无缝钢管热处理过程中的无线炉温跟踪仪动态温度测试
2015-02-22 12:48:39郭锐李虹杨浩
中国重型装备 2015年1期
郭 锐 李 虹 杨 浩
(1.太原科技大学,山西030024;2.山西迪思凯瑞科技有限公司,山西030006)
无缝钢管热处理过程中的无线炉温跟踪仪动态温度测试
郭锐1李虹1杨浩2
(1.太原科技大学,山西030024;2.山西迪思凯瑞科技有限公司,山西030006)
无缝钢管是具有中空截面,可用于输送流体(如石油、天然气、煤气、水)并承受一定压力的管道,还可以应用于某些特殊的场合(如液压管件)。而要保证无缝钢管的良好品质,除了需要精确控制钢管的锻造、机械加工外,还必须有严格的热处理工艺。
目前行业内钢管退火、回火的热处理温度曲线仅靠热处理隧道炉来保证,其温度传感器安装于炉壁,测量的是炉内气氛温度,并不是钢管的温度。部分高端客户期望依据国标GB/T 9452—2012或美国航标AMS 2750E对炉温均匀性进行校准,并全程跟踪工件温度。但限于实际技术,多数采用拖偶方式测量。而拖偶方式在几十米长的隧道炉中,极易弯折损坏,导致测试半途而废。同时,过长的热电偶存在冷端补偿困难,而电偶中部高温,也会对热端(测温端)造成扰动(这种扰动无法准确测量和计算)。
1应用案例背景
某德国客户委托江苏某钢管生产商定制一批无缝钢管,要求:1)全程温度跟踪;2)必须无线实时发送温度数据;3)测量钢管内壁温度;4)测量点覆盖上、下、左、右、前、中、后;4)不得堵塞钢管端部(内部空气保持原有通畅);5)测量仪器具备精度说明和资质;6)仪器和热电偶进行精度校准和补偿;7)整体测温方案科学且合乎工艺要求。

显然,热处理炉自身的温度记录仅是炉内气氛温度,不满足客户要求;拖偶方式也无法满足要求。
我们最终和山西迪思凯瑞科技有限公司合作,应用他们的无线炉温跟踪仪,制定了测温方案。
2设备简介
山西迪思凯瑞科技有限公司的WTT系列多通道无线温度跟踪仪,在国内率先实现了工业炉无线温度跟踪。仪器内置的可充电电池,可设置每隔0.05 s~10 min记录一次各通道温度数据,并无线实时发送数据。仪器放入特制隔热箱内(可承受1 300℃),将测温热电偶固定在测温架或工件上(内部),随同工件一起进入炉膛内。设备将自动实时记录回流焊、恒温箱、干燥炉、隧道炉、转底炉、真空炉等设备炉膛内的温度曲线。外部计算机经无线接收适配器接收温度数据,实时显示炉膛(工件)温度。记录仪内置Flash芯片,具备掉电记忆功能。
温度跟踪数据分析平台软件可进行智能数据分析,计算各测试点温差、各区段升(降)温速率,并打印结果。数据文件可导出为Excel或TXT文件,便于客户进行数据分析。记录仪可采用K、N、S等型号热电偶,测温范围为-50~1 300℃。
仪器具备12个测试(记录)通道,甚至可以两台同时使用(增加至24通道),完全满足GB/T 9452—2012或美国航标AMS 2750E的工业测温要求。
3无线温度跟踪方案
3.1 方案综述
如图1所示,无线炉温跟踪仪在隔热箱(1 000℃下,承受2 h)的保护下随同工件一起进入炉膛内部。热电偶的热端(测温端),利用卡环固定于钢管内壁。热电偶的长度随测温点的远近而定制,最长热电偶略长于钢管长度的一半,而非几十米,有效避免了拖偶方式的弊端。
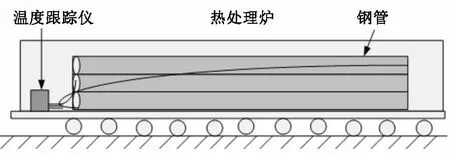
图1 温度跟踪示意图Figure 1 Illustration of temperature track
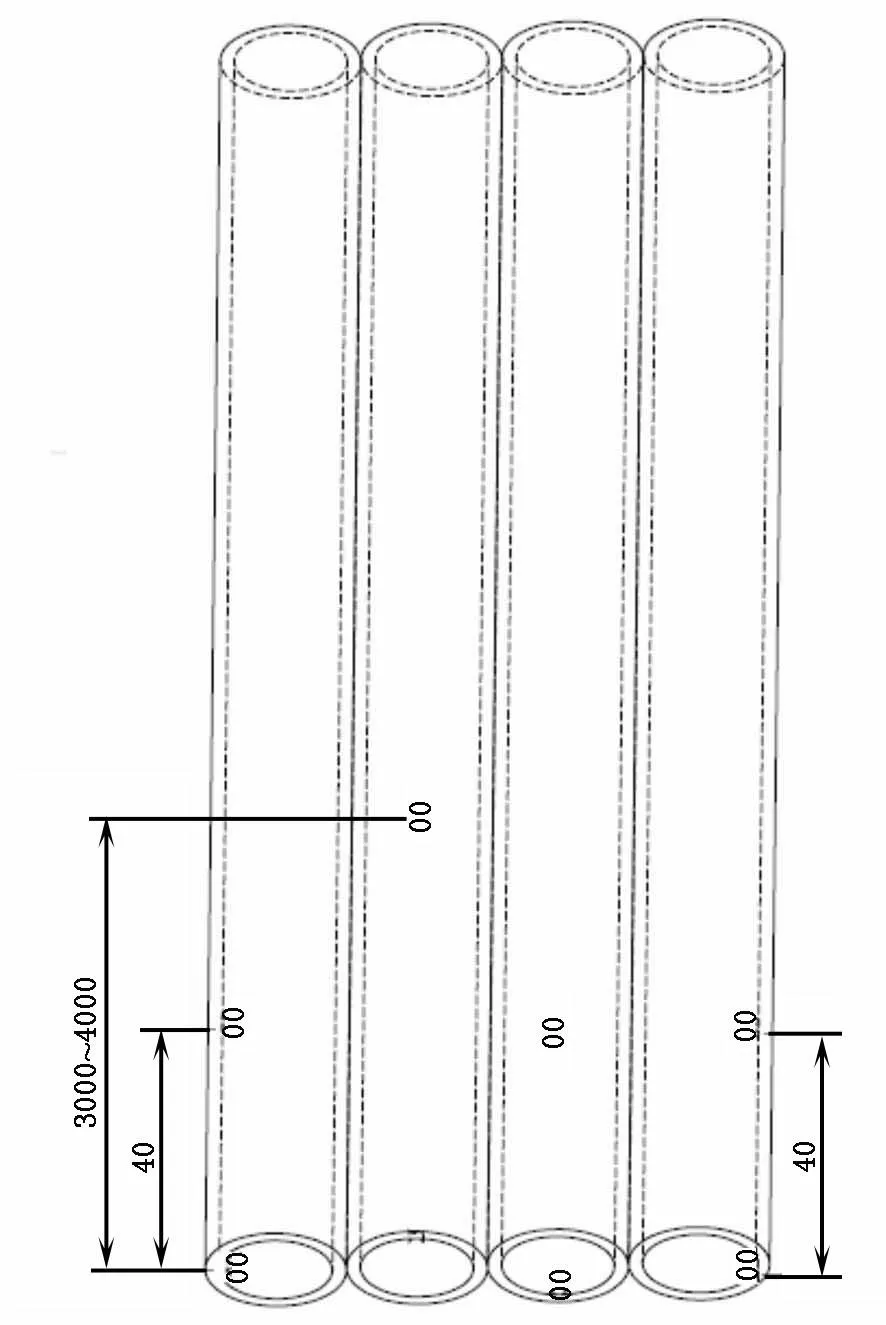
图2 测温点示意图Figure 2 Schematic sketch of temperature testing points
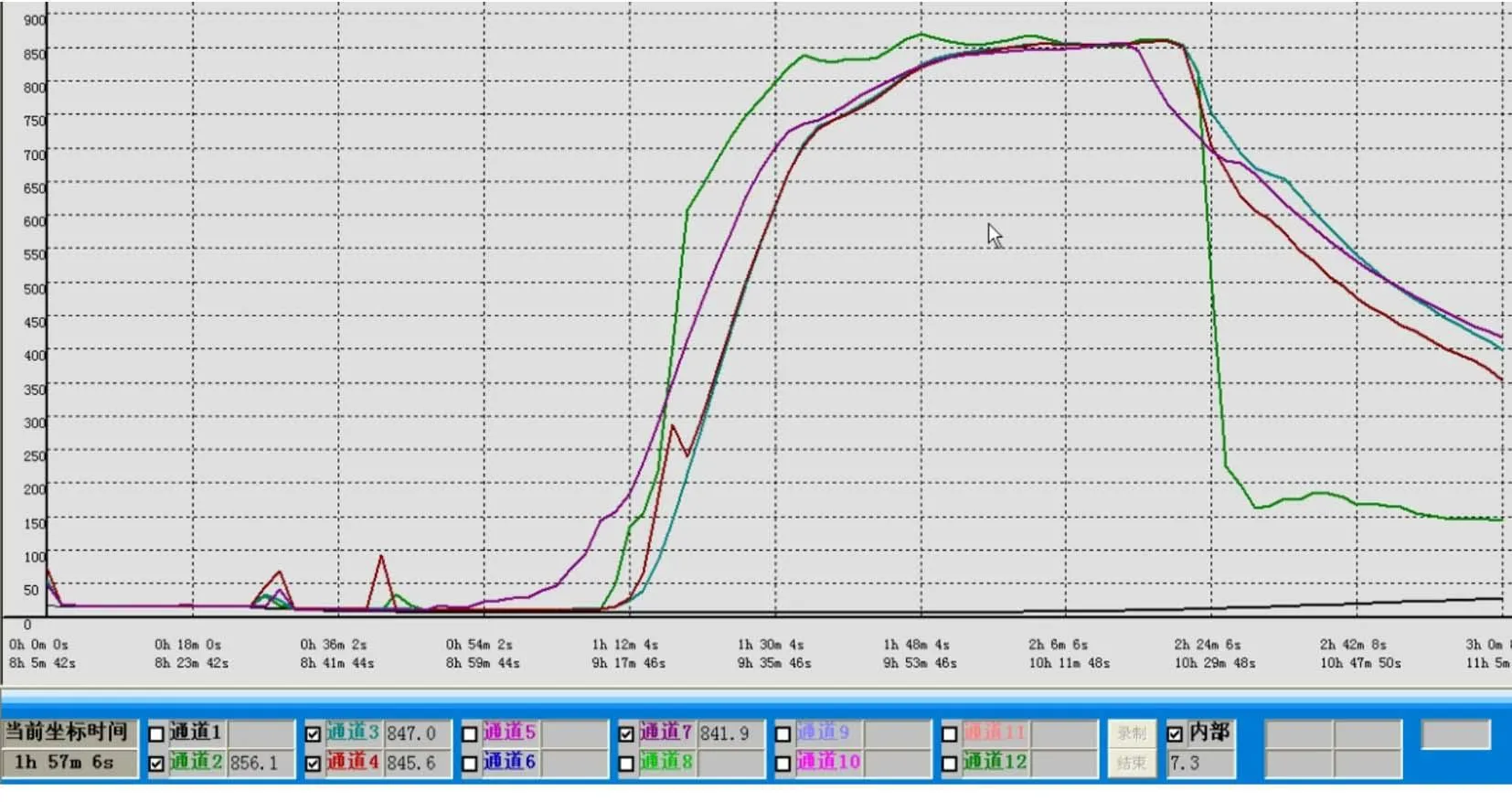
图3 整体温度曲线Figure 3 Integral temperature curve
3.2 测温布置点
根据国标和美国航标的要求,钢管前部的4个点依次测量“左、上、下、右”,前中部3点依次测量“左、下、右”,钢管中部的一个点,测量“上”。因钢管前后具有对称性,所以后部没有布置测温点。热电偶最长约5 200 mm,其中有1 200 mm是热电偶引入隔热箱的长度。图2为测温点示意图。
热电偶采用直径1.5 mm的柔性铠装耐高温热电偶,便于安装。
3.3 热电偶固定与隔热箱放置
利用卡环在钢管内壁固定热电偶,钢管端口不堵塞,钢管内部空气保持流通状态(不改变内壁受热情况)。
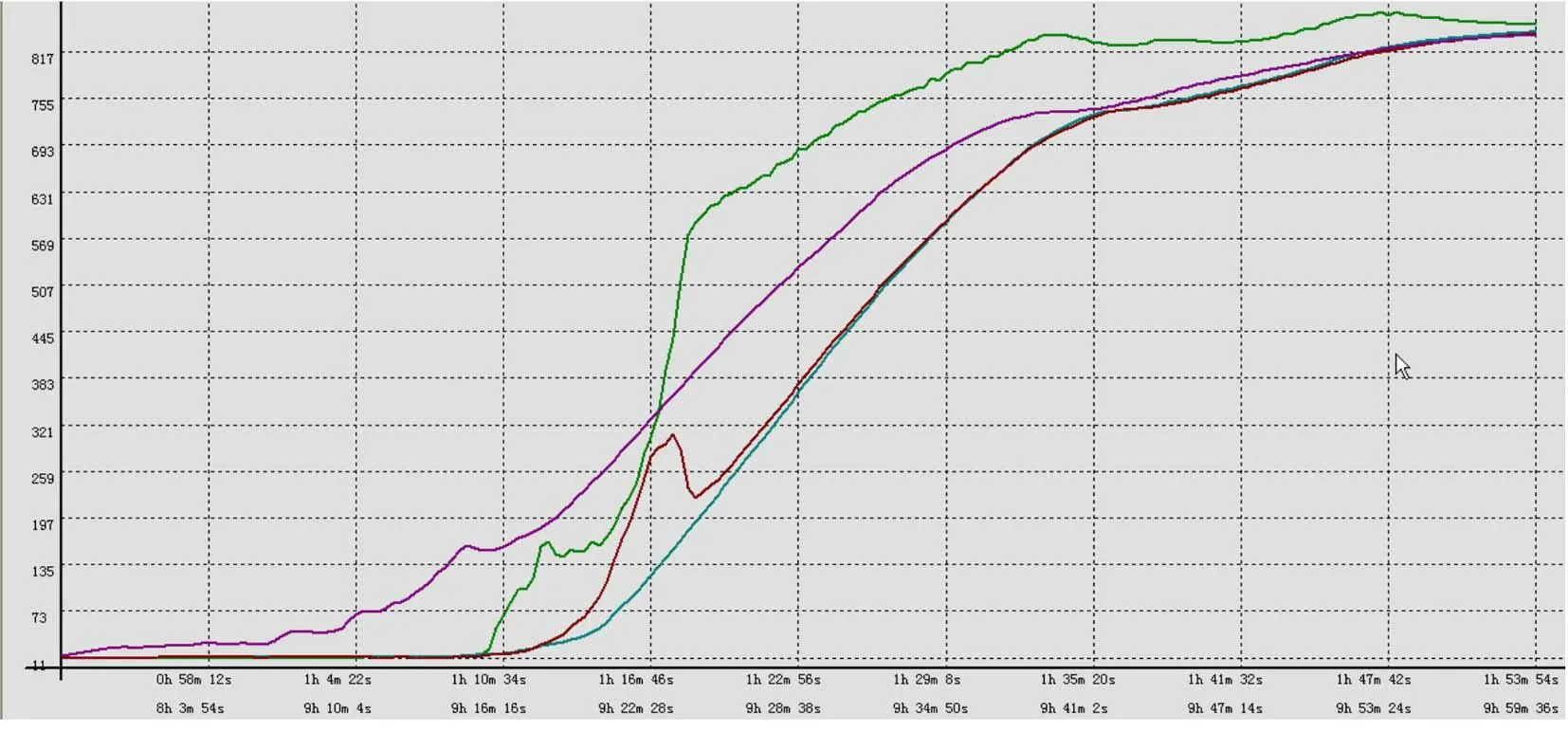
图4 加热阶段温度曲线Figure 4 Temperature curve of heating stage

图5 850℃实时图Figure 5 850℃ actual time drawing
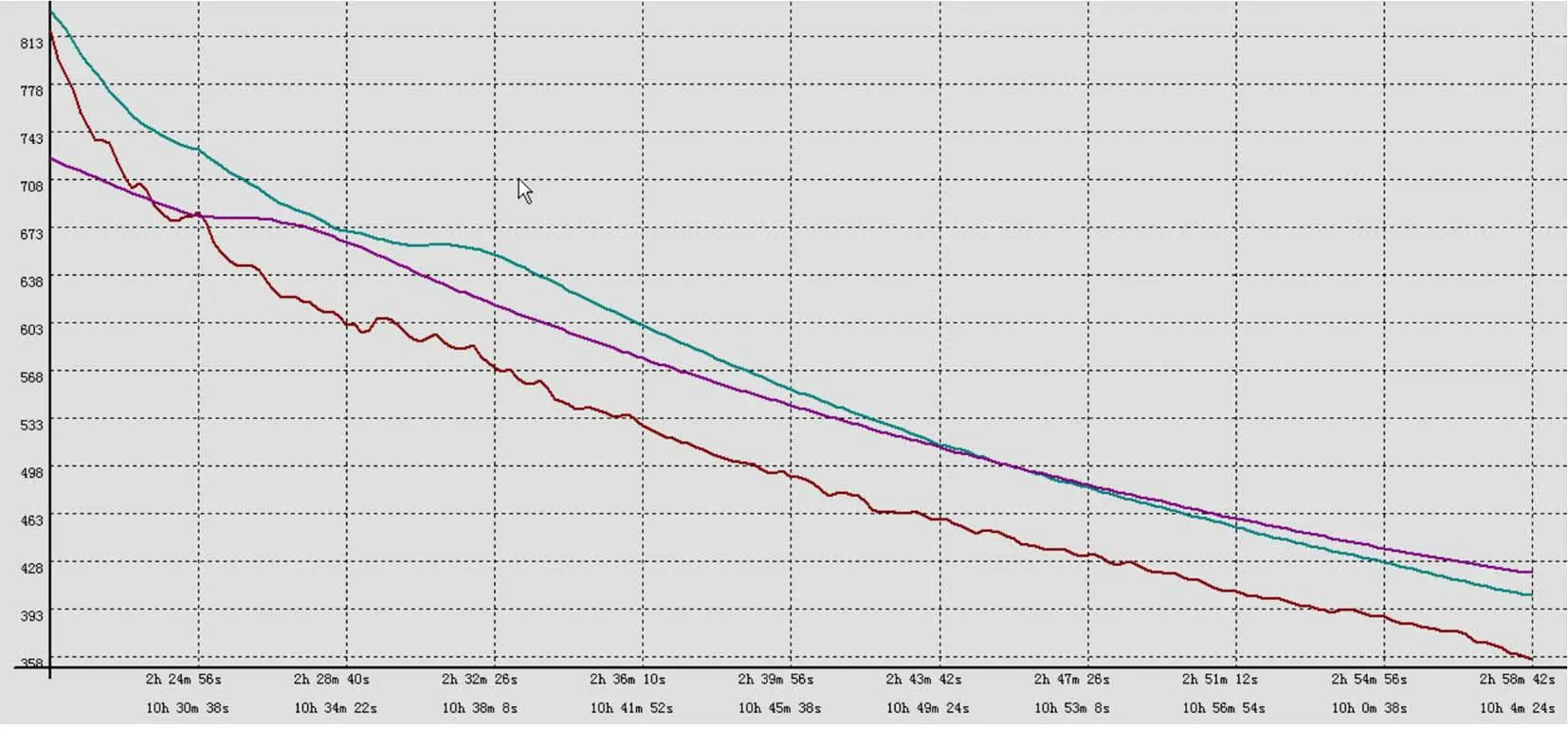
图6 降温阶段温度曲线图Figure 6 Temperature decrease stage curve
考虑到隔热箱不能直接放到传送钢滚上,特放置一长条形钢板,将隔热箱置于其上。隔热箱、辅助钢板、测温热电偶、被测钢管同时移动,它们之间的相对运动较小。
炉型为德国生产的燃气式隧道钢管退火炉,退火设定温度850℃ 。
4结果与分析
温度曲线及各阶段的分析如下:
(1)在整体温度曲线(如图3)中,各测试点之间的温度比较均匀。
(2)加热阶段温度曲线见图4。温度加热(上升)阶段,位于中间钢管的中部的测点相对其它测试点,温度会提前上升。所以在开始阶段,该测点高于其它测点约100℃;接近恒温区后,各测点之间的温度差缩小到10℃;到达恒温区时,进一步缩小到2℃。
(3)850℃恒温保持阶段(见图5),各测试点之间平均温差的绝对值约10℃,各测试点温度和之间的相对设定温度,温差为-2~+8℃,且比较稳定。
(4)降温冷却阶段(见图6),各测试点之间平均温差绝对值27℃,各测试点温度和之间的相对温差依然比较稳定。
5结论
本文依据GB/T 9452—2012和AMS 2750E,借助山西迪思凯瑞科技有限公司的无线炉温跟踪仪成功解决了无缝钢管在热处理炉内的温度跟踪要求。整个测温过程和数据,得到了德国客户的认可,并且为随后的工艺分析和改进提供了数据支持。
编辑傅冬梅
摘要:介绍了一种无线炉温跟踪仪,配合专业定制卡套,能够随同工件一起进入炉膛真实测量无缝钢管内壁温度,并实时无线发送数据。
关键词:无缝钢管;热处理;无线温度跟踪仪
Temperature Dynamic Testing of Wireless Furnace Temperature Tracker in the Process of Seamless Pipe Heat Treatment
Guo Rui, Li Hong, Yang Hao
Abstract:A new type of wireless furnace temperature tracker combined with professionally established cutting sleeve has been introduced, accurate temperature of seamless pipe inner wall could be tested as the work pieces were being put into the furnace chamber accompanied with the wireless temperature tracker and meanwhile data were sent in actual time.
Key words:seamless pipe; heat treatment; wireless temperature tracker
收稿日期:2014—07—16
中图分类号:TG15
文献标志码:B
猜你喜欢
军民两用技术与产品(2021年8期)2021-11-24 01:09:34
模具制造(2019年10期)2020-01-06 09:13:08
重型机械(2019年3期)2019-08-27 00:58:42
钢管(2019年3期)2019-03-18 04:02:50
电子测试(2018年6期)2018-05-09 07:32:24
现代冶金(2016年6期)2016-02-28 20:53:10
焊接(2016年2期)2016-02-27 13:01:20
山东冶金(2015年5期)2015-12-10 03:27:41
上海金属(2014年4期)2014-12-15 10:40:32
机械制造文摘(焊接分册)(2014年6期)2014-03-20 13:57:47