
材料:三元乙丙橡胶包覆层、AB组分聚氨酯粘结剂、改性双基推进剂药片(药柱),山西北方兴安化学工业有限公司;无水乙醇、丙酮溶液,国药集团化学试剂有限公司;去离子水。
仪器:南京苏曼电子有限公司生产的RFD-200型射频单电极低温等离子体表面处理机;日本JEOL公司生产的JSM-6380LV型扫描电子显微镜(SEM);日美纳米表面分析仪器公司生产的PHI QuanteraⅡ型X射线光电子能谱仪(XPS);赛默飞世尔公司成产的Nicolet IS-10型傅立叶变换红外光谱仪 (FT-IR);美国TA公司生产的STDQ600型同步热分析仪;深圳三思材料检测有限公司CMT4254型微机控制电子万能试验机。
1.2 测试方法
片状样品粘结强度测试:按照国标(GB-T2790—1995)胶粘剂180°剥离强度试验方法(挠性材料对刚性材料),测试条件为刚性材料210 mm×25 mm×8 mm;挠性材料360 mm×25 mm×3 mm。
柱状样品粘结强度测试:柱状环形剥离强度测试,试样规格为橡胶套内径42 mm,套筒长度25 mm;推进剂药柱外径40 mm,长度25 mm。
1.3 样品制备
1.3.1 材料的表面处理
酒店裙房热水补水来自地下室裙房变频给水设备,整个裙房热水系统为闭式系统。根据水规的要求,日用热水量大于30m3的热水系统应设置压力膨胀罐。压力膨胀罐的选型可按式(1)计算:
三元乙丙橡胶包覆层:(1)参照国标(GB-T2790—1995)对片状橡胶包覆层进行剪切,规格25 mm×360 mm×3 mm;用无水乙醇和去离子水对材料表面进行清洁处理,干燥;设置低温等离子体表面处理机工作参数,设备功率50 kW,平移速度20mm/s,分别对材料处理次数3次、7次。(2)柱状套筒内径42 mm,长度25 mm,用无水乙醇和去离子水对套筒里面表面进行清洁处理,干燥;设置低温等离子体表面处理机工作参数,设备功率30 kW,平移旋转速度40 mm/s,对材料处理7次。
改性双基推进剂药片(药柱)的表面处理:(1)参照国标(GB-T2790—1995)对推进剂药片进行切割,规格25 mm×210 mm×6 mm(为防止药片断裂,把药片粘在同样规格、厚度为2 mm的铁片上);用无水乙醇和去离子水对药片的表面进行清洁处理,干燥;设置低温等离子体表面处理机工作参数,设备功率30 kW,平移速度60 mm/s,分别对药片处理次数6次、9次。(2)推进剂药柱外径40 mm,长度25 mm,用无水乙醇和去离子水对药柱的外表面进行清洁处理,干燥;设置低温等离子体表面处理机工作参数,设备功率20 kW,平移旋转速度70 mm/s,分别对药柱处理次数5次、8次。
传统的打磨工艺:片状样品和柱状样品规格同上,用无水乙醇和去离子水对材料表面进行清洁处理,干燥;用细砂纸对材料表面进行手工打磨处理,然后用丙酮试剂对材料表面进行清洗、干燥。
1.3.2 材料的粘接
片状样品:把AB组分聚氨酯粘结剂按A∶B=100∶16的比例均匀混合,然后快速把事先准备的样品分组粘结在一起,粘接面长度40 mm,宽度25 mm,粘结剂厚度不超过1.5 mm;把粘结在一起的样品加压固化48 h,固化完成后对样品进行测试。
柱状样品:把AB组分聚氨酯粘结剂按A∶B=100∶16的比例均匀混合,运用套管法把橡胶包覆层快速包覆在推进剂药柱上,把粘结在一起的样品加压固化48 h,固化完成后对样品进行测试。
2 结果与讨论
材料不变,设备参数不变,改变处理次数,运用SEM对样品表面进行表征(图1)发现,样品表面的形貌也发生了变化。通过图1可看出,运用低温等离子体表面处理机处理橡胶包覆层后,材料的表面粗糙程度发生了明显变化,且处理次数越多,材料的变化越明显。说明运用低温等离子体表面处理机对橡胶包覆层起到了微观刻蚀的作用,且处理的次数增多,会使材料的表面反复被刻蚀,使材料表面变得更加粗糙,增大了比表面积;如果使用粘结剂粘结在固体推进剂表面时,可能会增加它的粘结强度。
为检测设备处理后橡胶包覆层的力学性能有无发生恶性变化,用万能试验机对材料的力学性能进行了测试,见表1。通过表1可看出,处理前后材料的力学性能发生了很小变化,基本不会影响材料本来的优良力学性能。

(a)未处理 (b)处理3次
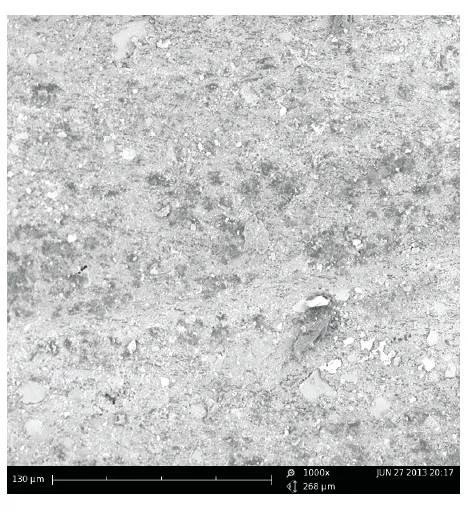
(c)处理7次

功率/kW处理遍数拉伸强度/MPa延伸率/%备注563.943.874.013.94493511537514处理后544.053.964.134.05521488504504处理后——4.254.26483483原样品
2.2 处理前后改性双基推进剂药片(药柱)表面形态和主要成分性能表征
前期先对低温等离子体表面处理机处理推进剂的安全性进行了测试。实验表明,运用该设备处理推进剂是安全的,可进行实验。对推进剂进行处理,用SEM对其表面进行表征,见图2。据图2可看出,运用设备处理后推进剂的表面形态发生了明显变化,与原材料相比,处理后表面的粗糙程度明显增大,凹凸区域较明显,比表面积增大,且处理次数增多,效果会变得更加明显。因此,如果涂上粘结剂,明显会增大粘结剂与推进剂表面的接触面积和粘结强度。所以,运用低温等离子表面处理机对推进剂表面进行处理,可明显提高它与粘结剂的粘结强度。

(a)未处理 (b)处理6次
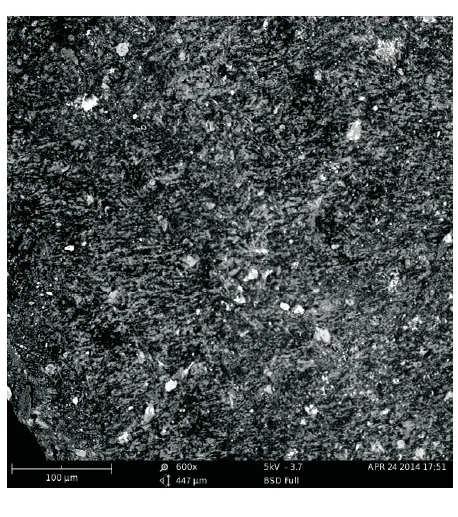
(c)处理9次
为验证处理后对推进剂本身的燃烧分解性能的影响,对改性双基推进剂的主要成分黑索今(RDX)进行了处理研究,用傅立叶变换红外光谱仪(FT-IR)、热重(TG)和差式扫描量热法(DSC),对其组成和热分解特性进行了测试[17],见图3。据图3可看出,处理前后RDX的红外谱图基本一致,主要特征峰基本相同,说明处理前后RDX的官能团没有发生变化,没有引进新的官能团和杂质。所以,用低温等离子体设备处理RDX后,不会改变原料的结构性质。
处理前后的TG、DTG曲线和DSC曲线见图4和图5。据图4和图5可看出,用设备处理前后,RDX的最大热失重温度改变不大,RDX的热分解峰温基本一样。所以,低温等离子体表面处理机对RDX热分解特性影响不大,不会改变RDX的本来特性,没有形成恶性变化。

(a)处理前

(b)处理后

(a)处理前

(b)处理后
2.3 不同处理方式的粘结强度对比
按照不同处理次数的橡胶包覆层和推进剂药片分别粘接在一起,采用万能材料测试机分别对几组不同处理方式的样品进行测试,见图6和表2。由表2和图6可看出,相对于未处理的样品,药片处理6次,橡胶包覆层分别处理3次和7次时,剥离拉伸强度分别提高了26.7%和33.3%,剥离最大力分别提高了25.6%和27.4%;相对于未处理的样品,橡胶包覆层处理7次,药片分别处理6次和9次时,剥离拉伸强度分别提高了33.3%和40.0%,剥离最大力分别提高了27.4%和37.6%。由上面的数据可看出,运用低温等离子体表面处理机处理橡胶包覆层和推进剂药片后,两者之间的粘结性能得到明显改善,且处理次数增多,剥离拉伸强度、最大力和持续性都会变好;对橡胶包覆层和推进剂药片分别处理7次和9次时,两者之间的粘结性能和传统的打磨工艺技术相当。

图5 处理前后的DSC曲线
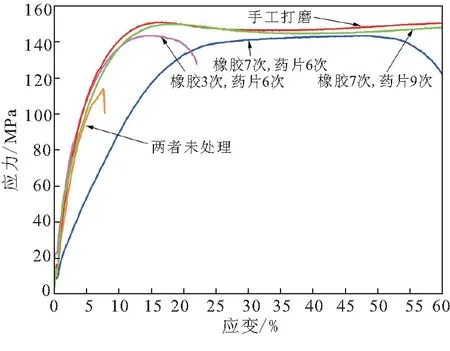
图6 不同处理方式的应力-应变曲线
为验证该技术在药柱上面的实用效果,用小药柱样品做了探索实验。按照不同处理方式的样品分别用剥离强度测试机进行测试,测试结果如表3所示。由表3可看出,相对于未处理的样品,橡胶套处理7次,药柱分别处理5次和8次时,剥离最大力分别提高了72.9%和74.4%,残留有效长度也大幅增加;橡胶套和药柱分别处理7次和8次时,两者之间的粘接性能和传统打磨工艺相当。

表2 不同处理方式的拉伸强度和最大力
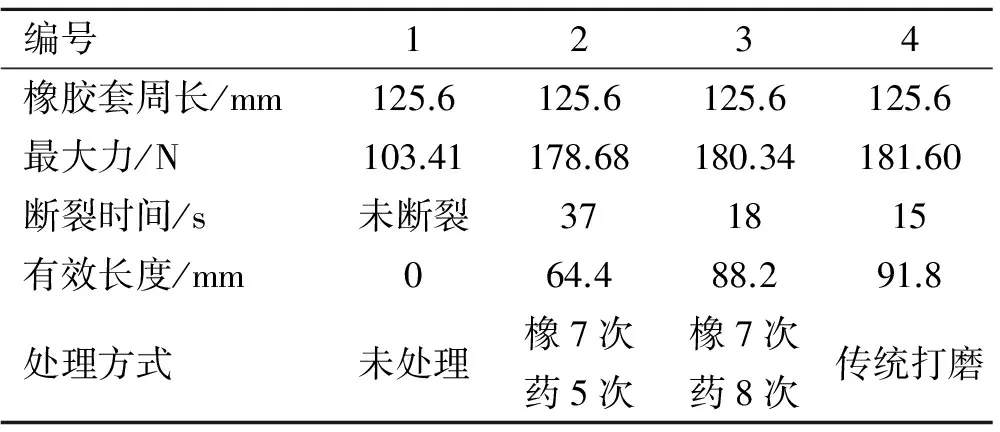
表3 不同处理方式的药柱环剥参数
3 结论
(1)运用低温等离子体表面处理机,可对三元乙丙橡胶包覆层和改性双基推进剂进行表面刻蚀改性,且处理次数增多,效果更好;同时,处理后基本不会影响橡胶和推进剂本身的分子组成、机械性能和热分解性能。
(2)对橡胶包覆层和推进剂药片用低温等离子体表面处理机处理后,两者之间的粘结性能得到明显改善;相对于未处理的样品,处理后样品之间的剥离拉伸强度和最大力分别提高了40%和37.6%,与传统手工打磨工艺相当。
(3)对橡胶包覆层和推进剂药柱用低温等离子体表面处理机处理后,两者之间的粘结性能也得到明显改善;和未处理样品的相比,处理后样品的剥离最大力提高了74.4%,残留有效长度也大幅增加,能达到传统手工打磨工艺水平。
[1] 蒙上阳,唐国金,雷勇军.固体发动机包覆层与推进剂界面脱粘裂纹稳定性分析[J].固体火箭技术,2004,27(1):46-49.
[2] 李瑞琦,姜兆华,王福平,等.推进剂与硅橡胶包覆层间粘结性能研究[J].材料科学与工艺,2003,11(3):265-267.
[3] 王吉贵,李东林,张艳,等.硅橡胶包覆层与双基系推进剂粘接性能的研究[J].火炸药学报,2000(4):55-57.
[4] 李东林,曹继平,王吉贵.不饱和聚酯包覆层的耐烧蚀性能[J].火炸药学报,2006,29(3):17-19.
[5] 高潮,甘孝贤,邱少君.环氧包覆材料的发展与现状[J].火炸药学报,2002(4):59-61.
[6] 吴淑新,姚逸伦,史爱娟,等.聚氨酯在固体推进剂包覆层中的应用[J].化学推进剂与高分子材料,2010,8(6):14-16.
[7] 詹惠安,郑邯勇,赵文忠,等.填料对推进剂用RTV-2硅橡胶包覆材料性能的影响[J].固体火箭技术,2010,33(4):463-466.
[8] 孟月东,钟少锋,熊新阳.低温等离子体技术应用研究进展[J].物理,2006,35(2):140-146.
[9] Molina R,Sole I,Vilchez A,et al.Surface functionalization of macroporous polymeric materials by treatment with air low temperature plasma[J].Journal of Nanoscience and Nanotechnology,2013,13(4):2819-2825.
[10] Norgaard A W,Vibenholt A,Clausen P A,et al.Study of ozone-initiated limonene reaction products by low temperature plasma ionization mass spectrometry[J].Journal of the American Society for Mass Spectrometry,2013,24(7):1090-1096.
[11] 王云英,孟江燕,王运平. 低温等离子处理对PTFE表面性能的影响[J].航空材料学报,2009,29(5):77-81.
[12] Nayak R R,Sukla L B,Mishra B K. Low temperature oxygen plasma assisted surface modification of raw silk fibre and their characterizations[J].International Journal of Plastics Technology,2013,17(1):1-9.
[13] 徐洁. 低温等离子体技术在塑料表面改性中的应用[J].塑料包装,2011,21(3):26-28.
[14] 王书忠,吴越,骆玉祥,等.超高分子量聚乙烯纤维的低温等离子处理[J].复合材料学报,2003,20(6):98-103.
[15] 商世广,朱长纯.直流磁控溅射氧化铟锡薄膜的低温等离子退火研究[J].西安交通大学学报,2007,41(2):236-240.
[16] 詹惠安,郑邯勇,赵文忠,等.固体推进剂包覆层的研究进展[J].舰船防化,2009(3):1-5.
[17] Liu Jie,Wang Long-xiang,Li Qing,et al. Preparation and Characterization of Insensitive Nano RDX[J].Chinese Journal of Explosives & Propellants,2012,35(6):46-50.
(编辑:刘红利)
Research on application of low temperature plasma technology in the field of solid propellant coating
DONG Bin-bin1,GUO Xiao-de1,YANG Xue-qin2,MIAO Cai-qin2,WANG Guang-yu1,LI Feng-sheng1
(1.National Specail Superfine Powder Engineering Research Center,Nanjing University of Science & Technology,Nanjing 210094,China;2.Shanxi North Xingan Chemical Industry Co. Ltd,Taiyuan 030008,China)
Rubber-coated layers and propellant tablets were treated by RFD-200 RF single electrode low temperature plasma surface treatment machines.The surface morphology of rubber-coated layer and propellant tablets were characterized by scanning electron microscopy(SEM) and X-ray photoelectron spectroscopy(XPS).The characterization of RDX compositions and thermal decomposition characteristics were studied by Fourier transform infrared spectroscopy(FT-IR),thermal gravimetric(TG) and differential scanning calorimetry(DSC).The adhesive properties between rubber-coated layer and propellant tablets were evaluated by universal material testing machine.Experimental results show that after being treated by the device,it would not affect the nature of the propellant tablets and rubber-coated layer,but its surface morphology becomes rough,so that the tensile strength and the maximum force increase by 40% and 37.6% between the treated sheet samples.And the most vigorous columnar samples increase by 74.4% after being treated and the effective length significantly increases.Thus,the bonding strength of the treated sample can achieve the level of traditional hand-grinding process.
low temperature plasma;solid propellant;rubber coated layer;adhesive strength
2014-05-28;
2014-07-24。
北化集团青年科技创新专项(QKCZ-NUST-03)。
郭效德(1968—),男,副研究员,研究生导师。E-mail:guoxiaodenj@sina.com
董宾宾(1990—),男,硕士生,研究方向为低温等离子体设备的应用。E-mail:bingers2009@163.com
V512
A
1006-2793(2015)0387-05
10.7673/j.issn.1006-2793.2015.03.017
猜你喜欢
含能材料(2022年8期)2022-08-13
军民两用技术与产品(2022年7期)2022-08-06
爆破器材(2021年4期)2021-07-14
兵器装备工程学报(2020年11期)2020-12-16
奥秘(创新大赛)(2020年3期)2020-11-28
家庭科学·新健康(2020年10期)2020-11-06
空间科学学报(2020年6期)2020-07-21
兵器装备工程学报(2019年5期)2019-07-05
作文大王·低年级(2019年4期)2019-05-13
固体火箭技术(2019年1期)2019-03-27
