
基于课题实例的数控机床操作训练**江西省高等学校教学改革研究省级立项课题(编号:JXJG-10-48-4)
2015-03-12 02:06:21胡小波欧阳毅文江西机电职业技术学院江西南昌33003江西制造职业技术学院江西南昌330095
机电工程技术 2015年11期
关键词:数控机床
胡小波,石 磊,欧阳毅文(.江西机电职业技术学院,江西南昌 33003;.江西制造职业技术学院,江西南昌 330095)
基于课题实例的数控机床操作训练**江西省高等学校教学改革研究省级立项课题(编号:JXJG-10-48-4)
胡小波1,石磊2,欧阳毅文1
(1.江西机电职业技术学院,江西南昌330013;2.江西制造职业技术学院,江西南昌330095)
摘要:在实习教学和数控比赛训练中,如何有效的进行数控机床操作训练一直是研究的重点。为了让数控机床操作训练更具有针对性,结合数控比赛的经验,对数控机床操作训练进行了基于课题实例的研究,以达到提高数控机床操作技巧的目的。
关键词:数控机床;操作训练;指导思路;课题实例
0 引言
随着中国2011年4月首次派出代表团参加两年一次的世界技能大赛,以及近年“工业4.0”概念的提出,国家对职业技能[1]越来越重视,试图改变中国“制造业大国”形象为“制造业强国”。数控机床的操作技能[2]是制造业非常重要的一个技能,每年都有各种数控技能大赛在全国各地区如火如荼的举行,笔者也曾经参加过数控机床操作技能比赛。在比赛中笔者发现有很多理论的知识未必适合实践操作[3],有很多想法是在实践中证实和升华的。
现将笔者在数控机床操作中的一些想法和训练方法整理一下,结合具体课题加以说明,与数控机床操作者进行交流探讨。
1 紧密结合现场实际条件
(1)课题实例1:找正平口钳
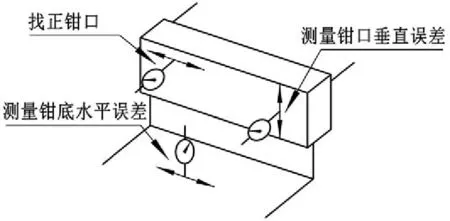
图1 找正平口钳示意图
要求:安装校正平口钳,测量记录误差。
就目前各个院校的实训条件以及生产车间的条件,甚至国家级的比赛现场,平口钳精度大多是普通级的,误差一般会超过允许的工艺要求(要求通常为工件的精度的1/3)。不明确安装后的实际误差就无从采取相应措施加以弥补。
因此安装时对平口钳各项精度指标都要测量,可调方向要求达到小于0.01,不可调节项目要记录详细的数据,如图1,供安装工件参考。
(2)课题实例2:装夹工件
要求:合理装夹工件并找正,达到工艺精度。
不但夹具误差大,工件毛坯的误差也较大,(如实测省赛赛场的工件对边宽度误差达0.1以上)那么就会造成夹不紧,如图(a)最不利可能只有单侧2点受力,轻则影响工件精度,重则造成工件松动打刀。
在车间现场的解决措施可以很简单,如图(b)。可以在工件定钳口垫2点,在动钳口中间垫1点,这样可以最低限度保证有较合理分布的3点可靠夹紧。当然,还必须在夹紧的同时找平工件。
既然实测平口钳误差较大,装夹工件后一定要花费时间垫平找正,决不可放上一夹了事。绝不要轻视这种简单的夹紧、找正工作,这是保证位置公差的基础,一放一夹了事通常超差!

图2 装夹工件示意图
2 突出保证精度意识培养
由于比赛的性质决定,操作是要评分的,数控铣操作就算获奖选手得分也只有七八十分。甚至还有指导教师认为操作不可能得满分。但是在车间,只有合格品与废品,也就是0分和100分的区别,而100分的合格品是必须的也是很普通的,否则做得越多,报废越多。没有强烈的精度意识,就算是获奖选手,在工厂一样不受欢迎。因此,在操作训练中要把保证精度的要求摆在第一位、贯穿始终。
(1)课题实例3:测量训练
要求:用各种量具反复测量各种类型的工件。
测量是加工的“眼睛”,只有量准了才能调准、做准。训练中可以选用典型结构为对象,如薄壁件、圆柱件、圆环件、长方体、甚至可以用量块做被测件训练,要求仔细体会感觉测量的手法、轻重、位置、角度等。
这里要强调“盲测”,即固定好量具位置后再读数,而不是边读边调动量具,以避免“凑读数”弊端。另外还要按各种位置放置被测件,尽量接近实战。
(2)课题实例4:试切调整刀补值
要求:通过试切调整刀具半径补偿,准确控制加工尺寸。
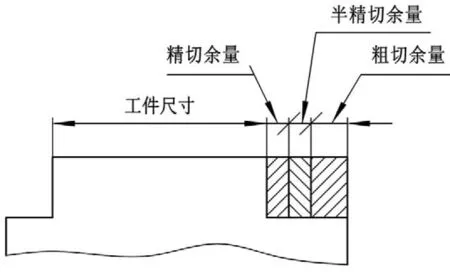
图3 试切调整刀补示意图
通常对刀,是试切一刀后测量工件误差,按此误差值修改调整刀补。其中的问题是试切的用量比较随意,和正常切削的用量不同。这就使试切和正常切削两者的工艺系统误差不同(可以简称为让刀量不同),自然造成对刀不准。所谓准确的对刀,是采用与正常加工切削用量三要素完全相同的条件下试切,按此试切误差来调整修改刀补才是误差最小的。
因此,工作中应该增加一次半精切的工步,并使半精切的用量与精切完全一致,半精切后精确测量加工误差,调整刀补后再精加工。
以上方法虽然多了一步,但在竞赛现场或者工作现场十分有效。竞赛现场的工艺系统各环节如机床、夹具、刀柄等与训练条件一定有区别。笔者看到许多选手是按训练时的经验一次将刀补给到位,这种做法十分不可靠。笔者认为这是实操成绩普遍较低的主要原因之一。
3 充分利用简单工具
数控设备是高科技装备,“好马配好鞍”,自然也是高配置、高消耗的设备,对使用单位造成较大的经济压力。这就要求我们有经济意识,不能迷恋、迷信高价格复杂工具仪器,充分立足现有条件,利用好简单工具,有时甚至可以取得更好的效果。
(1)课题实例5:Z向对刀
要求:各种刀具Z向快速准确对刀。
Z向对刀可以采用对刀仪等,也可以采用对刀棒(可用废刀柄改制)。对刀仪数千元以上,对刀棒不要一分钱,但是对刀棒的效果往往更好。这是因为对刀仪与工件接触面积较大,必然受工件表面平面度影响,造成较大的误差,只有在精密加工时才有优势。
同样原因,采用百分表找正工件比用巡边仪精度更高。

图4 Z向对刀工具示意图
(2)课题实例6:数控机床坐标功能的应用之一
要求:用百分表结合坐标显示测量各种要素。

图5 简易坐标测量示意图
图5中,在主轴上安装百分表,分别接触两个表面,则机床显示的坐标读数之差就是两个表面的距离。用这种方法可以测量台阶深、台阶宽等,精度不受测量经验影响,可以比用千分尺等高很多,理论上只受机床重复定位精度影响,对于普通精度级数控机床也就是只有0.01左右的误差。
位置坐标控制、数字显示是数控机床的显著特点,结合适当的仪表工具某种意义上可以有相当于三坐标测量仪的功能!如果开拓思路,相信会有更多的用途。
4 结束语
我国目前已经举办五届数控大赛并已参加国际技能竞赛,影响巨大;国家每年在天津举办一次全国职业院校技能大赛,形成“普通教育有高考,职业教育有大赛”两条平行轨道的制度设计,是我国教育改革的一项制度创新,更是职业教育在人才评价机制和选拔机制上的一次有益尝试。
竞赛成绩反映职业实力,竞赛促进职业教育,职业教育促进经济发展,这已经成为全社会的共识。各职业院校近年来都积极参加数控竞赛,但大多处在“为赛而赛”、“为名而赛”等层次上。因此“以赛促教、以赛促学、以赛促改”还有许多问题期待大家共同研究。
参考文献:
[1]周万春.关于数控机床操作技能训练模式的探讨[J].中国现代教育装备,2006(02):5-8.
[2]邓春丽.数控机床操作技术教学的有效途径[J].大众科技,2008(12):170.
[3]李晔,于洪涓.数控机床操作技能培训模式探讨[J].科技创新导报,2014(04):238.
(编辑:王智圣)
Operation Training of CNC Machine Tools Based on the Project Data
HU Xiao-bo1,SHI Lei2,OUYANG Yi-wen1
(1. Jiangxi Vocational College of Mechanical & Electrical Technology,Nanchang330013,China;2. Jiangxi Technical College of Manufacturing,Nanchang330095,China)
Abstract:In the practice teaching and training of CNC competitions, it’s focus of the study that how to effective do operator training of CNC machine tools. In order to do more targeted for operator training of CNC machine tools, the paper combined with CNC competitions experience, and research on operator training of CNC machine tools based on the project data; finally it improve skills of CNC machine operation.
Key words:CNC machine tools;operation training;guiding thoughts;project data
作者简介:第一胡小波,男,1980年生,江西九江人,硕士研究生,讲师。研究领域:数控技术。已发表论文2篇。
收稿日期:2015-10-17
DOI:10. 3969 / j. issn. 1009-9492. 2015. 11. 039
中图分类号:TG659
文献标识码:A
文章编号:1009-9492 ( 2015 ) 11-0153-03
猜你喜欢
锻压装备与制造技术(2021年3期)2021-08-13 08:39:58
制造技术与机床(2019年12期)2020-01-06 03:17:26
制造技术与机床(2018年12期)2018-12-23 02:41:20
电子制作(2018年10期)2018-08-04 03:24:46
精密制造与自动化(2018年1期)2018-04-12 07:42:52
制造技术与机床(2017年5期)2018-01-19 02:48:58
制造技术与机床(2017年3期)2017-06-23 08:11:46
制造技术与机床(2017年3期)2017-06-23 08:11:26
制造技术与机床(2017年4期)2017-06-22 11:18:08
电子制作(2017年20期)2017-04-26 06:57:41
