利用控轧控冷技术开发热轧不锈钢复合板的实验研究
2015-03-07 01:32祝志超张心金刘会云
材料工程 2015年7期
李 龙,祝志超,张心金,刘会云
(中国第一重型机械股份公司 能源装备材料科学研究所,天津 300457)
利用控轧控冷技术开发热轧不锈钢复合板的实验研究
李 龙,祝志超,张心金,刘会云
(中国第一重型机械股份公司 能源装备材料科学研究所,天津 300457)
使用Gleeble-3500热模拟试验机研究了Q345R的奥氏体连续冷却相变(CCT)行为,利用二辊可逆试验轧机进行了系列控制轧制控制冷却(TMCP)实验,开发出了不锈钢(316)/低碳钢(Q345R)复合板。较合理的工艺为:在奥氏体再结晶区进行轧制,终轧温度为1000~1050℃,总压下量为75%,轧后以0.2~7℃/s的速率冷却至450℃以下后空冷,随冷却速率的增加,Q345R钢板的显微组织从铁素体(F)+珠光体(P)向铁素体(F)+贝氏体(B)过渡,屈服强度范围330~430MPa,抗拉强度范围为535~595MPa,0℃的冲击吸收功高于50J;复合板界面结合强度大于350MPa,抗弯性能合格。
控制轧制控制冷却;连线转变曲线;不锈钢复合板;力学性能
不锈钢/低碳钢复合板既具有不锈钢的耐腐蚀性,又具有低碳钢良好的可焊性、成形性和导热性,同时可节约大量Ni、Cr等贵重金属,因而被广泛用于石油、化工、海洋工程、运输、电力等行业,用于取代全不锈钢,具有巨大的社会经济效益[1-4]。
随着国民经济的发展,石油化工、海洋工程及舰船等领域对高品质大规格金属复合板的需求日益增加。日本JFE公司通过热轧复合已经成功地生产了宽度超过5000mm的不锈钢复合板,这种复合钢板的厚度为84mm(基层板厚度为80mm,不锈钢复层厚度为4mm)。在这种复合钢板轧制过程中,为了达到均匀轧制并获得良好的力学性能,应用了如自动厚度控制技术、高温均匀加热技术、控制轧制及控制冷却(TMCP)等先进技术[2]。目前,日本、欧美等国家的金属复合板(包括不锈钢、铜合金、镍基合金以及钛合金复合板)生产技术已经定型为热轧复合成形技术,产品也逐渐向大规格高品质方向发展;而我国通过热轧技术只能生产小规格的不锈钢复合板,厚度超过50mm,宽度超过3000mm的宽幅热轧金属复合厚板主要依赖进口。国内大多采用直接热轧[5]或者轧后热处理的工艺制度[6,7],钢材的性能潜力无法充分发挥,而采用TMCP技术不但可以减少合金元素含量,代替常规轧制的轧后热处理,简化生产工艺,提高生产效率和降低成本[3,4],还可以提高不锈钢复合板的综合性能。目前,有关利用TMCP技术开发不锈钢复合板的生产还鲜有报道,而TMCP技术的开发为提升我国特厚金属复合板的应用及装备制造水平具有重要意义。
本工作研究了低碳钢Q345R的连续冷却相变行为和组织变化规律,利用二辊可逆轧机进行了系列TMCP实验,研究了冷却工艺参数对不锈钢复合板显微组织和力学性能的影响,所得结果可为简化复合板生产工艺、提高生产效率,开发国内尚属空白的特厚不锈钢复合板技术提供实验数据和理论依据。
1 实验材料与方法
实验用316(0Cr17Ni12Mo2)不锈钢(复材)的化学成分(质量分数/%,下同)为:C 0.05,Si 0.64,Mn 1.20,P 0.046,S 0.013,Cr 16.40,Ni 10.16,Mo 1.96,Fe余量;Q345R低碳钢(基材)的化学成分为:C 0.16,Si 0.37,Mn 1.44,P 0.013,S 0.002,Fe余量。
使用Gleeble-3500模拟试验机测试实验钢在不同冷却速率下的连续冷却转变行为。热模拟实验尺寸为φ6mm×10mm。实验在氦气保护环境下进行,以5℃/s将试样加热到1200℃,保温5min,之后以1℃/s冷却到1100℃,在此温度下进行单道次压缩,应变速率为1s-1,应变量为0.4,然后以不用冷却速率连续冷却至室温,通过膨胀法结合金相组织确定相变温度,工艺示意图见图1(a)。
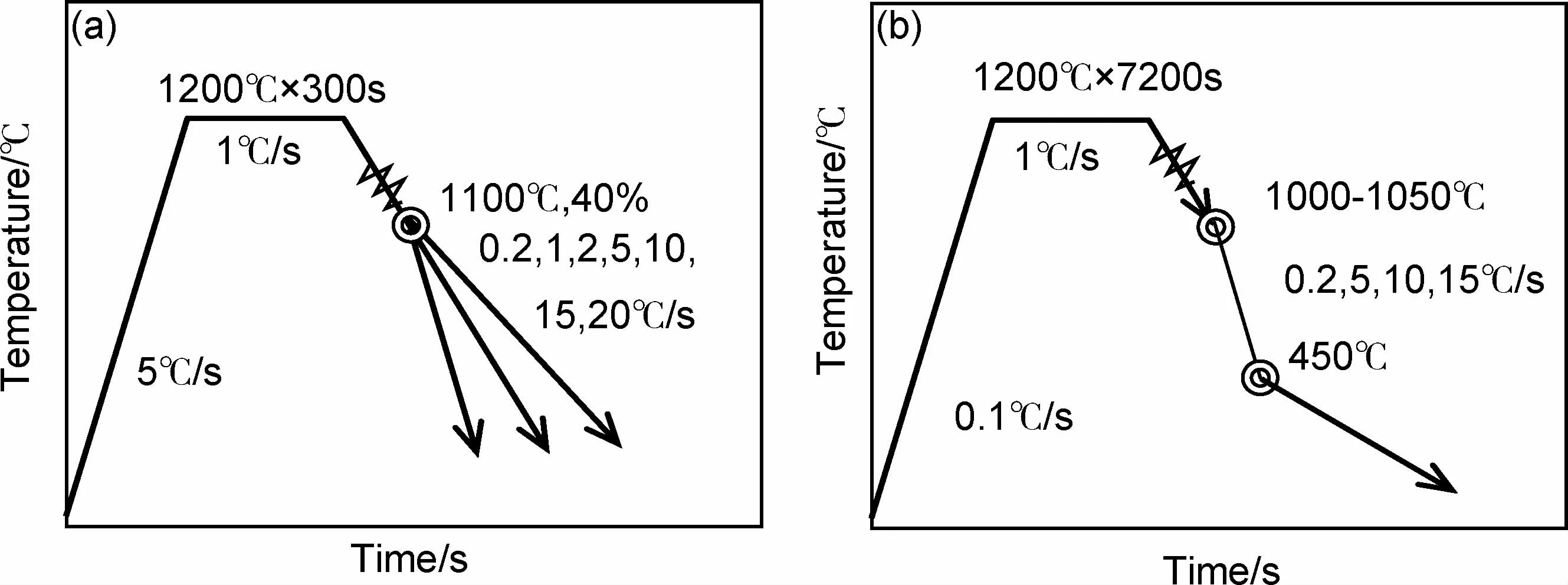
图1 实验用钢的工艺制度 (a)Q345R的热模拟工艺;(b)不锈钢复合板的TMCP工艺Fig.1 Processing conditions of the tested stainless steel clad plate (a)hot simulation process for Q345R;(b)TMCP for stainless steel clad plate
TMCP实验中的316不锈钢的尺寸为300mm×300mm×10mm,Q345R低碳钢的尺寸为300mm×300mm×90mm。将316和Q345R的待复合面机械加工至一定的粗糙度后,采用夹层方式进行组坯,原始厚度为200mm,四周焊接后进行抽真空处理[5],真空度为0.1Pa。将密封后的复合板坯加热至1200℃保持2h后在两辊热轧机上进行轧制,开轧温度大于1150℃,终轧温度控制在1000~1050℃之间。采用5道次轧制,轧制规程:200→165→125→95→70→50(mm)。终轧后,轧件立即进入控制冷却装置进行冷却,冷却速率选择为0.2(空冷),5,10,15℃/s,终冷温度控制为500℃,工艺制度见示意图1(b)。实验过程中,采用手提红外测温仪测试轧件表面温度,误差为±15℃。
2 结果与分析
2.1 Q345R奥氏体连续冷却转变行为
图2为Q345R奥氏体连续冷却转变曲线,不同冷却速率下的显微组织如图3所示。当冷却速率为0.2℃/s时,组织为铁素体和珠光体,当冷却增加到1℃/s时,组织中除了铁素体和珠光体之外,出现了大量的贝氏体组织;当冷速继续增大到5℃/s时,珠光体和铁素体的含量很少,组织主要为贝氏体;当冷速进一步增加,试样中除了贝氏体之外还出现了马氏体组织。冷却速率的增加使得硬度也逐渐增加,从图2可以看出,铁素体+珠光体硬度大约为181HV,而冷却速率增加到10℃/s,形成的贝氏体硬度增加到了282HV。
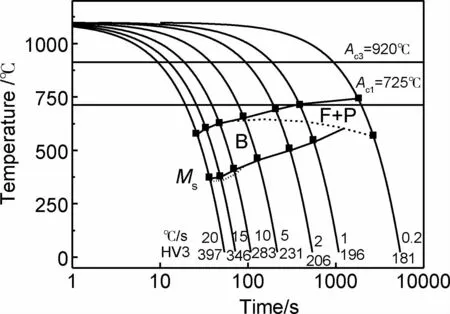
图2 实验钢Q345R在变形条件下的连续冷却转变曲线Fig.2 CCT diagram of the Q345R experimental steel under hot deformation

图3 冷却速率对Q345R钢显微组织的影响 (a)0.2℃/s;(b)1℃/s;(c)5℃/sFig.3 Effect of cooling rate on microstructures of the Q345R experimental steel (a)0.2℃/s;(b)1℃/s;(c)5℃/s
从图2可以看出,Q345R钢中贝氏体的工艺窗口较宽,有利于复合板获得体积分数较多的贝氏体组织。贝氏体组织的存在不但可以提高材料的强度级别,还可以改善材料的成形性能[8,9]。另外,在生产厚度较厚的复合板时,可以通过加速冷却在复合板的表层获得一定厚度的贝氏体组织,而心部仍保持为韧性好的铁素体,在提高复合板整体强度的同时,保证其优良的成形性。
2.2 TMCP工艺下复合板的组织
在TMCP工艺设计中,轧制都集中在易于变形的奥氏体再结晶区进行,通过再结晶及随后的冷却对晶粒尺寸及组织组成进行控制,以保证钢板的力学性能。表1列出了TMCP实验过程中的实测工艺参数,其中ST为开轧温度,FT为终轧温度,冷却速率取平均值,FCT为加速冷却的终冷温度。

表1 不锈钢复合板TMCP工艺实测参数
表2列出了不同冷速下不锈钢复合板低碳钢的心部及界面附近的显微组织,从表中可以看出,复合板沿厚度方向存在组织梯度,低碳钢表面及心部的组织与CCT获得的组织基本一致,但由于靠近不锈钢与低碳钢界面处的冷速较低,组织为较慢冷速下转变的组织,其中F为铁素体,P为珠光体,B为贝氏体。
2.3 TMCP工艺下复合板的力学性能
图4为不同制度下复合板的剪切曲线。从图4可以看出,不同冷却速率下的不锈钢复合板的抗剪强度基本相同,但低碳钢组织为铁素体和珠光体的A试样在剪切实验中的塑性变形能力最强,压头位移最大,超过剪切强度(剪切曲线上最大值)时,材料还可以继续进行塑性变形,而以B+M为主的D试样的剪切塑性变形能力最差,当超过剪切强度时,应力迅速下降。从表2看出,复合板的宏观界面并非一个平面(界面为曲线),而剪切试样加工时的受剪部位为一个平面,因此界面剪切强度应该是界面两侧组元材料综合性能的体现。
对A,B,C,D号试样进行了内弯和外弯实验(d=3a),在弯曲界面未发现分层现象,也没有产生可见的裂纹。图5为C号试样的内弯和外弯后的实物照片,界面结合良好,这说明组织为贝氏体的不锈钢复合板也具有优良的弯曲性能。
表3为热轧复合板的性能结果,由表可见,冷却速率最小时复合板的屈服强度最低,但伸长率最高。随着冷却速率增加,强度逐渐升高,但伸长率逐渐降低。当平均冷速从0.15℃/s增加到15.8℃/s时,屈服强度从330MPa增加到了669MPa,冷却速率的增加使得钢中的贝氏体及马氏体含量增加,发生了相变强化。冲击韧性在冷速为4.4℃/s最高且为123J(B试样),之后随着冷速的增加,韧性逐渐降低。从表3也可看出,A试样界面附近Cr和Ni元素的扩散距离较大,Cr的扩散距离可达35μm,但随时冷却速率的增加,元素扩散受到抑制,随着冷速进一步增加Cr和Ni扩散距离变化不大。
从表3结果可以看出,复合板剪切强度远远超过了标准要求的210MPa。另外,从实验结果来看剪切强度随着冷却速率的增加有降低的趋势。这应与宏观界面附近的组织特征[10,11]、元素扩散程度[12]以及界面处的残余应力[13]等因素有关,深入的研究需结合弹塑性力学、金属学等理论进行综合分析。从上述实验结果可以看出,当对不锈钢复合板塑性要求较高时,可以采用空冷等较小的冷却制度,当对强度要求较高的时候,冷却速率可以适当增加,但冷速增加到超过7℃/s时,尽管剪切强度降低不很明显,但塑性和韧性会低于标准要求。

图4 不同冷却制度下复合板界面剪切曲线Fig.4 Shearing curves of clad steel plate under various cooling rates
综上所述,不锈钢(316)/低碳钢(Q345R)复合板合理的TMCP工艺为:在奥氏体再结晶区进行轧制,终轧温度为1000~1050℃,总压下量大约为75%,轧后以0.2~7℃/s的速率冷却至450℃以下后空冷,在较快冷速下Q345R钢板的显微组织主要为铁素体+贝氏体组织,屈服强度大于400MPa,抗拉强度大于590MPa,-20℃的冲击吸收功高于50J;复合板界面结合强度大于400MPa,d=3a抗弯性能合格。
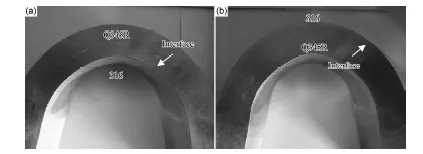
图5 经内弯(a)和外弯(b)后的弯曲试样(C号试样)Fig.5 Bend test specimens of sample C (a)internal bend test;(b)external bend test

SampleTensilepropertyCVN/JRp0.2/MPaRm/MPaA/%0℃Shearstrength/MPaHV3Elementdiffusion/μmCenterCrNiA3305353753,58,44(52)43416235.017.0B4025832582,88,89(86)44019510.84.4C4305952468,78,74(73)41920310.56.0D5706801418,23,19(20)39823511.03.5Specification≥325500⁃630≥21≥34≥210---
3 结论
(1)随着冷却速率的增加Q345R钢中贝氏体含量增加,Q345R钢在1~20℃/s较宽的冷却速率可获得不同体积分数的贝氏体组织。
(2)不锈钢复合板沿厚度方向存在组织梯度,当平均冷速从0.15℃/s增加到11.8℃/s时,复合板的组织基本以贝氏体为主,材料的屈服强度虽然从330MPa增加到了570MPa,但冲击韧性会显著降低。
(3)316/Q345R不锈钢复合板在奥氏体再结晶区进行轧制,轧后以0.2~7℃/s的速度冷却至450℃以下后空冷,组织主要为铁素体+贝氏体,屈服强度范围330~430MPa,抗拉强度范围535~595MPa,-20℃的冲击吸收功高于50J;复合板界面结合强度大于400MPa,复合板具有良好的综合性能。
[1] LI L,YIN F X,NAGAI K.Progress of laminated materials and clad steels production[J].Materials Science Forum,2011,675-677:439-447.
[2] 李龙,张心金,刘会云,等.不锈钢复合板的制造技术及工业应用[J].轧钢,2013,30(3):43-47.
LI Long,ZHANG Xin-jin,LIU Hui-yun,et al.Production technology and application of stainless steel clad plate[J].Steel Rolling,2013,30(3):43-47.
[3] 王有铭,李曼云,韦光.钢材的控制轧制和控制冷却[M].北京:冶金工业出版社,2012.93.
WANG You-ming,LI Man-yun,WEI Guang.Controlled Rolling and Controlled Cooling of Steels[M].Beijing:Metallurgical Industry Press,2012.93.
[4] 岳重祥,白晓虹,刘东升.利用TMCP开发F550高强度船板钢的实验研究[J].材料工程,2013,(2):7-11.
YUE Chong-xiang,BAI Xiao-hong,LIU Dong-sheng.F550 High strength plate steel for shipbuilding produced by TMCP[J].Journal of Materials Engineering,2013,(2):7-11.
[5] 谢广明,骆宗安,王光磊,等.真空轧制不锈钢复合板的组织和性能[J].东北大学学报:自然科学版,2011,32(10):1398-1401.
XIE Guang-ming,LUO Zong-an,WANG Guang-lei,et al.Microstructure and properties of stainless steel clad plate by vacuum rolling cladding[J].Journal of Northeastern University: Natural Science,2011,32(10):1398-1401.
[6] 冯志猛,蔡宏图.奥氏体不锈钢及其复合板热加工与敏化温度[J].石油化工设备,2002,31(6):38-39.
FENG Zhi-meng,CAI Hong-tu.Heat processing and sensitizing temperature of austenitic stainless steel and clad plate[J].Petro-Chemical Equipment,2011,32(10):1398-1401.
[7] 日本高圧力技術協会.ステンレスクラッド鋼の熱処理技術指針[J].圧力技術,1992,30(1):42-54.
High Pressure Institute of Japan.Heat treatment technology of stainless clad steel[J].Journal of High Pressure Institute of Japan,1992,30(1):42-54.
[8] 王国栋,刘相华,朱伏先,等.新一代钢铁材料的研究开发现状和发展趋势[J],鞍钢技术,2005,(4):1-7.
WANG Guo-dong,LIU Xiang-hua,ZHU Fu-xian,et al.Present situation of studying a new generation iron and steel material and its development tendency[J].Angang Technology,2005,(4):1-7.
[9] 李龙,丁桦,杜林秀,等.TMCP对低碳锰钢组织和力学性能的影响[J].钢铁,2006,41(11):53-57.
LI Long,DING Hua,DU Lin-xiu,et al.Effect of TMCP on microstructure and mechanical properties of low carbon-manganese steel[J].Iron and Steel,2006,41(11):53-57.
[10] RAO N V,SARMA D S,NAGARJUNA S.Influence of hot rolling and heat treatment on structure and properties of HSLA steel explosively clad with austenitic stainless steel[J].Materials Science Technology,2009,25(11):1387-1396.
[11] VAIDYANATH L R,NICHOLAS M G,MILNER D R.Pressure welding by rolling at elevated temperatures[J].British Weld Journal, 1959,6:13-28.
[12] SUEHIRO M,HASHIMOTO Y.Carbon distribution near interface between base and cladding steels in austenite stainless clad steel sheet[J].ISIJ,1989,(9):1501-1507.
[13] UEDA Y,MURAKAWA H,MA N X.Measuring method for residual stresses in explosively clad plates and a method of residual stress reduction[J].Journal of Engineer Materials and Technology,1996,118(4):576-582.
Experimental Study on Hot Rolled Stainless Steel Clad Plate Produced by TMCP
LI Long,ZHU Zhi-chao,ZHANG Xin-jin,LIU Hui-yun
(Materials Research Institute for Energy Equipment, China First Heavy Industries,Tianjin 300457,China)
Continuous cooling transformation (CCT) behavior of low carbon steel Q345R was investigated using a Gleeble-3500 thermo-mechanical simulator. A series of thermo-mechanical control process (TMCP) experiments were carried out by a two-roll reversing rolling mill with accelerated cooling system. Stainless steel(316)/low carbon steel(Q345R) clad plate was developed. The reasonable process is: rolling at the austenite recrystallization zone, and finish rolling at 1000-1050℃ with total reduction rate 75% followed by accelerated cooling of 0.2-7℃/s to below 450℃ and then air cooling, as the increasing of cooling speed, the microstructure of Q345R steel transforms from ferrite(F) plus pearlite (P) to ferrite(F) plus bainite(B), yield strength is 330-430MPa, tensile strength is 535-595MPa, average Charpy V Notch (CVN) energy at 0℃ higher than 50J, the interface bonding strength of the composite plate is greater than 350MPa, and the bending performance is qualified.
TMCP;CCT curve;stainless steel clad plate;mechanical property
10.11868/j.issn.1001-4381.2015.07.011
TG142.1
A
1001-4381(2015)07-0062-06
国家863计划项目(2013AA031302)
2014-02-27;
2015-03-23
李龙(1977—),男,高级工程师,博士,研究方向为金属层状复合材料,联系地址:江苏省无锡市新区鸿山镇(后宅)鸿山路99号(214145),E-mail: lichen040928@163.com
猜你喜欢
山东冶金(2022年2期)2022-08-08
金属热处理(2022年11期)2022-03-03
新疆钢铁(2021年1期)2021-10-14
金属加工(热加工)(2020年12期)2020-02-06
中国特种设备安全(2019年3期)2019-04-22
西南交通大学学报(2018年6期)2018-12-18
河北工业大学学报(2016年6期)2016-04-16
焊接(2016年10期)2016-02-27
汽车文摘(2015年12期)2015-12-29
中国石油大学学报(自然科学版)(2015年2期)2015-11-10