
基于PLC的铝型材挤压实训系统设计
2015-02-19 03:01宋冬萍
常州信息职业技术学院学报 2015年1期
关键词:人机界面
宋冬萍
(苏州工业职业技术学院机电工程系 江苏苏州 215104)
基于PLC的铝型材挤压实训系统设计
宋冬萍
(苏州工业职业技术学院机电工程系江苏苏州215104)
摘要:以铝型材挤压系统为研究对象,阐述了以西门子S7-200CN PLC为核心控制器的铝型材挤压系统的机械结构和工作原理,给出了系统的气动和液压控制原理图、程序设计流程图和组态监控界面。
关键词:铝型材挤压; PLC; 人机界面
铝型材因具有耐蚀、质轻、易加工、表面美观等优点,在建筑、航天航空、交通、包装等行业被广泛使用,挤压成型是铝型材最主要的生产方式[1]。本文设计了一套基于西门子S7-200CN PLC的铝型材挤压实训系统,旨在给学生提供一个典型性、系统性的工业模型,搭建一个学生认识工业现场的窗口,构建一个可以提升学生工作潜能的实训平台。本系统不仅包含了工业现场中典型的机构,而且涉及机电一体化和电气自动化的专业基础知识,非常适合专业教学,更能锻炼学生思维能力[2]。
1系统结构及工作过程
1.1 系统结构
该铝型材挤压实训系统结构如图1所示,主要由供料单元、加热成型单元、送料单元、挤压单元、下料清理单元、液压控制单元、气动控制单元和电气控制面板等组成。
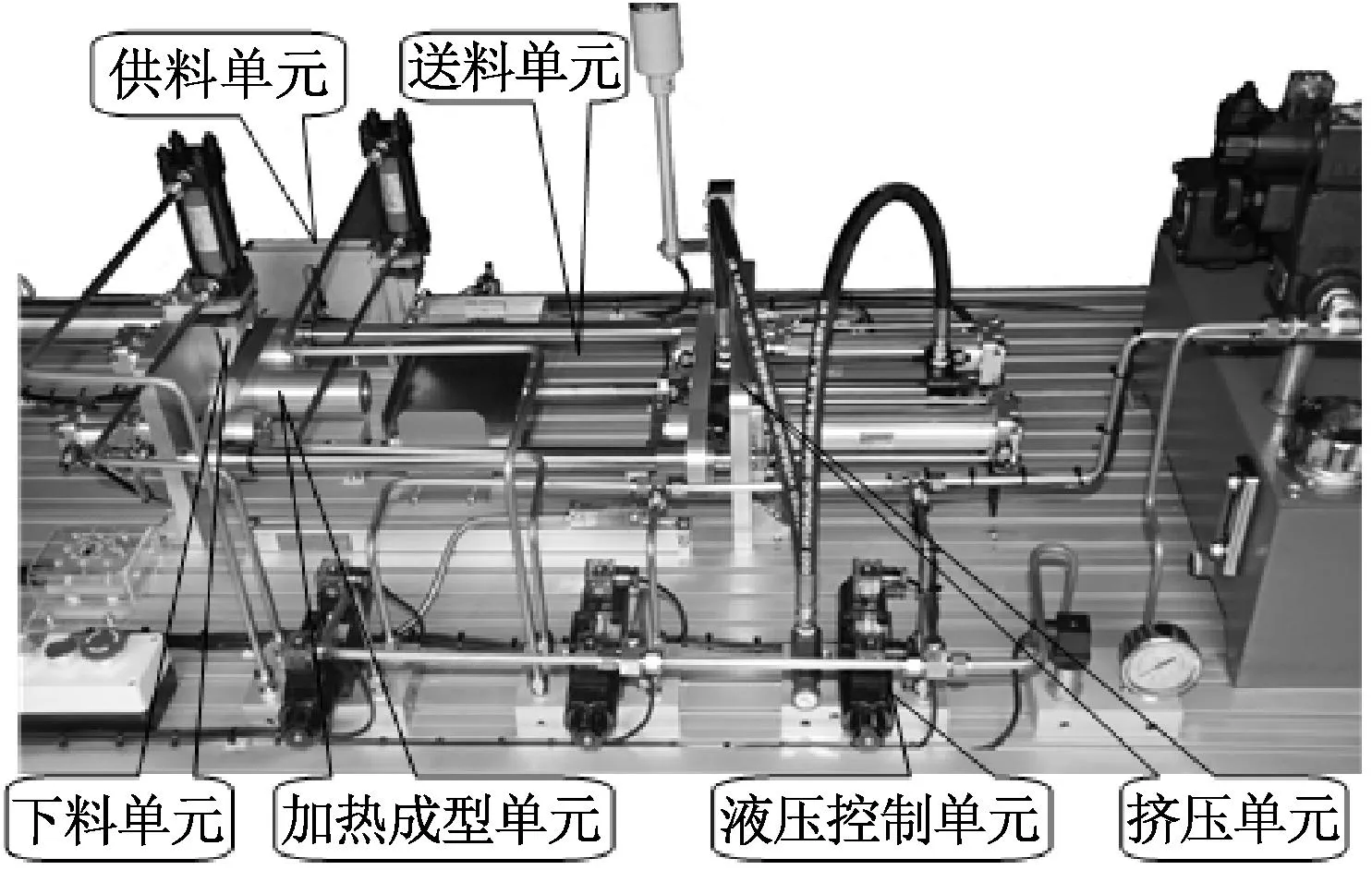
图1 铝型材挤压装置结构图
供料单元:主要由料仓、供料架、供料气缸、液压剪切缸、电磁阀和固定支架等组成,作用是为送料单元提供一定长度的原料。
送料单元:主要由固定支架、顶料气缸、磁性开关、气缸固定架、电磁阀组件组成,用于配合挤压单元的主液压缸把工件坯料按序送至加热成型单元的盛锭筒。
加热成型单元:主要由盛锭筒、合模气缸、滑轨、加热丝、温度传感器、成型模具等组成,功能主要是把坯料加热到成型温度,在挤压单元的作用下把坯料挤压成型。
挤压单元:主要由主液压缸、快速移气缸、气动电磁阀、液压电磁阀、液压调速阀、压力表、行程开关、直线位移传感器和固定支架等组成,用于把供料单元送来的坯料送至模具中挤压成型。
下料单元:由落料箱、清理剪切液压缸、液压电磁阀和机械支架等组成,其主要功能是清理成型边料并从模具下料至落料箱。
液压控制单元:由液压油泵、溢流阀、安全阀、压力表等组成,为整个液压回路提供动力单元。
1.2 工作过程
铝型材挤压过程如图2所示:供料气缸6将预热过的铝棒推出,坯料剪切缸5下压,进行原料的截取,原料经滑槽滚至加热成型单元,此时顶料气缸8伸出,将工件坯料托至与盛锭筒同一中心高度,此时快速移动气缸1、3带动模头4伸出,将铝棒推进盛锭筒,而后主液压缸2继续伸出,推动铝棒通过模具10进行挤压成型,得到与模孔孔型相同的产品,挤压结束时,合模气缸11、12伸出,推出挤压残料,在清理剪切液压缸作用下把制品与残料切断,挤压后的成品落至落料箱13。
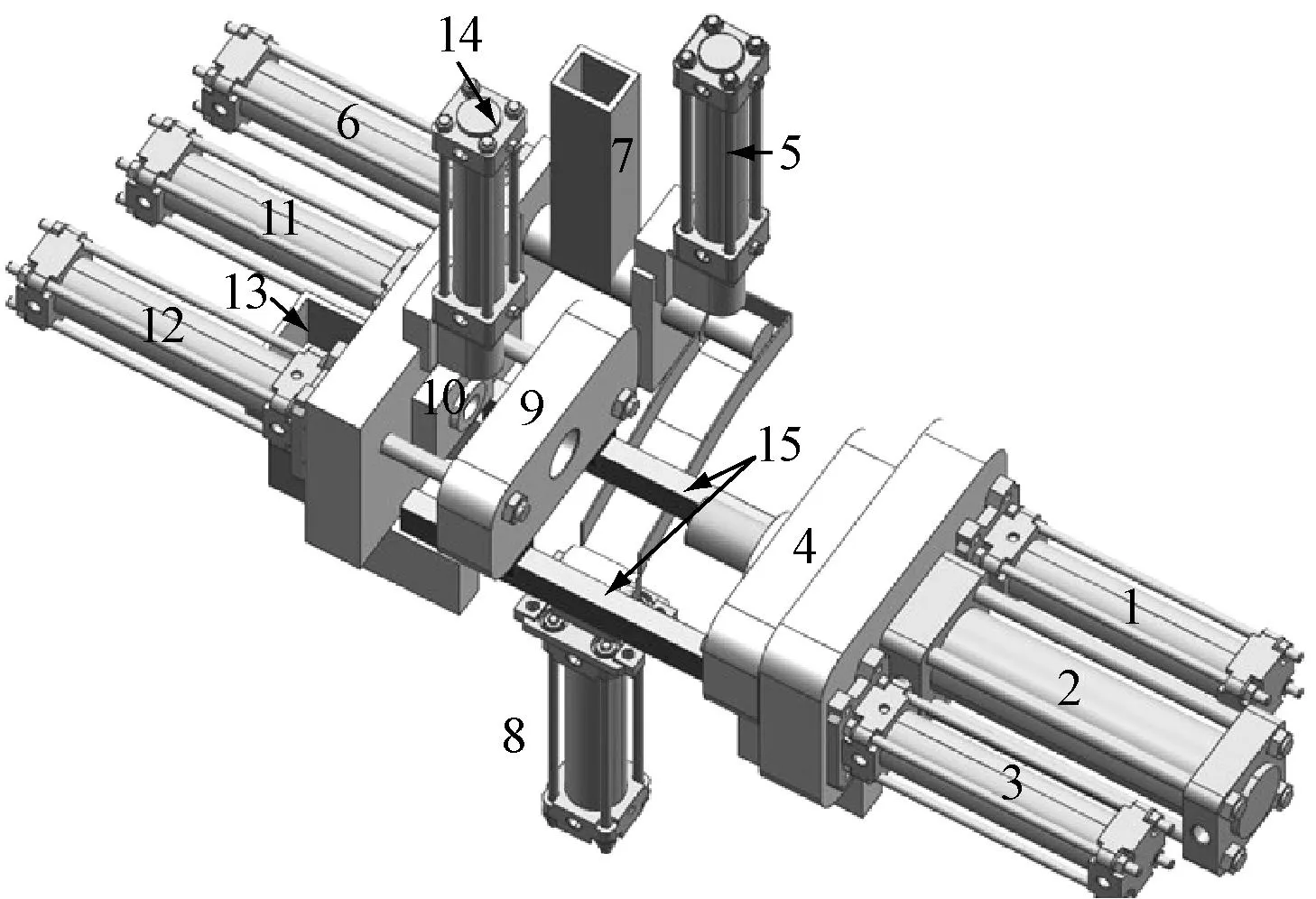
图2 铝型材挤压示意图
1、3快速移动气缸 2主液压缸 4模头 5坯料剪切液压缸 6供料气缸 7料仓 8顶料缸 9盛锭筒 10模具 11、12合模气缸 13落料箱 14清理剪切液压缸 15支架
2系统设计
根据控制要求,本系统选用西门子S7-200CN作为核心控制系统,配置EM231模拟量输入,系统框图如图3所示,主要由气动系统、液压系统、PLC控制系统和触摸屏等组成,气动原理图如图4所示,液压原理图如图5所示。系统可通过触摸屏设置工艺参数和操作设备运行,同时可通过上位计算机的组态软件实现挤压成型过程的远程监控。
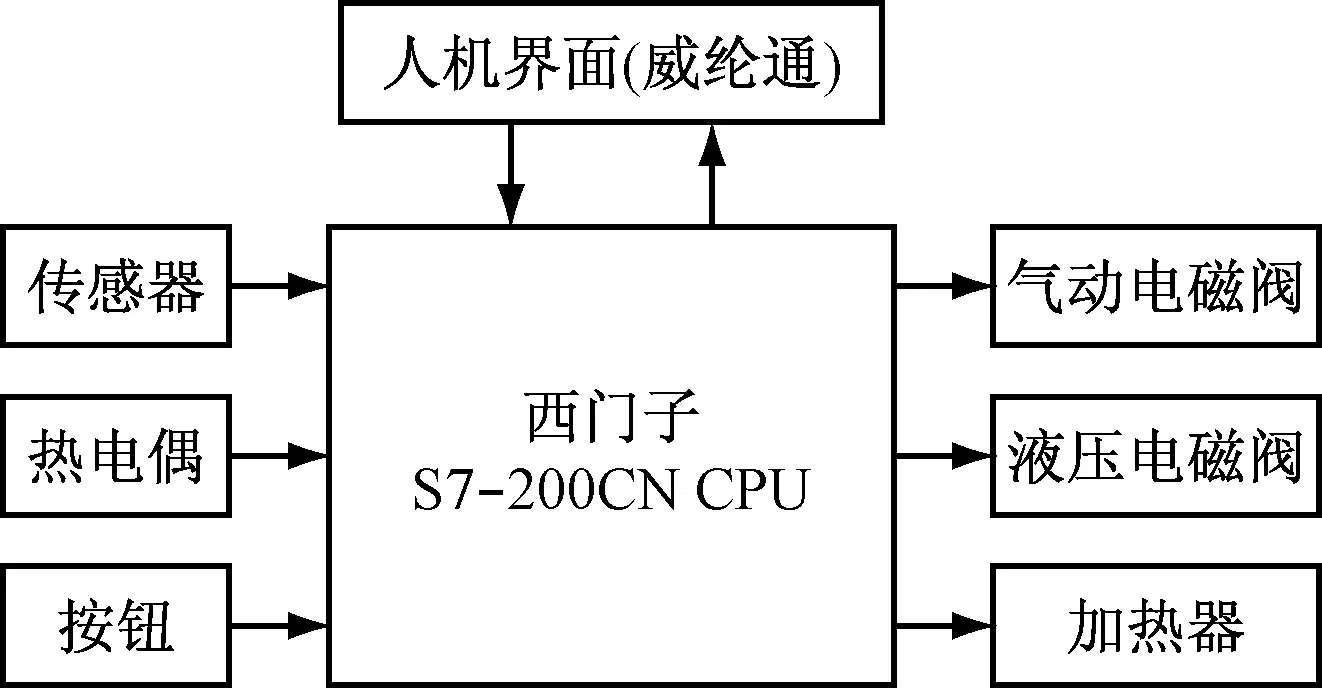
图3 系统框图
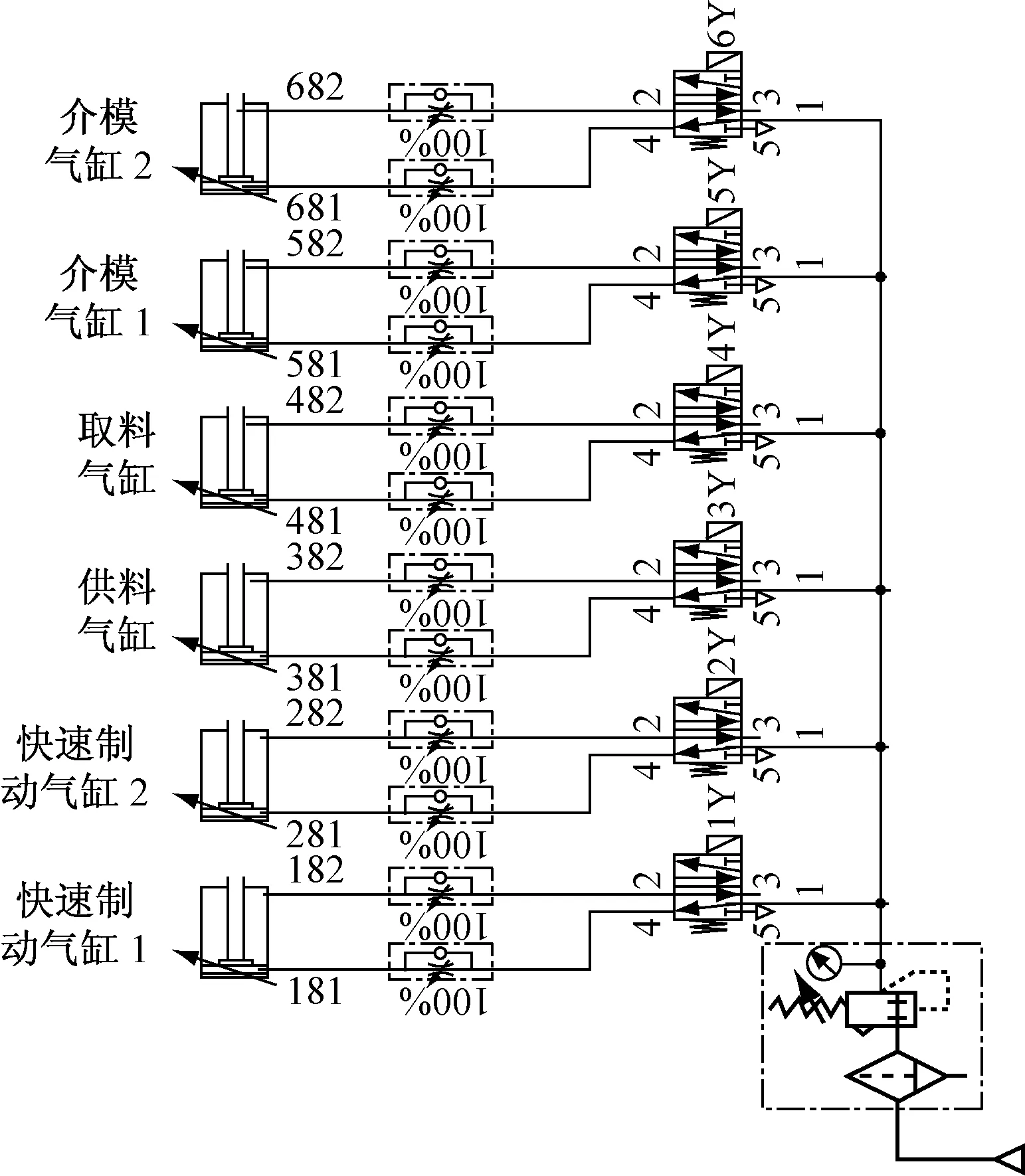
图4 气动原理图
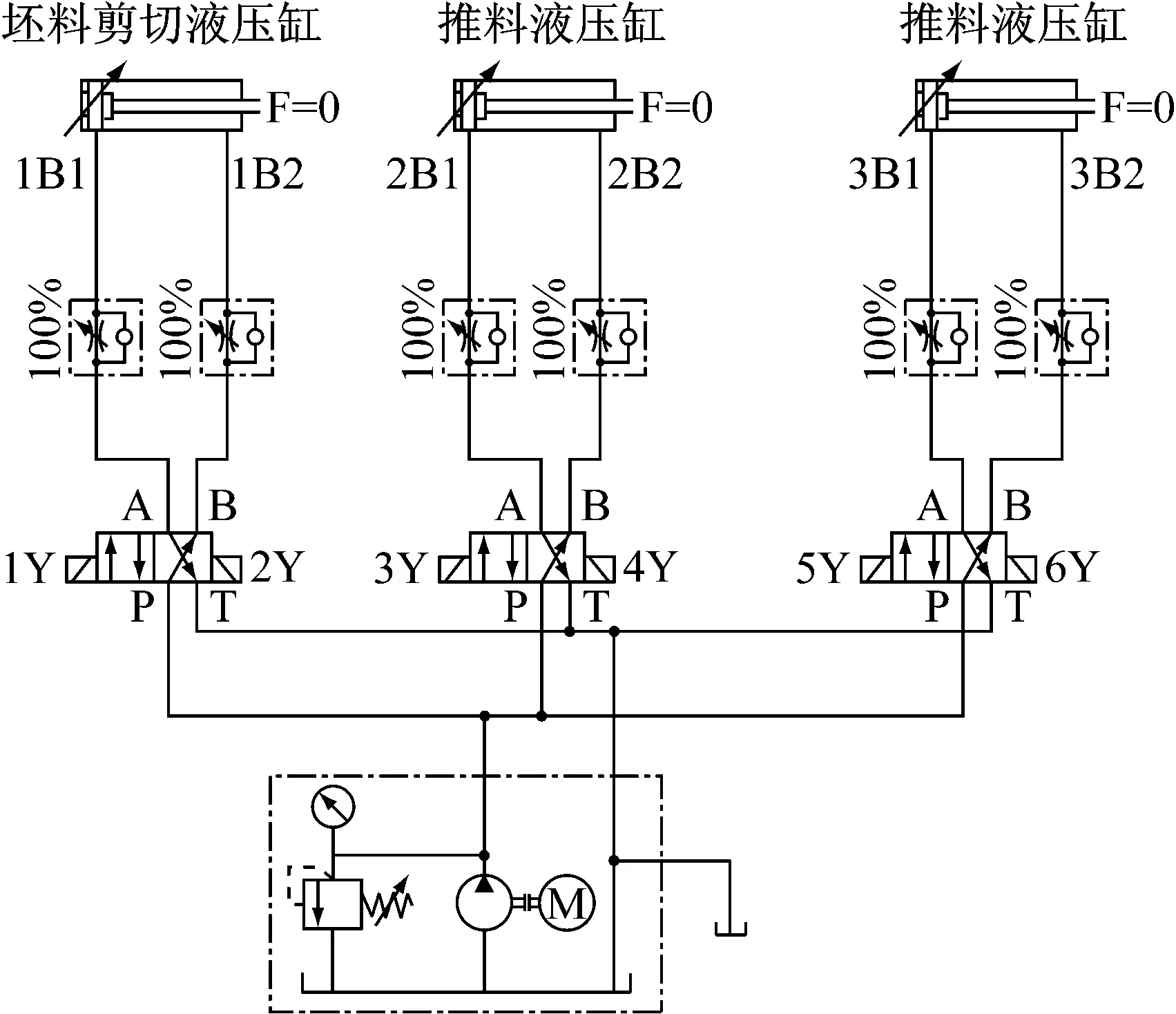
图5 液压原理图
2.1 系统I/O表
铝型材挤压系统输入、输出分配如表1所示。
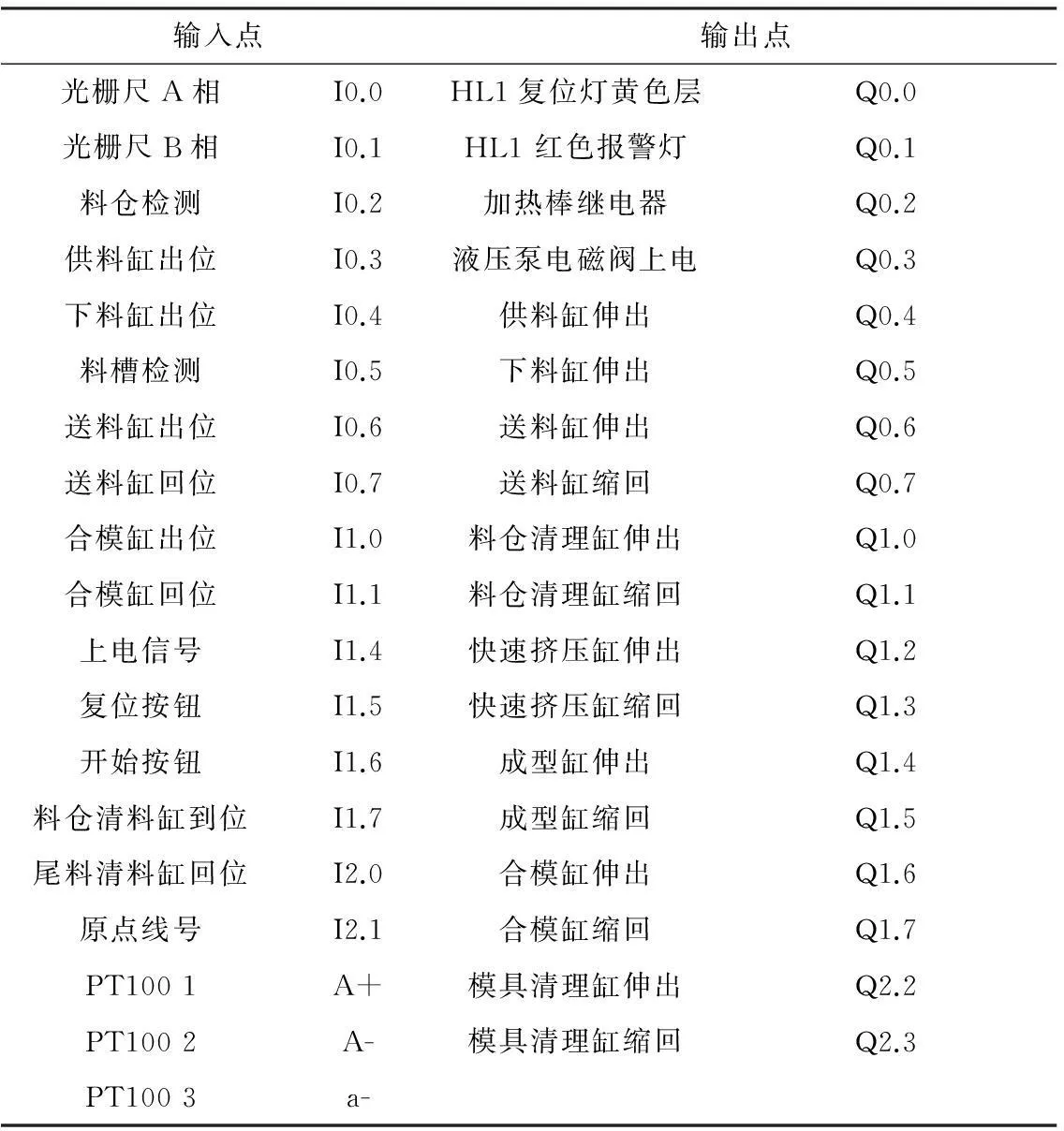
表1 I/O分配表
2.2 系统程序设计
根据系统控制要求,将铝型材挤压控制过程分解为供料、料仓清理、送料、加热、挤压成型、模具清理等工作状态,根据各状态的控制顺序与要求,编写控制流程图,如图6所示。采用STEP7 Microwin 软件即可进行梯形图的编写。
2.3 HMI画面设计
本次设计选用威纶通的MT6000/8000 T Series触摸屏,通过EB8000 Project Manager软件提供的图形与功能控件,做出了友好直观的人机交互界面。主界面如图7所示,包括运动控制、气动缸手动控制、液压缸手动控制和记录查询4个子界面,支持远程各单元工作状态的图形和文字显示,能够远程对设备进行控制和调试,支持相关数据的设定和运行参数的保存,能够进行故障记录和报警等。
3结束语
此实训系统将西门子S7-200CN PLC、液压、气动、传感器和人机界面技术有机结合,实现对铝型材挤压成型过程的仿真控制。该实训系统结构简单,操作控制方便,人机交互界面直观,适用于机电一体化、自动化和电气等专业的学生进行专业综合实验,对学生后续独立构建控制系统有较强的实践指导意义。
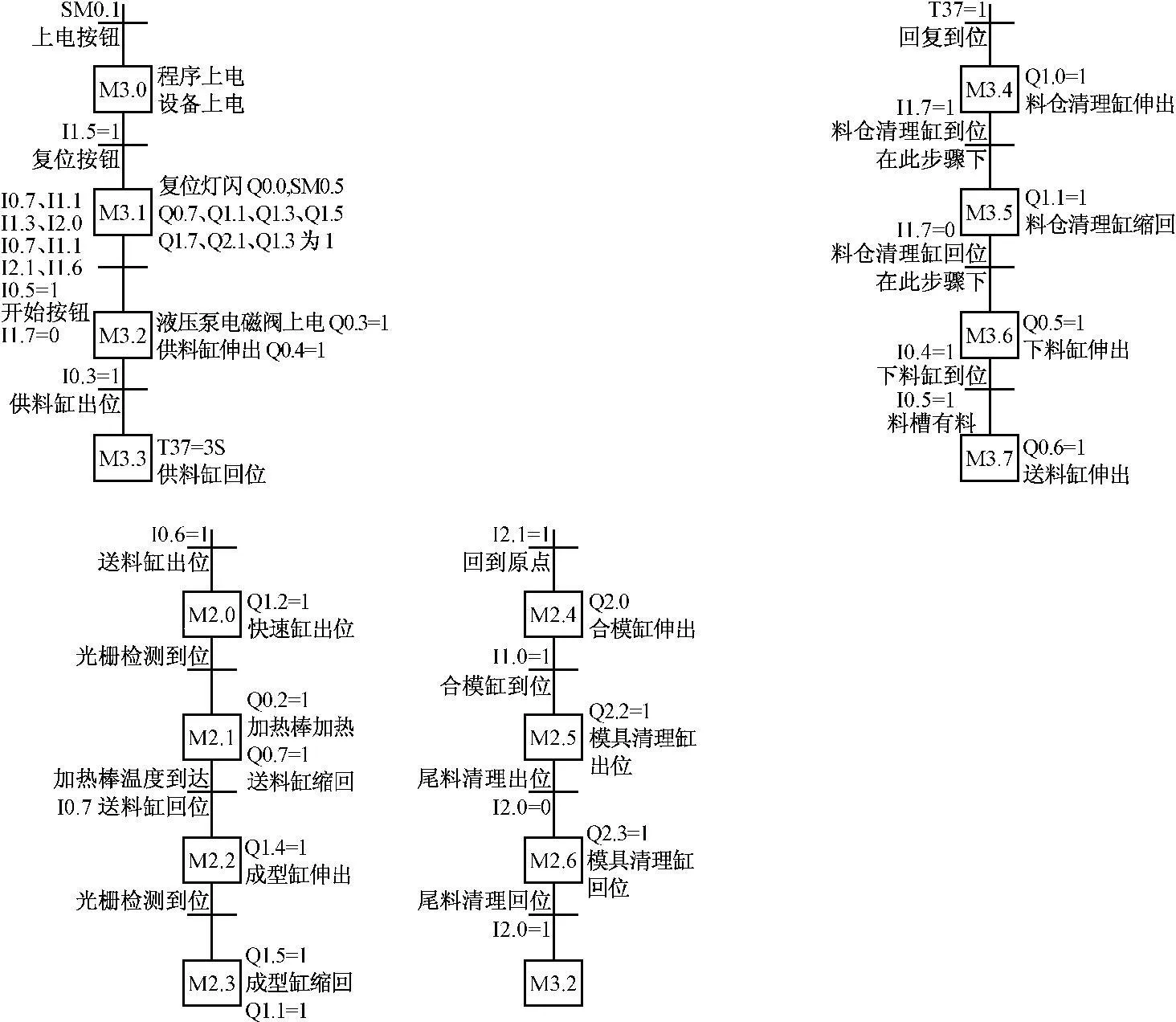
图6系统程序流程图
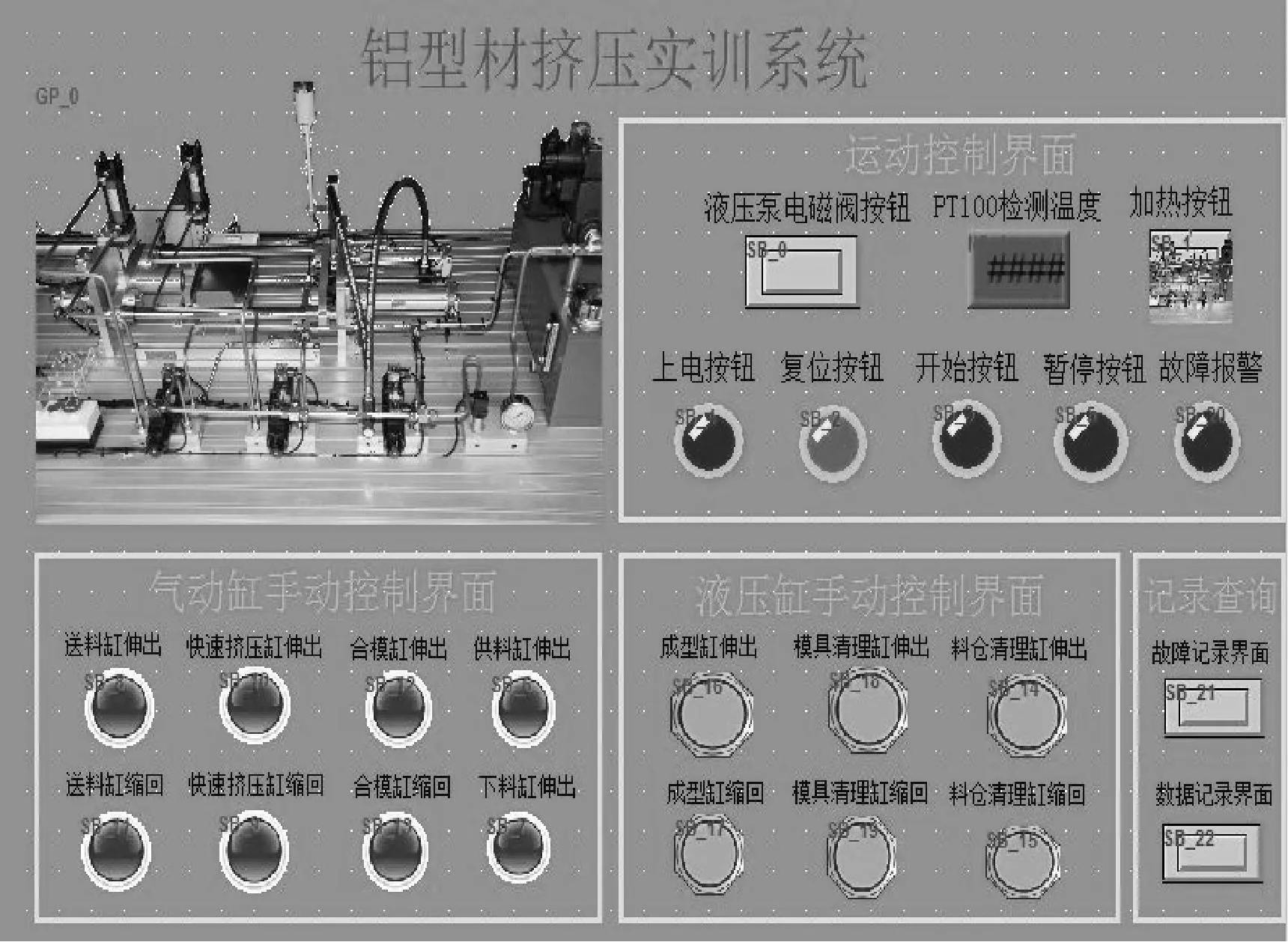
图7 监控界面
参考文献:
[1]罗超. 铝型材挤压模具智能设计及关键技术研究[D]. 长沙: 中南大学, 2004: 5-7.
[2]王月芹. 基于PLC的机械手控制系统设计[J]. 液压与气动, 2011(9): 41-42.
Design of Aluminum Extrusion Training
System Based on PLC
SONG Dong-ping
(Department of Mechanical and Electrical Engineering, Suzhou Institute of Industrial Technology, Suzhou 215104, China)
Abstract:Taking aluminum extrusion system as objects, this paper explains the mechanical structure and working principle of aluminum extrusion system with Siemens S7-200CN PLC as the core controller. The pneumatic control schematics, programming flowcharts and configuration monitoring interface of the system are also shown in this paper.
Key words:aluminum extrusion; PLC; HMI
中图分类号:TG 379
文献标志码:A
文章编号:1672-2434(2015)01-0023-03
作者简介:宋冬萍(1980-),女,讲师、高级技师,主要研究方向:自动化控制
基金项目:苏州市科技基础设施建设计划项目(SZP201303)
收稿日期:2014-00-00
猜你喜欢
铁道通信信号(2016年1期)2016-06-01
电测与仪表(2016年4期)2016-04-11
铁路通信信号工程技术(2015年4期)2015-02-28
自动化博览(2014年10期)2014-02-28
铁路通信信号工程技术(2014年5期)2014-02-28
