
基于正交实验与人因工程的生产改进应用
2015-02-17 08:19赵国杰马雪纯
重庆理工大学学报(自然科学) 2015年3期
赵国杰,马雪纯
(天津大学 管理与经济学部,天津 300072)
基于正交实验与人因工程的生产改进应用
赵国杰,马雪纯
(天津大学 管理与经济学部,天津 300072)
结合质量控制与改进及人因工程在提高产品质量方面的应用,对电路板焊接车间的焊接工艺流程进行分析,通过因果图和排列图找出影响电路板质量的主要因素。运用正交实验设计及方差分析,找到最佳的烙铁温度、焊接时间与焊锡量组合。另外,通过人因工程的相关知识对工作人员的操作环境加以改进,以降低操作人员的疲劳程度,从而提高电路板的整体质量。
因果图;排列图;正交实验设计;人因工程
目前,我国众多企业的产品质量、服务质量与国外的企业有着较大的差距,在现实中主要表现为:产品质量差,损失浪费严重;假冒伪劣商品屡禁不止;企业员工的质量意识淡薄;贯彻ISO9000系列标准不扎实,流于形式;服务质量差;多数企业的质量标准低;环境质量差。为提升企业核心竞争力,提高产品质量当为生产企业的重中之重,因此,在市场经济的大环境下,中小企业尤其需要加强质量控制与改进的意识,全面实施质量管理,在产品研发、生产、售后服务3方面加以改进[1]。
质量管理的方法主要包括:Crosby 提出了实现卓越质量的“14步骤”;Powell首先使用的验证QMP与企业绩效相关性的统计方法;产品批次投入产出质量跟踪管理方法;FMEA,即缺陷模式及影响分析[2];六西格玛法,即采用量化的方法分析流程中影响质量的因素,找出最关键的因素加以改进从而达到更高的客户满意度[3];5Why方法,通过分别消除各级原因来制定改进计划[4]。本文运用工业工程的相关知识,以天津某小型企业为例,以正交实验设计[5-6]确定手工焊接的最佳组合条件,并以人因工程来改善车间照明条件。
1 生产检验统计及存在的问题
1.1 生产检验统计
以某公司现有生产车间为对象,对其4个焊接工位进行生产检验,现随机抽样检验焊接电路板30个,统计得到存在的问题共计5种,即焊接不牢固、精度不够、清理不完全、一致性不达标和出现锡球。统计结果如图1所示。
1) 电路板外观不美观
焊接不牢固:主要表现在电路板上元器件有松动现象,稍用力元器件就会从焊接处断裂或出现元器件从电路板上脱落。
出现锡球:主要表现在有锡球分散在电路板的不必要的位置上,这种小球会在电路板的2个相邻元器件之间产生电流泄漏甚至短路,也有可能影响相邻元器件的性能,从而带来可靠性隐患。
清理不完全:主要表现在电路板上仍有油污、锈迹和灰尘。当电路板上全部元器件均焊接完毕后,需用工业酒精除去板上油污、锈迹等,然后用毛刷清扫灰尘,若清理不全面、不彻底将影响电路板美观。
2) 电路板性能不达标
精度不够:主要表现在电路板的精度达不到要求标准,精度测量值达不到标准值。
一致性不达标:主要表现在电路板的工作性能(如正常电压、电流)与要求标准不符。

图1 统计结果
1.2 统计分析存在的问题
由图1可以得知焊接不牢固和精度不够是该焊接车间的最主要的质量问题,挖掘出其深层次的原因如下:
1) 焊接不牢固
加热时间控制不好:加热时间偏长易烧毁元器件;加热时间不够,焊盘没有全面受热,可导致焊锡没有流满焊盘从而不能将元器件固定。
固定不好:用镊子按住元器件时力度把握不好,易使元器件滑离指定位置。
调节烙铁温度不当:温度过低会使焊锡熔化不充分;温度过高会使焊锡流淌,还容易损坏电路板和元器件。
焊锡量少:焊锡量不够,不能将元器件完全焊接在电路板上。
2) 精度不够
调节烙铁温度过高;加热时间控制不好,对元器件造成损坏或固定不好,从而影响精度;焊锡量过多。
将影响以上2个主要质量问题的重要原因总结如下:
① 技术原因:烙铁调温不当,温度过高或过低;加热时间控制不好,时间过长或过短;焊锡量过多。
② 作业环境:操作环境光线较差造成作业者疲劳。
③ 作业者:作业者操作不熟练,无作业标准。
该焊接车间质量问题的因果关系如图2所示,其中阴影部分为主要原因。
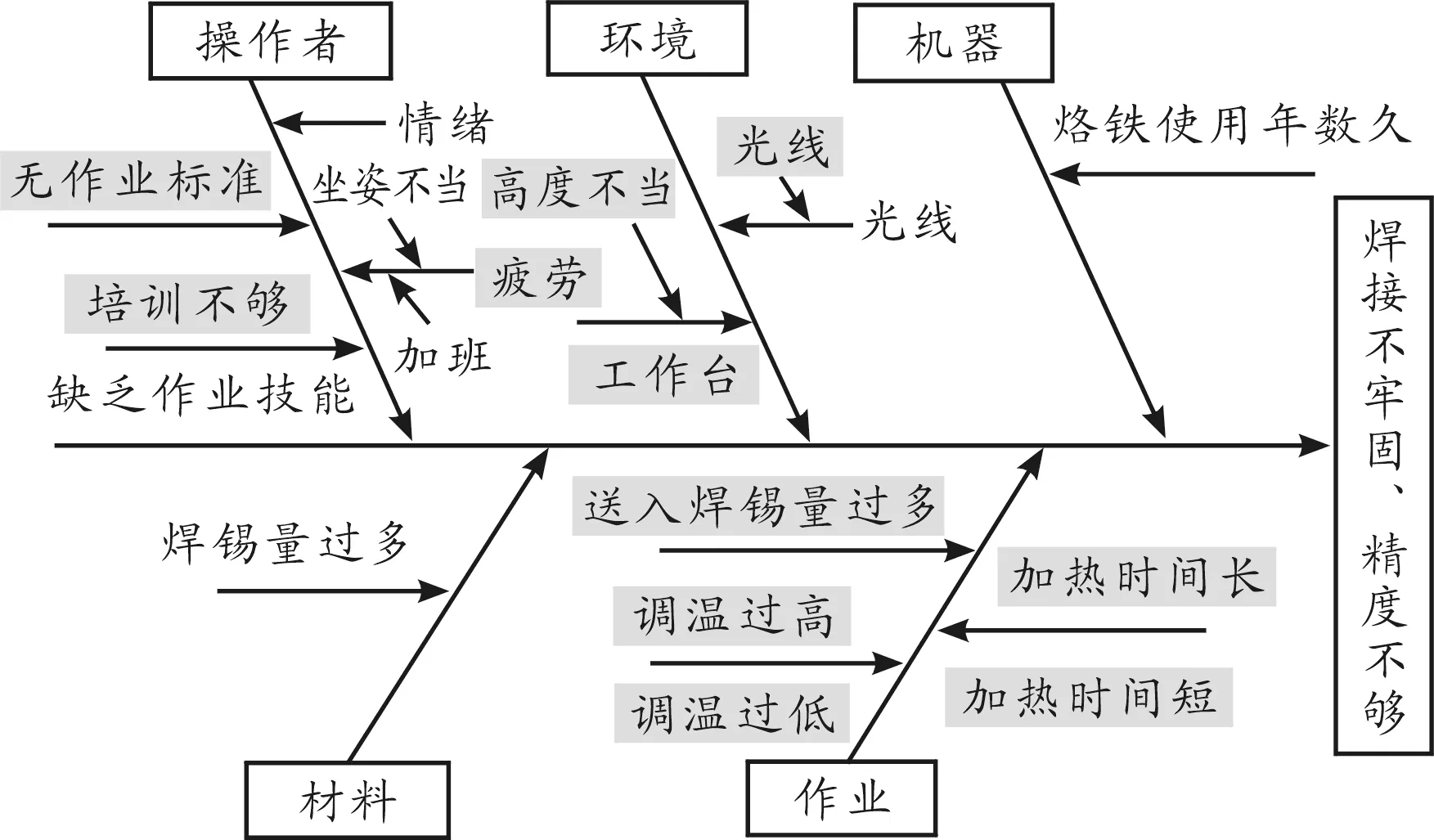
图2 因果关系
2 优化方案设计
针对以上2个主要问题及其主要原因,首先针对其技术上的原因进行改进,然后对其环境和人为因素进行改进。
2.1 正交实验设计
2.1.1 实验步骤
具体步骤如下:
1) 明确实验目标:找出烙铁温度、加热时间及焊锡量的最佳条件组合,从而保证并提高产品质量。
2) 确定响应输出:检验元器件是否牢固时,不宜采用破坏性检验,如将元器件从电路板上拔下等,可通过测量电路板的精度值来证明。精度值越大,则元器件焊接越牢固。所以,本实验的响应输出确定为电路板精度值。
3) 确定影响因素:加热时间偏长易烧毁元器件;加热时间不够,焊盘没有全面受热,导致焊锡没有流满焊盘从而不能将元器件牢固焊接在电路板上。此外,烙铁温度过低会使焊锡熔化不充分;温度过高会使焊锡流淌,还容易损坏电路板和元器件。焊锡量不够不能将元器件完全焊接在电路板上。所以,本实验的影响因素主要为烙铁温度、加热时间和焊锡量。
4) 选择实验类型:由于烙铁温度、加热时间和焊锡量3个因素之间可能有交互作用,且由该公司长期的焊接情况可确定各因素有两个水平,所以实验应选择做正交实验。
5) 确定实验策略:这是一个2水平3因素的实验,可用正交表L8(27)来分析。
6) 运行实验、记录结果和实验数据检查。
2.1.2 实验设计
选取3个因素,每个因素2个水平。
A:烙铁温度A1=250 ℃,A2=300 ℃
B:加热时间B1=3 s,B2=5 s
C:焊锡量(焊锡突出电路板的高度)C1=0.4 mm,C2=0.5 mm
因素之间可能有交互作用。可用正交表L8(27) 来分析,设计方案如表1所示[7]。

表1 设计方案
该方案中,每个主效应和交互效应各占一列,在实验安排时,只需将A,B,C所在的第1列、第2列和第4列的两个水平换算成实际的水平,实验方案见表2。该实验希望提高电路板的质量,因此采用“精度测量值”作为其响应。8次实验结果见表3。
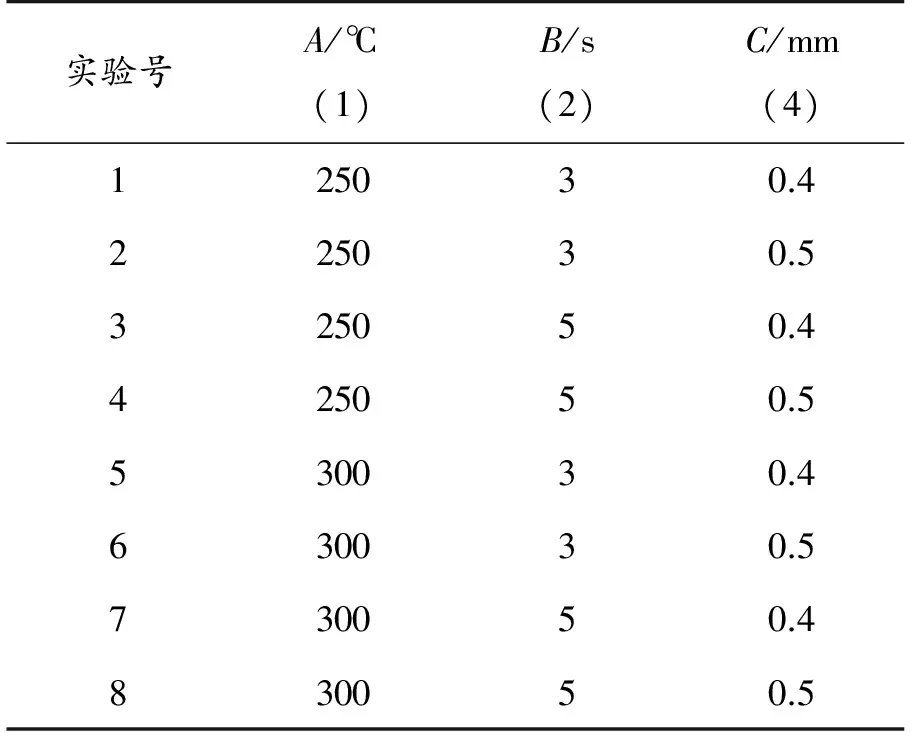
表2 实验方案

表3 实验结果和计算
表3中:Mij表示正交表中第j列的第i水平的实验结果的平均值,Rj表示极差(M1j与M2j之差)。 “M1j”行和 “M2j”行的值为A,B,C所在3列反映的3个因素在2个水平下的均值,而A×B,A×C,B×C所在3列的M1j和M2j值是没有统计意义的,但由于计算的极差Rj是有统计意义的,仍可用Rj的值来衡量3个因素及它们的交互作用的主次关系。直观上看,主效应A×B,B×C和A×C对电路板精度不起显著作用。该实验的初步计算结果见表4。

表4 初步计算结果
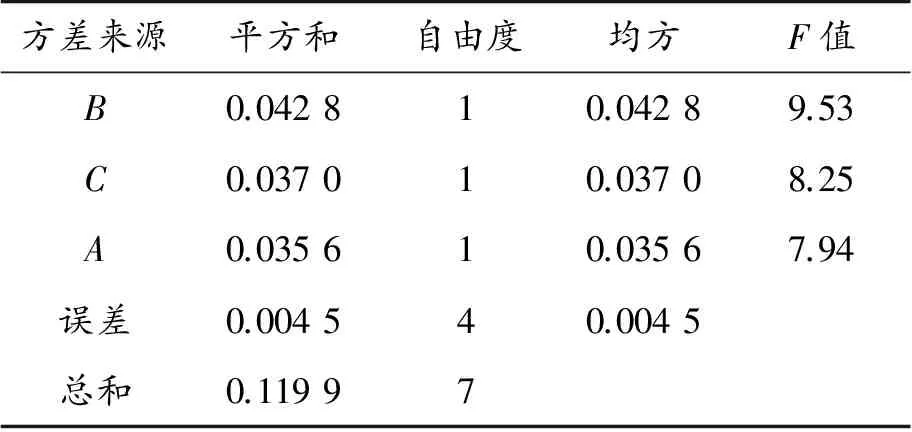
表5 实验方差分析结果
若假设检验水平a=0.05,查表得F0.95(1,4)=7.71,易见FB=9.53,FC=8.25,FA=7.94>7.71,所以烙铁温度、加热时间和焊锡量均对电路板精度有显著影响。
由于因素A,B,C均显著,由它们的2个水平的平均响应值(M1j和M2j)可知,烙铁温度300 ℃、加热时间5 s、焊锡量0.5 mm为最优方案。
2.2 照明环境改善
焊接操作属于高视觉性要求作业,作业中需要识别的对象尺寸微小,在对车间照明条件改善时要保证工作台上有足够均匀的照度。该公司焊接车间内工作台处现在照明用的是白炽灯,功率为40 W,发光效率为7l m/W,则Φ为280 lm,选取50 cm高度处测定,则在50 cm下的光照半球面积是S=2πR2=2×3.14×0.52=1.57 m2,所以E=Φ/S=280/1.57=178.34 lx。
而焊接操作的照度标准值为200~300 lx。此时光线环境较暗,需要更换光源。市场上的光源种类繁多,选择标准应遵循“三高”原则,即高发光效率、高寿命、高显色性[8]。荧光灯作为光源符合 “三高”原则[9]。为了对比更换前后操作者的疲劳程度,可以通过设计实验加以检验。本文采用测定反应时间来间接反映操作者的疲劳程度,具体实验如下:
焊接车间的环境情况:温度26 ℃,湿度62%,有噪声,照明520 lx。
一名被试者的自我感觉:心情良好、稍有疲劳感、心率(脉搏)正常。
光源灯放置在被试者上前方,分别测定操作者在白炽灯和荧光灯下工作1 h后其对刺激的反应时间。事先制作红、黄、绿、蓝4种颜色的卡片,设定次数为20次,主试者口头每说一种颜色,要求被试者立即抽取相应颜色的卡片[10-11]。由表6和表7结果对比可得,采用荧光灯时操作者的疲劳程度明显低于采用白炽灯时。

表6 白炽灯被试者反应时间计算值

表7 荧光灯被试者反应时间计算值
3 结束语
本文对制造型企业的生产检验中出现的问题提供了基本的研究方法,具有一定的理论与实际意义。通过以上优化方案的设计,本文运用正交实验设计的方法确定了影响焊接牢固与否和电路板精度的烙铁温度、加热时间和焊锡量最优条件组合,即烙铁温度300 ℃、加热时间5 s、焊锡量(焊锡突出电路板的高度)0.5 mm为最优。然后通过测量和计算现有焊接车间的照度发现其照度较低,运用“三高”原则对光源进行更换后通过实验对比研究,得出荧光灯比白炽灯更有利于降低作业者疲劳程度的结论,从而进一步改善了作业者的作业环境。
[1] 黄怡.我国企业质量管理现状及全面提升质的对策[J].兰州学刊,2004(4):221.[2] Jeter H S,Oppenheim A J,Oppenheim R,et al.Quality Management[M].Beijing:Machinery Industry Press,2008.[3] 李莉.六西格玛管理的创新性与局限性[J].山西财经大学学报,2009,12(9):92.
[4] 刘亚青.5Why方法论在质量改进中的应用——系统化、结构化、易于实践的质量改进工具[J].商业文化,2010(11):275.
[5] 孔德营,商海涛,刘福慧,等.多指标正交设计评价和优化巴马香猪精液冷冻稀释液[J].西南大学学报:自然科学版,2014(7):1-7.
[6] 班艳娜,樊子勉,张晓清,等.基于正交设计的三联吡啶钌-电化学发光法测定罗库溴铵[J].激光杂志,2013(2):97-98.
[7] 王芳,吴灵芳,宋小辉.多指标制品质量的正交实验方差分析及程序设计[J].科技广场,2012(7):92-94.
[8] 任利民,李明.人因工程学在工业设计中的应用研究[J].吉林工程技术师范学院学报,2012(5):32-33.
[9] 汪杰.全面质量管理方法在企业中的应用[J].甘肃科技,2012(7):88-89.
[10]Bagchi S,Xue Bai,Kalagnanam J,et al.Data Quality Management Using Business Process Modeling[J].Services Computing,2006(9):18-22.
[11]黄蒙恩,雷生华.质量检验在制造业中的地位与作用[J].中国电子商情(基础电子),2011,1(2):75-77.
(责任编辑 何杰玲)
Application of Production Improvement on Orthogonal Experiment and Human Factors Engineering
ZHAO Guo-jie, MA Xue-chun
(College of Management and Economics, Tianjin University, Tianjin 300072, China)
Based on the application of quality control and improvement in improving product quality, this paper analyzed the generalization of virtual enterprise, welding workshop and the welding process of circuit board, and through the causality diagram and arrangement diagram, we found enterprise product problems and influence factors of the quality in circuit board, then by comprehensive use of orthogonal experimental design and ergonomics knowledge, we finally found the best solder iron temperature, welding time and solder quantity combination. What’s more, this paper improved the operating environment of operators by human factors engineering knowledge, and reduced operator’s fatigue so as to improve the overall quality of the circuit.
cause and effect diagram; pareto diagram; orthogonal experimental design; human factors engineering
2014-10-06 作者简介:赵国杰(1950—),男,河北保定人,教授,博士生导师,主要从事技术经济原理与方法,科学、技术、社会研究。
赵国杰,马雪纯.基于正交实验与人因工程的生产改进应用[J].重庆理工大学学报:自然科学版,2015(3):110-114.
format:ZHAO Guo-jie, MA Xue-chun.Application of Production Improvement on Orthogonal Experiment and Human Factors Engineering[J].Journal of Chongqing University of Technology:Natural Science,2015(3):110-114.
10.3969/j.issn.1674-8425(z).2015.03.021
O21;F425
A
1674-8425(2015)03-0110-05
猜你喜欢
云南科技管理(2022年4期)2022-09-14
设备管理与维修(2020年1期)2020-02-26
再生资源与循环经济(2019年5期)2019-01-20
计算机测量与控制(2017年6期)2017-07-01
资源再生(2017年4期)2017-06-15
电子制作(2017年23期)2017-02-02
中国资源综合利用(2016年10期)2016-01-22
中国设备工程(2013年9期)2013-12-07
中国新技术新产品(2013年20期)2013-11-16
中国蜂业(2012年13期)2012-08-15
