型砂在自动化造型中的质量控制
2015-02-23 07:19纪昌勇许爱国张中凯张明和陈尔军许亚磊
金属加工(热加工) 2015年5期
纪昌勇、许爱国、张中凯、张明和、陈尔军、许亚磊
型砂在自动化造型中的质量控制
纪昌勇、许爱国、张中凯、张明和、陈尔军、许亚磊
1. 概述
近几年来,随着计算机自动化控制在铸造中的广泛应用,尤其是造型工序自动化水平更是发展迅速,这种快速发展的自动化造型对于型砂质量要求也越来越严格。因此,无论是树脂砂还是粘土砂在自动化控制上也要求越来越高,通过微机自动化控制能够满足型砂的一致性、稳定性。目前,国内引进国外发达国家的自动化造型设备比较多,自动化控制的功能也比较齐全,但是在实际应用的过程中,只重视了设备的先进自动化,在砂处理工艺上还是固定在手工操作的范围,从而虽然有高性能的自动化砂处理设备,但是并没有得到高性能的型砂质量。如果忽略了配套砂处理工艺控制这一重要环节,不能够为自动化造型提供符合要求、质量稳定的型砂,就不能使其自动化水平得以发挥,这点又往往是国内众多铸造企业常忽视的地方,也是造成自动造型线运转率不高的一个重要制约因素。本文根据粘土砂水平分型无箱挤压造型线对型砂性能的质量要求进行了剖析。
2. 自动化造型对型砂质量的性能要求
(1)型砂质量的性能要求 见表1。
(2)膨润土补加量见表2。
具体膨润土补加量可以根据砂铁比计算,计算公式如下:
M= m1δ1+m2δ2
式中M——膨润土补加量(kg);
m1——旧砂重量(kg);
δ1——与砂铁比有关的系数;
m2——新砂补加量;
δ2——与新砂AFS有关的系数,一般取6%即可。
(3)煤粉补加量煤粉补加量一般根据铸件复杂程度和大小来调整,基本上是在膨润土补加量的50%~70%范围内调整。
3. 生产现场如何来具体控制型砂混制质量
在粘土砂造型中,型砂混制质量控制最简便易行、效果明显、经济实用的方法就是测定“紧实率”。我公司对紧实率的测定目前是通过型砂在线检测仪,测定混制型砂的紧实率。有的公司没有型砂在线检测仪,是通过控制型砂中的含水量来控制型砂质量的,这种含水量的测定,往往受型砂温度的影响较大,型砂温度超过40℃时,型砂混制完成后,尤其是冬季,在型砂到达造型机上方水分流失严重,因此测定含水量误差较大。

表1
下面是我公司的一个生产应用实例:
采用的混砂机是常州市法迪尔克粘土砂机械有限公司生产的MXC80变频冷却混砂机,型砂质量采用RTC106型砂在线检测仪全自动控制,每混碾一次都要多次检测紧实率,根据检测到的待混砂子紧实率自动调整控制加水量,满足型砂设定的质量参数时才能出砂。
混制工艺:加砂和辅料干混5~10s→加水湿混90~120s→卸砂。
(1)每次加砂量(例如:3.5t或4.0t)以及膨润土24kg、煤粉15kg、旧砂水分稳定的情况下,初次加水也稳定,以后加水根据检测到的紧实率进行自动调整。然后,根据要求应达到的紧实率预设加水量(在掌握回用旧砂含水量的前提下),没有定量基准就得不到可靠的对比数值,不能“砂干了加水,水多了加砂”,这样没有定量基准,就永远找不到规律。
(2)为了能掌握好混砂时的加水量,一定要注意回用旧砂和新砂中的 “预检测”工作。表3是对旧砂和回到砂处理中的粉尘的一个检测报告。
此次试验数据表明:
①旧砂水分为0.7%,太低了,一般情况应保证旧砂水分足够,以有利于旧砂中膨润土塑性的恢复。因此应注意增湿补水,采用多点补水的方式比较好。
②型砂粒度分布不太合理,一般调整到3筛或4筛砂,并且主峰筛砂量不要超过40%,相邻筛砂量相差10%~15%,否则型砂在紧实的时候摩擦力较大,且砂型的密度会较低,再者砂型的热导率也会受影响。
③灼烧减量太高了,覆膜砂砂芯混到型砂中的量过大,因此应尽力去除芯砂并加大新砂补加量进行冲淡,将灼烧减量控制在5.0%以内。
④型砂的热湿拉强度是偏低的,对较大铸件的品质有很大的影响。当然影响型砂热湿拉强度的因素较多,比如:膨润土的类型和加入量的多少、砂粒的细度和粒度分布、紧实率、以及混砂机的好坏等,应根据具体情况采取相应措施,提高型砂热湿拉强度。
⑤型砂经磁选后残留铁含量1.5%偏高,宜控制在1.0%以下。
⑥粉尘数据反映该处除尘是有点过度的,可以适当地调小该处除尘口。
针对这一情况,为了满足型砂质量要求进行调整,见表4。
其一,目前型砂的粒度分布不太好,70目与100目的落差过大,140目的含量偏少,会影响型砂的合理镶嵌,降低型砂的密度,降低型砂的韧性,易导致机械性粘砂。

表2
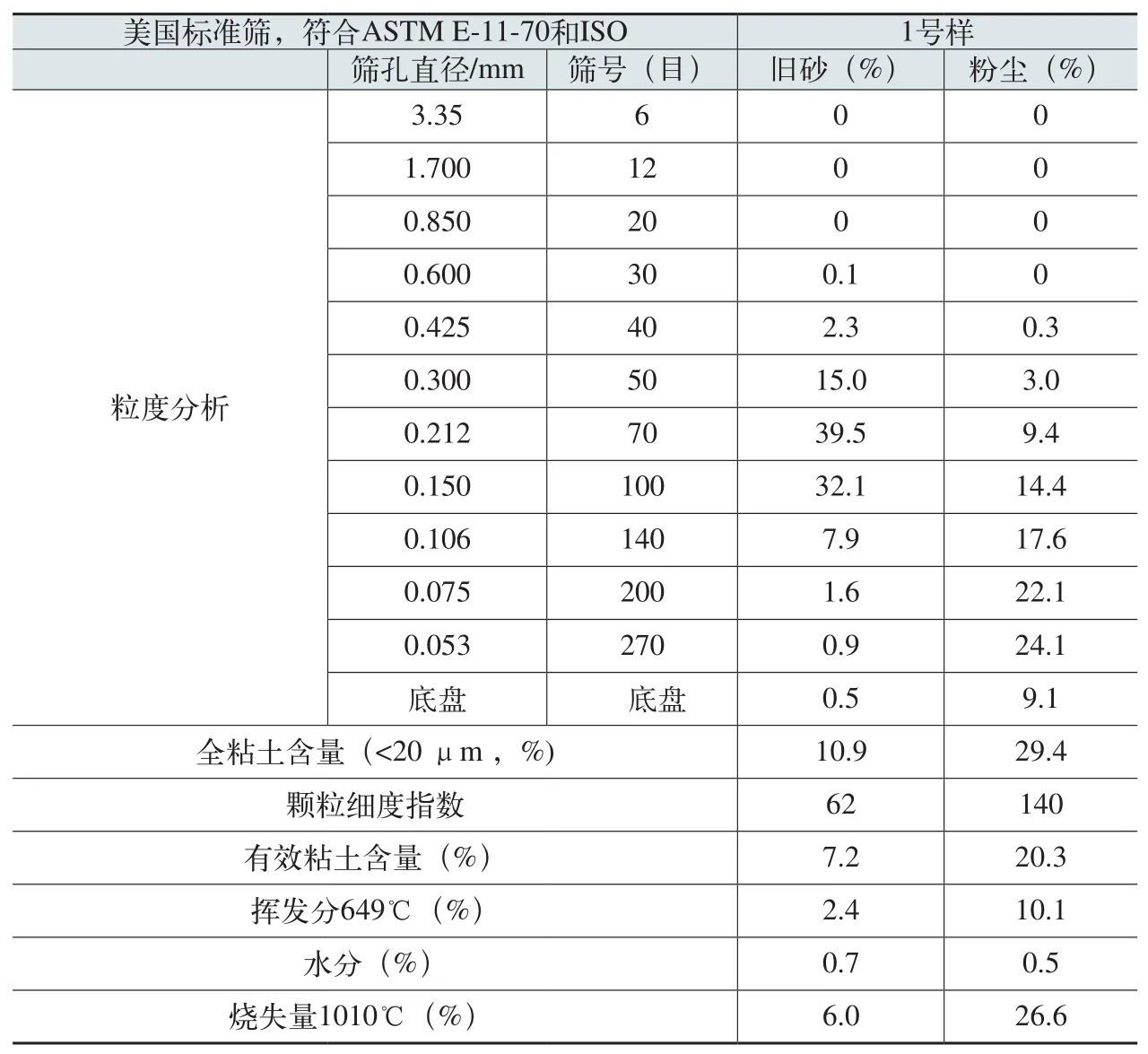
表3
通常型砂的粒度分布要求主峰筛70目含量不要超过40%,
与其相邻的筛号要有10%~15%的落差分布,140目6%~12%,200/270/底盘3筛含量之和为3% ~5%,底盘含量小于1%。
其二,灼烧减量5.4%,还是偏高的,应注意增补新砂进行冲淡,控制在5.0%以下为宜。
通过对旧砂和粉尘的检测,不难看出:在旧砂中由于复用次数较多以后,旧砂在除尘过程中带走大量的微小砂粒,造成粒度分布不合理。覆膜砂砂芯混到旧砂中直接造成灼减量高,要想获得高性能质量稳定的型砂,必须补加足量的新砂。
表5是使用的膨润土检测数据,表6是铸造测试结果,表7是煤粉检测结果。
4. 膨润土加入量对型砂的质量影响
试验前后平均每碾膨润土补加量的变化曲线如附图所示。
由附图可知:
(1)试验前随气温和砂温的上升,膨润土的消耗量呈明显的上升趋势。由此我们选气温较为接近的一周的数据进行对比分析,即取4月18~24日共一周的数据代表膨润土消耗量。
(2)4月25日开始使用唯科膨润土后,膨润土补加量逐步减少。因试验开始一周为膨润土替换过程,数据不具代表性,并且替代过程中补加量一直呈下降趋势(这点从图中的折线可以明显看出),这样我们取试验结束前最后一周的数据作为代表,即取5月11~17日的数据代表唯科膨润土的消耗量。
(3)5月17日试验结束后,膨润土逐步替代唯科膨润土,加入量逐步上升,因此截取最近的一周数据作为膨润土的代表数据,即截取6月5~11日共一周的数据。
因每日的平均每次混制砂量并不相同,使用补加比例进行比较将最有代表性。根据以上分析,计算两种膨润土平均补加量见表8、表9、表10。

表4

表5 膨润土的检测报告
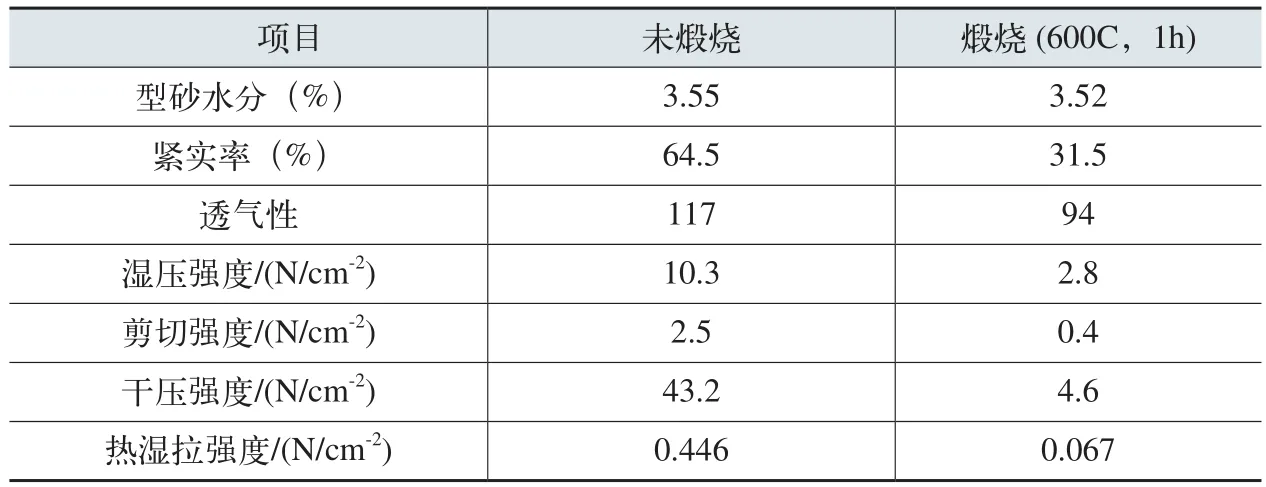
表6 铸造测试
5. 结语
总之,如果要想得到性能优良稳定的型砂来保障自动化造型,必须首先保证砂处理系统的先进稳定,其次保证旧砂质量稳定,满足要求;再次是优质造型辅料,如膨润土、煤粉等。一套好的砂处理系统,不仅要有高效稳定的混砂机,保障型砂质量稳定的在线检测装置,而且还要选择质量好且稳定的膨润土、煤粉等各组分辅料。只要控制好型砂质量,自动化造型线就能够高效稳定地发挥作用。
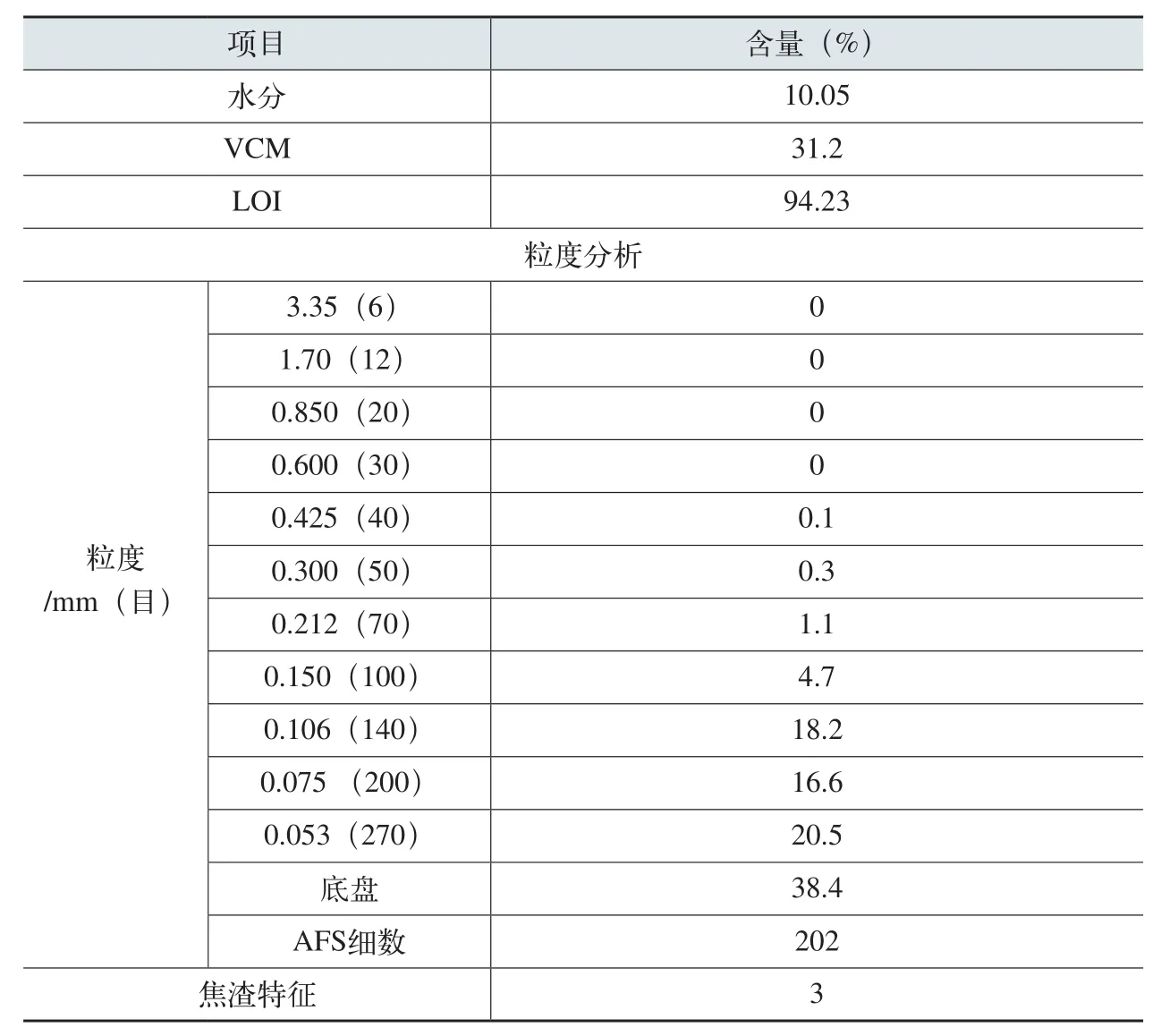
表7 煤粉检测结果

表8 试验前原膨润土补加比例

表9 试验阶段唯科膨润土补加比例

表10 试验后唯科膨润土补加比例

膨润土补加比例变化曲线
20150118
作者简介:纪昌勇、许爱国、张中凯、张明和,山东时风(集团)有限责任公司。陈尔军,唯科中国。许亚磊,常州法迪尔克粘土砂铸造机械有限公司。
猜你喜欢
山东冶金(2022年4期)2022-09-14
科学与财富(2021年33期)2021-05-10
铸造设备与工艺(2020年4期)2020-10-15
矿产综合利用(2020年1期)2020-07-24
中国铸造装备与技术(2017年3期)2017-06-21
水利规划与设计(2016年7期)2016-02-28
中国铸造装备与技术(2015年5期)2015-12-10
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
中国工程咨询(2015年4期)2015-02-14
应用化工(2014年1期)2014-08-16