PID模糊控制在分级旋流器中的应用
2015-03-09 06:46张雷蒋利庞星
现代矿业 2015年7期
张 雷 蒋 利 庞 星
(金堆城钼业集团有限公司)
PID模糊控制在分级旋流器中的应用
张 雷 蒋 利 庞 星
(金堆城钼业集团有限公司)
旋流器分级过程复杂,影响因素多,且各因素存在交互作用,采用传统的恒液位控制方法很难对其有效控制。提出了一种基于PID模糊控制算法的分级旋流器自动控制系统,介绍了该控制系统的设计原理及在金堆城钼业集团华光选铁厂的应用。结果表明:PID模糊控制的自动控制系统具有控制精度高、响应速度快、易操作、可靠性高等特点,对提高资源的回收利用率具有积极意义。
PID 模糊控制 旋流器
华光公司选铁厂对金堆城钼业集团有限公司选硫尾矿采用再磨后经1粗3精磁选流程回收其中的铁矿物。再磨作业采用旋流器进行分级,其是一种利用离心力对物料进行分级的高效分离设备,其分级过程复杂,影响因素多,且各因素存在交互作用,原采用传统的恒液位控制方法对旋流器进行调控,即通过调节渣浆泵转速及补水阀开度来保持泵箱液面稳定,但采用该控制方法,一旦旋流器的关联工艺及外部环境发生变化,如球磨机磨矿浓度、返砂量变化及旋流器的给矿浓度、给矿压力波动等,都会对旋流器的分级效率及最终产品质量造成影响,很难对其进行有效控制。根据旋流器工作原理,要保证旋流器处于最佳工作状态,则必须保证旋流器的给矿压力及给矿浓度在一定范围内[1]。所以对旋流器进行自动控制的关键,就是在保证给矿压力的同时,确保给矿浓度在合理范围内。本研究在总结国内现有旋流器控制方法的基础上,提出了一种基于PID模糊控制算法的分级旋流器自动控制系统,并成功应用于生产实践,取得了良好的经济指标。
1 控制系统硬件设计
结合控制系统对控制精度及响应速度的要求,本研究采用西门子S7-300系列可编程控制器作为主控制器[2],通过PID模糊控制器来调节各执行元件参数。监测元件部分采用东方测控DF系列矿浆浓度计监测旋流器给矿浓度,德国E+H PMP55系列压力变送器监测旋流器给矿压力,德国西克UM18系列超声波传感器监测泵箱液位;执行元件部分采用西门子变频器来控制渣浆泵转速,上海力诺电动调节阀控制泵箱补水量。对各监测数据进行模糊化,通过PID模糊控制器进行模糊推理运算,将计算出的期望值反馈给执行元件,从而实现旋流器分级过程的自动控制。控制原理如图1所示。

图1 系统控制原理
2 控制系统软件设计
2.1 主要监控参数分析
PID模糊控制属于非线性控制,需要对监控目标设定合理的控制范围并进行模糊化,其根据现场工艺情况建立模糊控制规则,通过模糊推理得到期望值,进而指导执行元件进行调节,使监控目标稳定在工艺要求的范围内[3]。对于旋流器的自动控制,其输入量为变频器频率、补水阀开度,输出量为给矿浓度、给矿压力、泵箱液位,此二输入、三输出系统具有耦合、非线性[4]等特性,故对被控对象设置合理的控制范围尤为重要,其直接决定了PID模糊控制的输入期望值及各可控变量间的合理联动调节精确程度,以确保分级旋流器处于最佳工作状态。
(1)给矿浓度:当旋流器给矿压力一定时,给矿浓度越低,分级效率越高;但给矿浓度过低时,旋流器溢流、底流浓度会同步降低,从而对后续工艺及磨矿效率造成较大影响。故旋流器的给矿浓度需设定在合理范围内。采用浓度传感器实时监测矿浆浓度的变化,通过调节泵箱补水阀开度来控制给矿浓度,在确保旋流器分级效率的同时,保证后续工艺及磨矿效率稳定。在旋流器给矿压力为0.12 MPa条件下,对现场分级作业进行流程考察,见表1。由于分级旋流器后续精选作业要求最佳溢流浓度为30%左右;同时为保证磨矿浓度,要求底流浓度控制在75%左右。因此,确定旋流器给矿浓度范围为30%~50%。
表1 旋流器分级作业流程考察结果 %
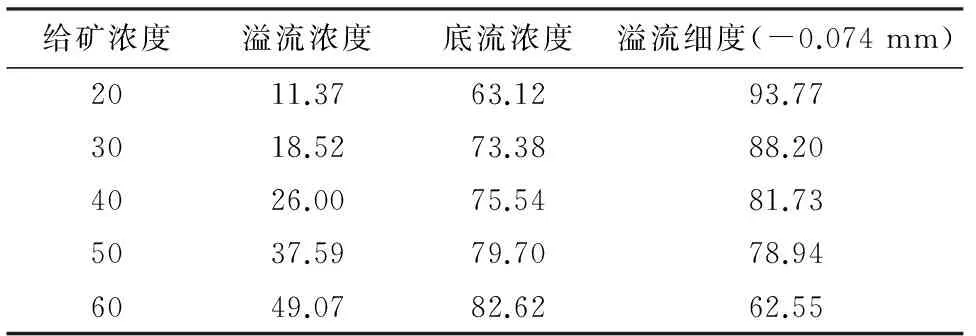
给矿浓度溢流浓度底流浓度溢流细度(-0.074mm)2011.3763.1293.773018.5273.3888.204026.0075.5481.735037.5979.7078.946049.0782.6262.55
(2)给矿压力:当给矿压力增大时,旋流器分级效率提高,但动力消耗和设备磨损也会增加,故旋流器的给矿压力也需设定范围。采用压力传感器实时监测给矿压力的变化,通过变频器调节渣浆泵的转数,从而确保给矿压力在设定范围内。根据设备工作要求及现场操作经验,设定给矿压力范围为0.10~0.15MPa。
(3)泵箱液位:为保证旋流器的给矿压力稳定,泵箱液位需控制在一定范围内。通过调节补水阀的开度及变频器的频率,保证泵箱液位在设定范围之内[5]。根据现场经验,泵箱液位范围设定为距渣浆泵吸入口100~600mm,此时可以确保旋流器的给矿压力在设定范围内。
2.2 PID模糊控制器程序设计
PID模糊控制系统的输入参数有2个,即补水阀开度和变频器频率。补水阀的调节直接导致旋流器给矿浓度和泵箱液位的变化,而变频器频率的变化影响渣浆泵转速的调节,会导致给矿压力和泵箱液位的变化。由此可见,分级旋流器自动控制中的给矿压力和给矿浓度是一对耦合因素,需要进行解耦控制:当补水阀开度发生变化时,通过另一个模糊算法去改变变频器输出,消除由于补加水量的变化而导致的给矿压力的变化;同样,当变频器频率发生变化时,通过另一个模糊算法去改变补加水量,消除由于给矿压力的变化而导致的给矿浓度的变化,从而确保给矿浓度、给矿压力、泵箱液位均在设定范围内(给矿浓度30%~50%、给矿压力0.10~0.15MPa、泵箱液位100~600mm)进行控制,确保分级旋流器处于最佳运行状态,系统程序设计流程图如图2所示。

图2 PID模糊控制程序流程
2.3 人机界面设计
人机界面采用威纶通MT6070Ih5触摸屏,如图3所示,人机界面包括变频器输出频率、补水阀开度的当前值和泵箱液位、给矿压力、给矿浓度的监测值,用于控制系统及设备运行状况的监控;人机界面还包括变频器输出频率、补水阀开度的手动调节功能,用于手动模式下的人工调节;同时包含系统启停、自动/手动模式切换等功能。
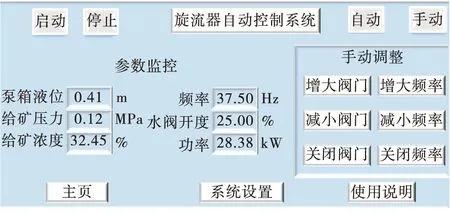
图3 人机界面
3 PID控制系统的应用
PID控制系统在华光公司选铁厂分级旋流器上进行了工业应用。运行近1 a来,控制系统平稳可靠,有效降低了岗位工人的操作难度和强度,选矿关键技术指标提高。系统应用前后生产指标对比见表2。
由表2可以看出,设计PID模糊控制系统能够很好地适应现场的工艺变化,在自动控制条件下,给矿浓度降低了17.08个百分点,溢流细度提高了13.93个百分点,溢流浓度、底流浓度均得到了有效控制,达到了目标控制要求(旋流器溢流-0.074 mm含量大于80%、溢流浓度20%~40%、旋流器底流浓度大于73%),保证了后续精选工艺的稳定和球磨机磨矿效率的提高。
采用PID自动控制系统后,精矿铁作业回收率提高了1.68个百分点,按精选段入选矿量45t/h、铁品位20%计算,每年可增产铁金属量1325t,折合铁品位60%铁精矿量2208t,经表2 PID控制系统应用前后生产指标对比 %

项目给矿浓度细度(-0.074mm)溢流浓度细度(-0.074mm)底流浓度细度(-0.074mm)精矿铁品位铁作业回收率应用前52.2460.9941.7969.3276.8344.3260.3689.88应用后35.1664.6732.2183.2574.3546.2661.1591.56
济效益显著。同时,铁精矿产品品位的提高也更利于其销售。
4 结 论
将PID模糊控制的自动控制系统应用于金堆城钼业集团华光选铁厂旋流器分级作业后,系统运行平稳可靠,生产指标显著提高,对提高资源的回收利用率具有积极意义。
[1] 汪 勇,庄故章,周 韶,等.给矿浓度和入口压力对水力旋流器分级效率的影响[J].矿冶,2012,21(1):83-86.
[2] 王德吉.西门子PLC控制技术[M].北京:机械工业出版社,2014.
[3] 李士勇.模糊控制[M].哈尔滨:哈尔滨工业大学出版社,2011.
[4] 赵大勇,柴天佑,付 俊,等.旋流器分级过程的智能控制[J].东北大学学报:自然科学版,2011,32(2):157-161.
[5] 纪 凯.变频调速技术在泵类负载的应用[J].现代矿业,2014,541(5):184-185.
2015-05-18)
张 雷(1980—),男,工程师,714102 陕西省华县金堆镇。
猜你喜欢
选煤技术(2022年3期)2022-08-20
选煤技术(2022年1期)2022-04-19
航空发动机(2021年1期)2021-05-22
科学家(2021年24期)2021-04-25
金属矿山(2020年4期)2020-05-28
动漫界·幼教365(大班)(2019年10期)2019-10-28
河北渔业(2019年3期)2019-03-22
水电站机电技术(2019年2期)2019-03-08
装备制造技术(2018年3期)2018-05-21
西南石油大学学报(自然科学版)(2016年2期)2016-12-01