
Influenc of tool material and rotational speed on mechanical properties of friction stir welded AZ31B magnesium alloy
2015-02-16 02:56:13
Journal of Magnesium and Alloys 2015年4期
aDepartment of Mechanical Engineering,JNTU,Hyderabad,Telangana 500085,India
bDepartment of Mechanical Engineering,NIT,Warangal,Telangana 506004,India
cDepartment of Mechanical Engineering,VITS,Karimnagar,Telangana 505468,India
Influenc of tool material and rotational speed on mechanical properties of friction stir welded AZ31B magnesium alloy
Ugender Singarapua,*,Kumar Adepub,Somi Reddy Arumallec
aDepartment of Mechanical Engineering,JNTU,Hyderabad,Telangana 500085,India
bDepartment of Mechanical Engineering,NIT,Warangal,Telangana 506004,India
cDepartment of Mechanical Engineering,VITS,Karimnagar,Telangana 505468,India
In this investigation,the effect of friction stir welding(FSW)parameters such as tool material rotational speed,and welding speed on the mechanical properties of tensile strength,hardness and impact energy of magnesium alloy AZ31B was studied.The experiments were carried out as per Taguchi parametric design concepts and an L9 orthogonal array was used to study the influenc of various combinations of process parameters.Statistical optimization technique,ANOVA,was used to determine the optimum levels and to fin the significanc of each process parameter.The results indicate that rotational speed(RS)and traverse speed(TS)are the most significan factors,followed by tool material(TM), in deciding the mechanical properties of friction stir processed magnesium alloy.In addition,mathematical models were developed to establish relationship between different process variables and mechanical properties.
Friction stir welding;Tool material;Mechanical properties;Taguchi orthogonal array;Analysis of variance(ANOVA)
1.Introduction
As one of the lightest metallic materials for structural applications,magnesium alloys are increasingly used in various industries,in particular automotive.Weight reduction in transportation industry is one of the most crucial measures to increase fuel economy and reduce pollution.To further expand the application of magnesium alloys,more effective welding and joining techniques are required[1].Conventionally,tungsten inert gas(TIG)and metal inert gas(MIG)processes are the main welding methods for magnesium castings.With the introduction of friction stir welding(FSW)technique in 1991,this relatively new solid-state joining process may provide signifi cant potential for magnesium alloy welding since it can reduce or eliminate some solidification-relate welding defects such as cracks,porosity,evaporative loss,etc.To date,however,most of the research and development work has concentrated on FSW of aluminum alloys.
Friction stir welding(FSW)is capable of joining magnesium alloys without melting and thus it can eliminate problems related to the solidification As FSW does not require any fille material,the metallurgical problems associated with it can also be eliminated and good quality weld can be obtained[1].FSW involves complex material movement and plastic deformation. Welding parameters,tool geometry,and joint design exert significan effect on the material fl w pattern and temperature distribution,thereby influencin the microstructural evolution of material.Of these,tool geometry is the most influentia aspect of process development[2].The design of the shoulder and of the pin is very important for the quality of the weld.The pin of the tool generates the heat and stirs the material being welded but the shoulder also plays an important part by providing additional frictional treatment as well as preventing the plasticized materialfrom escaping from the weld region.
The recent studies,however,have restricted to Al alloys so that a few data have been published about FSW of Mg alloys and other materials[3–6].Mg alloys are potential candidate to replaceAl alloys in many structural applications due to some of their unique properties.Mg alloys have low density,high strength-to-weight ratio and good castability[7].They are also considered as the advanced materials for energy conservationand environmental pollution regulation.However,the joining of Mg alloys parts,which may be crucial for these applications,is still limited.Mg alloys are easily oxidized in welding zone because of their high chemical reactivity even at moderate temperature[8].Therefore,Mg alloys have many weld defects by conventional fusion welding methods.The purpose of this study is to evaluate the applicable possibility of FSW for AZ31B magnesium alloy joining.Hence in this investigation effect of tool material,tool rotation speed and tool travel speed on tensile strength and hardness of the friction stir welded AZ31B magnesium alloy joint have been analyzed with Taguchi’s design concept(L9 orthogonal array).Initially,an overview of experimental procedure has been discussed in brief.In subsequent section,results and discussions has been included.The last section is the concluding remarks.The study indicates that tool rotational speed is the main process parameter that has the highest statistical influenc on mechanical properties.However,other parameters such as welding speed and tool material have also significan effect on mechanical properties.
2.Experimental design and procedure
The Design-Expert statistical software along with Taguchi design with L9 orthogonal array composed of 3 columns and 3 rows were employed to optimize the FSW parameters(Table 3). The selected FSW parameters for this study were:tool material, rotational speed,and welding speed.The Taguchi method was applied to the experimental data and the signal to noise ratio (S/N)for each level of process parameters is measured based on the S/N analysis.Regardless of the category of the quality characteristic,a higher S/N ratio corresponds to a better quality characteristic.Therefore,the optimal level of the process parameters is the level with the highest S/N ratio[9].A detailed ANOVA framework for assessing the significanc of the process parameters is also provided.The optimal combination of the process parameters can be then predicted.Finally,a model for hardness values based on FSW parameters is offered by a design expert.
In the present investigation,the base material employed in this study is 5 mm thick AZ31B magnesium alloy for fabrication of friction stir welding.It has been found that rotational speed has a significan influenc on grain refinemen of material.The schematic diagram of AZ31B Mg alloy plate and the schematic diagram of tool geometry used for FSW are shown in Figs.1 and 2.Various rotational speeds such as 900 rpm, 1120 rpm and 1400 rpm were used in this study.The tools were made with a nominal shoulder diameter of 18 mm,pin diameter of 6 mm and pin length of 4.8 mm.The optimum rotational speed and materials which give better mechanical properties of Mg AZ31B alloy are 1120 rpm,welding 40 mm/min and stainless steel.Friction stir welding was carried out on AZ31B magnesium alloy plates having dimensions 240 mm (l)×60 mm(w)×5 mm(h)in butt joint configuration The chemical composition and mechanical properties of base metal are tabulated in Tables 1 and 2 respectively.
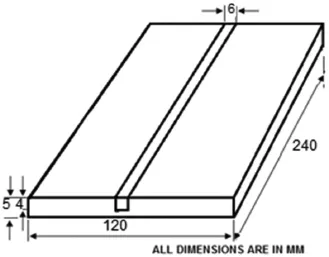
Fig.1.The schematic diagram of AZ31B Mg alloy plates used for FSW.
Three different non-consumable tools made of three different materials(stainless steel,high speed steel,H13 tool steel) were used to fabricate the joints.Stainless steel tool is theAISI Type-302,grade chromium-nickel having group austenitic steel and non-magnetic tool.High speed steels are alloys that gain their properties from either tungsten or molybdenum They belong to the Fe–C–X multi-component alloy system where X represents chromium,tungsten,molybdenum,vanadium,or cobalt.The machinability rate of H13 tool steels is nearly 75% of that of theW group tool steels.H13 chromium hot-work steel is widely used in hot and cold work tooling applications.Due to its excellent combination of high toughness and fatigue resistance,H13 is used more than any other tool steel in tooling applications.
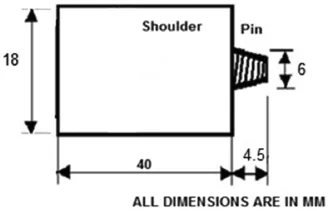
Fig.2.The schematic diagram of tool geometry.

Table 1Chemical composition(wt%)of base metal AZ31B magnesium alloy.

Table 2Mechanical properties of base metal AZ31B magnesium alloy.
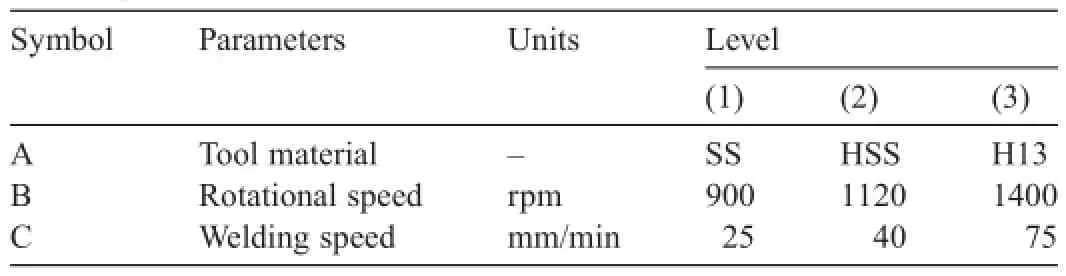
Table 3DOE-experimental levels and factors.
It should be noted that length of the pin is the same in each case while surface area of the pin in contact with abutting base metal plates is different and depends upon tool material.This experimental work has been carried on vertical milling machine (VMM)and specificatio of this machine is(Make HMT FM-2, 10 hp,3000 rpm).During the welding tool,tilt angle was kept constant at 2°.FSW welding was carried out with different materials,tool rotational speed and tool travel speed using Taguchi orthogonal array design of experiments technique.For the present study,Taguchi orthogonal array design of experiment with three factors at three levels was used.The following variables have been chosen as independent variables:tool materials,tool rotational speed and welding speed.All the factors and their levels are tabulated in Table 3.
Tensile test and Charpy impact specimens were prepared as per ASTM C-749 using CNC milling machine(Figs.3 and 4). Two tensile specimens were prepared for each combination of process parameters.Then average values of these two tests have been reported.Tensile tests have been carried out on 400 KN, electro-mechanical controlled Universal Testing Machine.The specimen is loaded at a rate of 1.5 kN/min as per ASTM specification.FSW welding was carried out with different tool material,tool rotational speed and tool travel speed using Taguchi orthogonal array design of experiments technique. Other process parameters like downward force and tilt angle etc.were kept constant.Weldments prepared by friction stir welding processes were visually inspected for their soundness. After FSW,the microstructure of the base material and processed samples was examined by optical microscope.The specimens for microstructural analysis were sectioned to the required size and then polished using different grades of emery papers and etched with a standard reagent made of 4.2 g picric acid,10 ml acetic acid,10 ml diluted water,and 70 ml ethanol. Microstructural analysis was carried out using a light optical microscope and SEM.
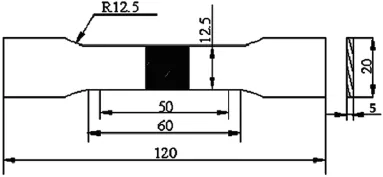
Fig.3.Schematic sketch of tensile specimen.

Fig.4.The schematic sketch of Charpy impact specimen.
The micro hardness test was conducted on Vichers hardness testing machine at Nugget zone of AZ31B Magnesium alloy sample which is normal to the FSW direction,samples with a load of 15 kg and duration of 15 seconds(sec).
2.1.Experimental design using Taguchi’s method
In this study,trial experiments were conducted by varying the rotational speeds(900 rpm,1120 rpm and 1400 rpm)of the welded joints and keeping the other parameters constant to fin the working range of rotational speeds.Feasible levels of the process parameters were chosen in such a way that the welded joints should be free from defects.
2.2.FSW process parameters
The friction stir welding parameters such as the tool material,tool rotational speed,the welding speed play a major role in influencin microstructure,and therefore the mechanical properties are increased.In the present investigation,three process parameters,namely,tool material,tool rotational speed,the welding speed are considered.Pilot experiments were carried out using 5 mm thick rolled sheet of magnesium AZ31B to determine the working range of FSW process parameters.
When the tool rotational speed is lower than 900 rpm,worm hole defect is observed due to insufficien heat generation and insufficien metal fillin whereas a tunnel defect was found due to excessive heat generation when the rotational speed is higher than 1400 rpm.When the traverse speed is lower than 25 mm/ min,pin holes are observed due to excessive heat generation and a tunnel defect is found due to insufficien heat input caused by inadequate fl w of metal,when the traverse speed is greater than 40 mm/min.Defect free surface was obtained,for a tool material of stainless steel,high speed steel and H13 tool steel. Based on the above experiments,the range of process parameters is fi ed as 900–1400 rpm for rotational speed,25–75 mm/ min for traverse speed and stainless steel,high speed steel and H13 tool steel.
The quality characteristics such as ultimate tensile strength (UTS),yield strength(YS),percentage of elongation(%EL), microhardness and impact toughness(IT)of AZ31B magnesium alloys were evaluated for all the trials and then statistical analysis of variance was carried out.Based on analysis of variance,the contribution of each element influencin thequality characteristic is evaluated.The optimum combinations of process parameters were predicted and verified
3.Results and discussions
3.1.Microstructure
The optical micrographs of all(Exp.1–9)the AZ31B magnesium alloys were examined and presented in Fig.5.It is observed that the sample at the optimum condition(i.e. A1B2C2)resulted in uniform distribution of the grains in the welding zone.In fusion welding of magnesium alloys,defects like porosity,hot crack,etc.,deteriorate the weld quality and joint properties.Usually,friction stir welded joints are free from these defects since no melting takes place during welding and the metals are joined in the solid state itself due to the heat generated by the friction and fl w of metal by the stirring action.However,FSW joints are prone to other defects like pinhole,tunnel defect,piping defect,kissing bond,cracks,etc. due to improper fl w of metal and insufficien consolidation of metal in the FSW region.This is regarding base metal of AZ31B Magnesium alloy,the Al12Mg17intermetallic compounds are coarse compared to the welded samples and distribution of grains is non-uniform in the base metal.It is also observed that severe plastic deformation and frictional heating in the SZ during FSW resulted in the generation of a recrystallized equiaxed microstructure which is due to the occurrence of coarse grains with Al12Mg17intermetallic compounds.
3.2.Fractography
SEM fractographs of fractured tensile specimen and friction stir welded AZ31B magnesium alloy are shown in Fig.6.The base metal exhibits elongated dimples and friction stir welded joint exhibits fine dimples on the fractured surface.Medium and lower values of quality characteristics were analyzed by SEM to reveal the fracture surface and the results are presented in Fig.6.
It is difficul to deform magnesium at room temperature because of availability of insufficien number of slip systems. Magnesium alloys need to be heated to initiate required slip systems in order to plastically deform.Therefore,in the present study,samples were heated to 300°C and friction stir welding was performed.Also,for subsequent passes,the samples were again reheated to 300°C before each pressing.During the reheating of the welded samples,recrystallization and grain growth can occur as observed in the 2nd sample.The grain refinemen in the 2nd sample was more compared with the 5thsample but compared with the 2nd sample,no improvement was observed.For the 4th pass sample,there is a grain refine ment compared with the 3rd sample,but similar to the 2nd sample.However,few large grains of size appeared in the 4th sample.But the fraction of fine grains in the 5th pass sample is more when compared with all the other samples.Therefore,it can be understood that reheating the samples for successive welded passes has a significan effect on microstructure evolution in AZ31 magnesium alloy.
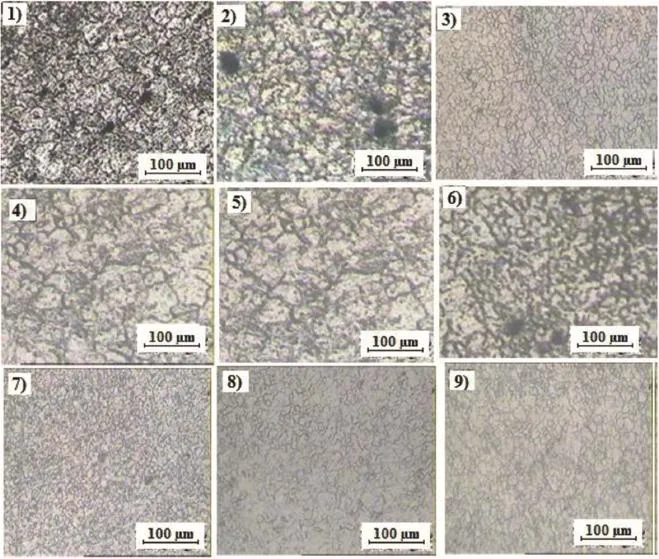
Fig.5.Optical microstructures of Exp.1–9 magnesium alloys.
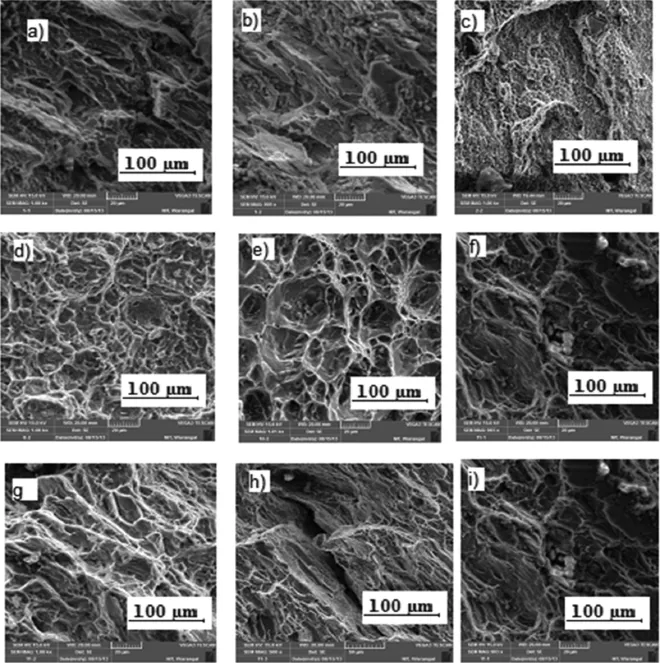
Fig.6.Scanning Electron Microscope(SEM)micrographs of AZ31B Magnesium alloy(Exp.1–9).
This is due to dispersion of very large number ofAl and Mn particles which severely limits the movement of dislocations and decreases the ductility significanty.
3.3.Mechanical properties
Mechanical properties such as UTS,YS, %EL, microhardness and impact strength were evaluated and presented in Table 4.Regression analysis is used to evaluate the data on all the properties of AZ31B magnesium alloys.These developed regression equations are used to predicting the UTS, YS,%EL,microhardness,and impact strength within the factorial space exploited.
3.3.1.Development of regression models
The regression model commonly used is represented by Y=f(A,B and C).Y denotes the performance characteristics andA,B and C are the process parameters.The general regression model consisting of only linear and quadratic effects is given by Eq.(1),

where β0,β1… β6are regression coefficient of process parameters and ε is the experimental error.The developed regression equations and correlation coefficient for the observed properties are summarized in Table 5.High correla-tion coefficien indicates good relationship between the process parameters and the observed property data.
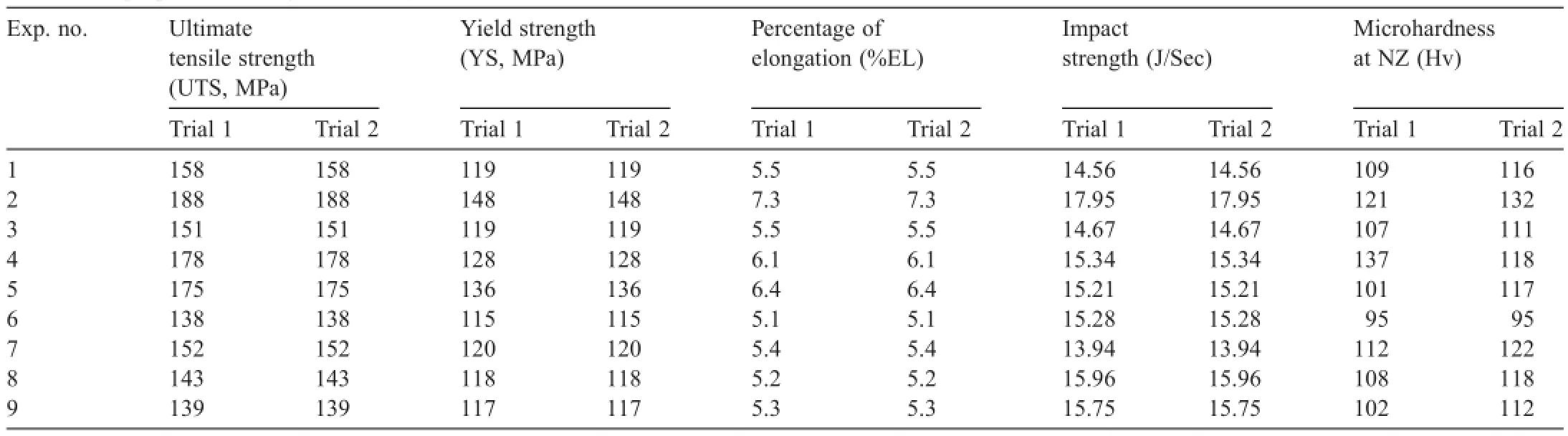
Table 4Mechanical properties of magnesium alloy.
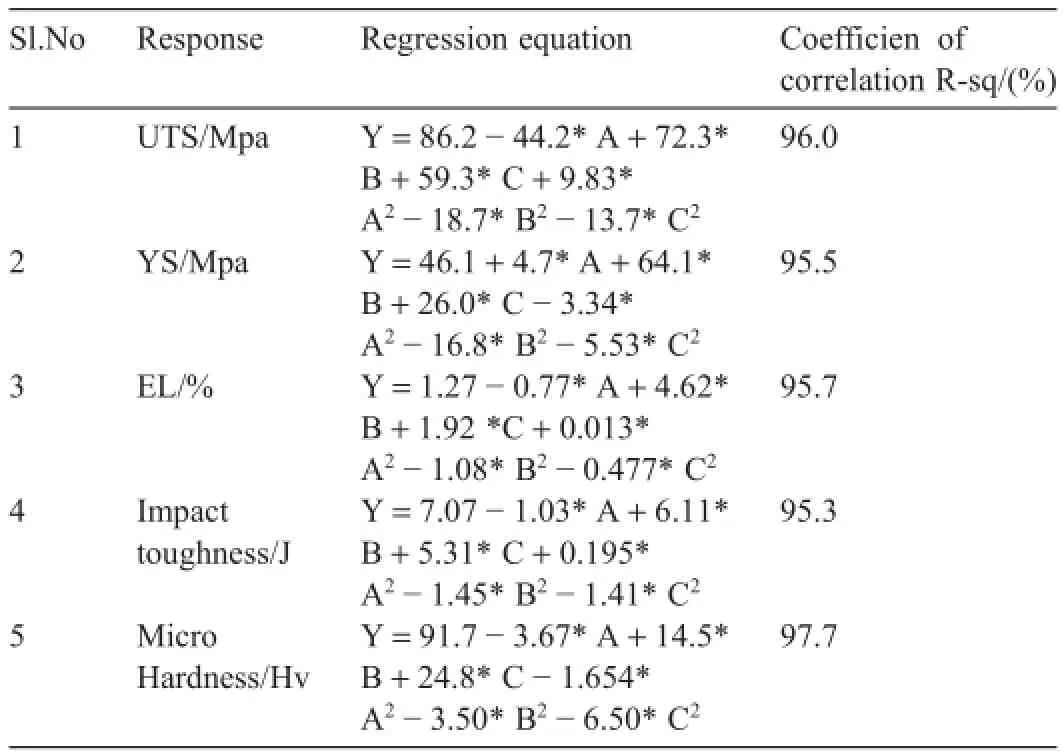
Table 5Regression equations for the mechanical properties of AZ31B magnesium alloys.
The coefficien of correlation(R2)is define as the ratio of explained variation to the total variation and measure of degree of fi of the model.When it approaches to unity,the developed model fitthe actual data with given confidence Here all models have higher values of R2,i.e.above 95%,which means that the regression model provides an excellent explanation of relationship between parameters and responses.All these models are statistically significan at 95%confidenc level.
3.3.2.Optimization and validation of process parameters performance characteristics
The optimization of tool materials,welding speed and rotational speed using Taguchi method permits evaluation of the effects of individual elements independent of other elements on the identifie quality characteristics i.e.UTS,YS,%EL, microhardness and impact strength.The influenc of each reinforcement particles and rotational speed can be evaluated by determining the S/N ratio for each factor at each level.The main effect plots for various responses are shown in Figs.7–11. From the main effect plots analysis,the optimum parametriccombinations for better mechanical properties are obtained and summarized in Table 6.
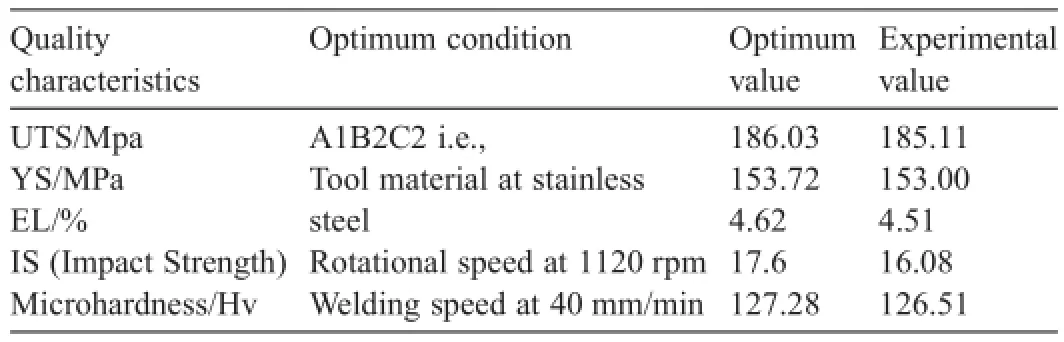
Table 6Validation of the optimum results.
The predicted values for various responses at optimum condition are calculated using the predicted S/N ratio(ηopt)Eq.(2)

where ηjm is the mean S/N ratio of optimum level and j is the number of process parameters that affect the response.For validation of the optimum results,experiments are conducted at optimum condition and the results are presented in Table 6.It is observed that experimental values were closer to the optimum values.
3.3.3.Analysis of variance(ANOVA)
In order to fin the effect of process parameters on various responses,ANOVA is performed and the results are presented in Table 7.The calculated F-values of the ANOVA for various responses determine the relative significance of different process parameters.Results of ANOVA revealed that the rotational speed and welding speed were significanty effect on all the quality characteristics.ANOVA(Table 7),the tool material show less percentage of contribution on the mechanical such as UTS,YS,%EL,impact toughness and microhardness compared to the rotational speed and welding speed.
3.3.4.Effect of process parameters on microhardness
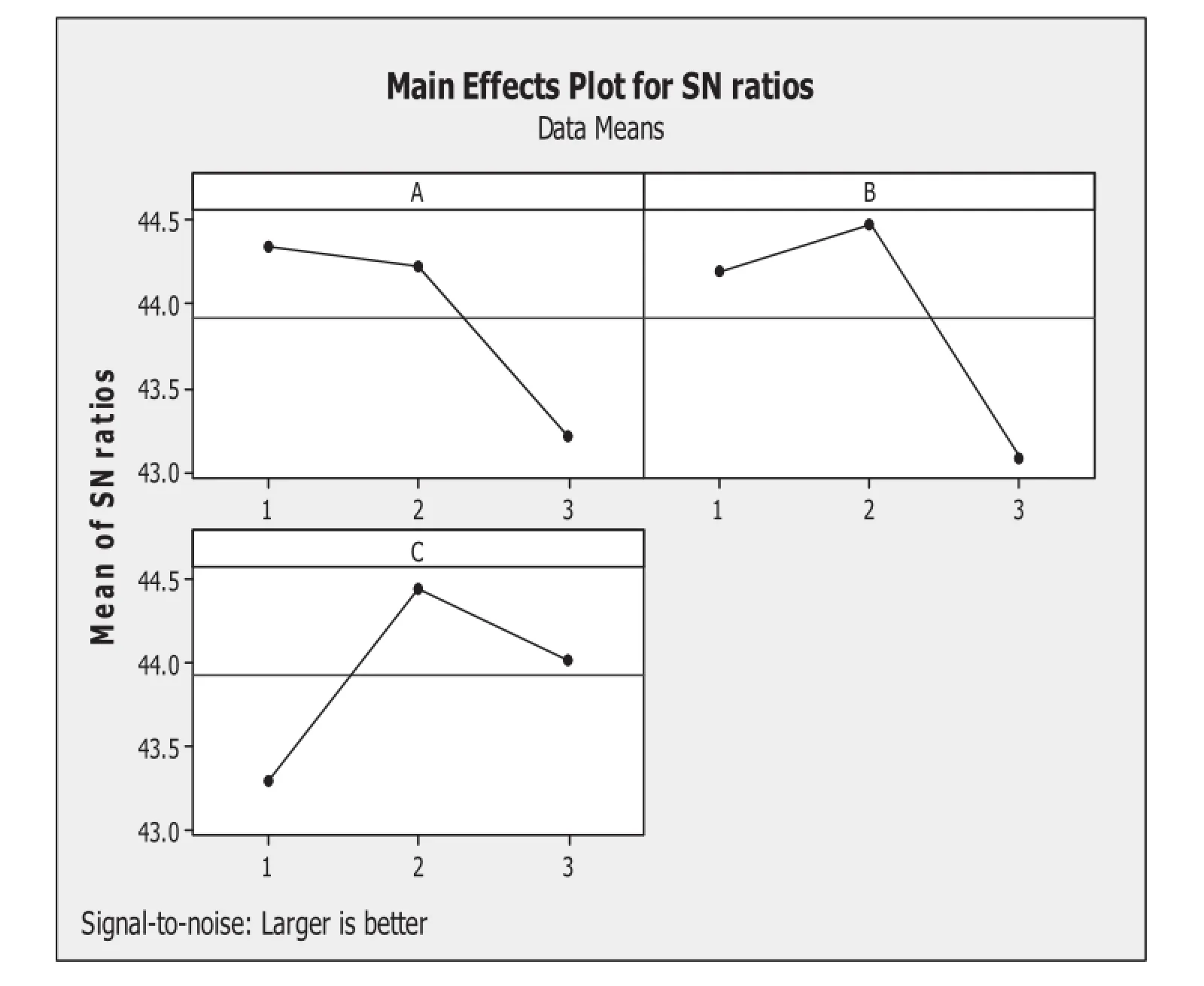
Fig.7.S/N ratio response graph for UTS.
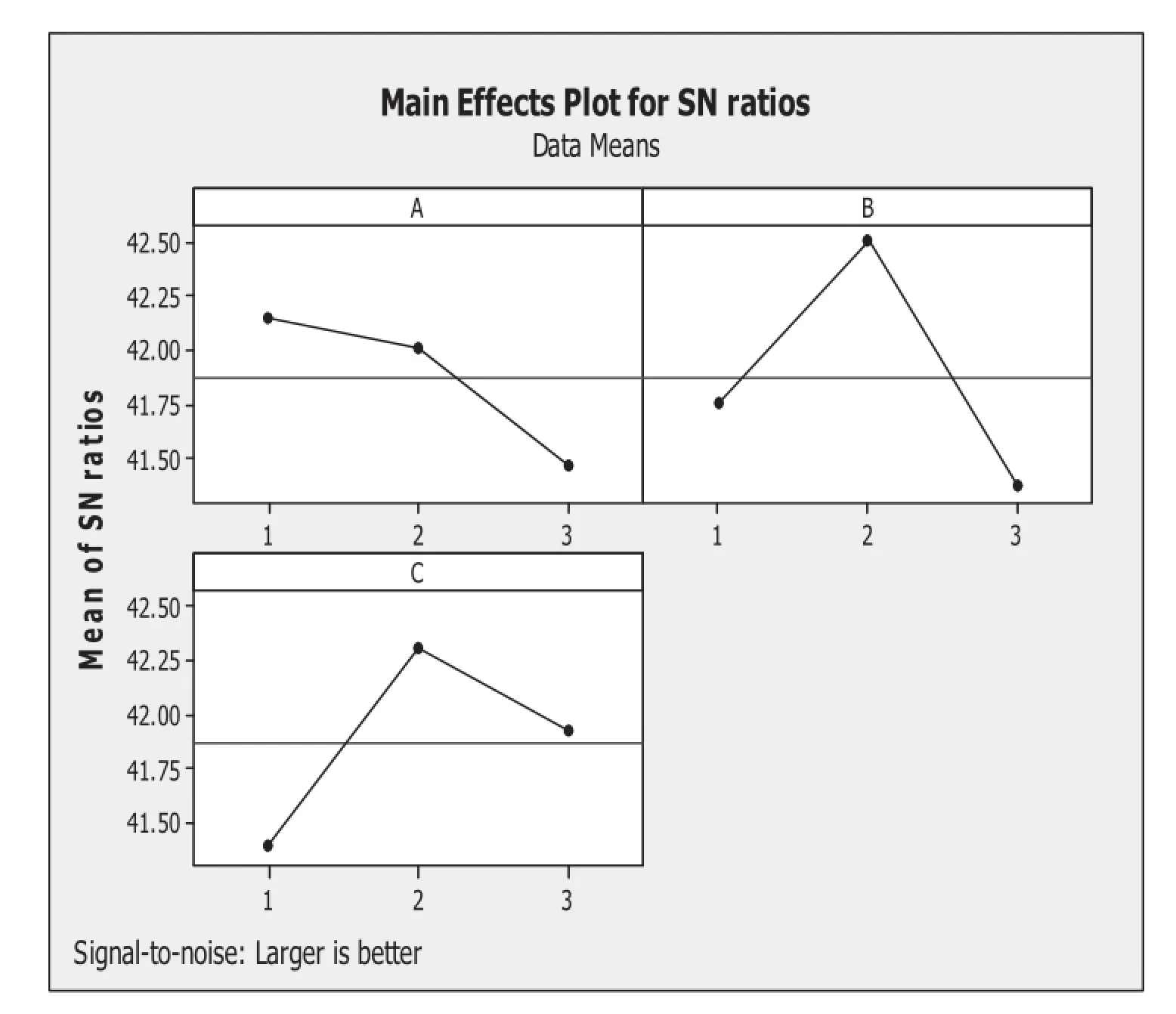
Fig.8.S/N ratio response graph for YS.
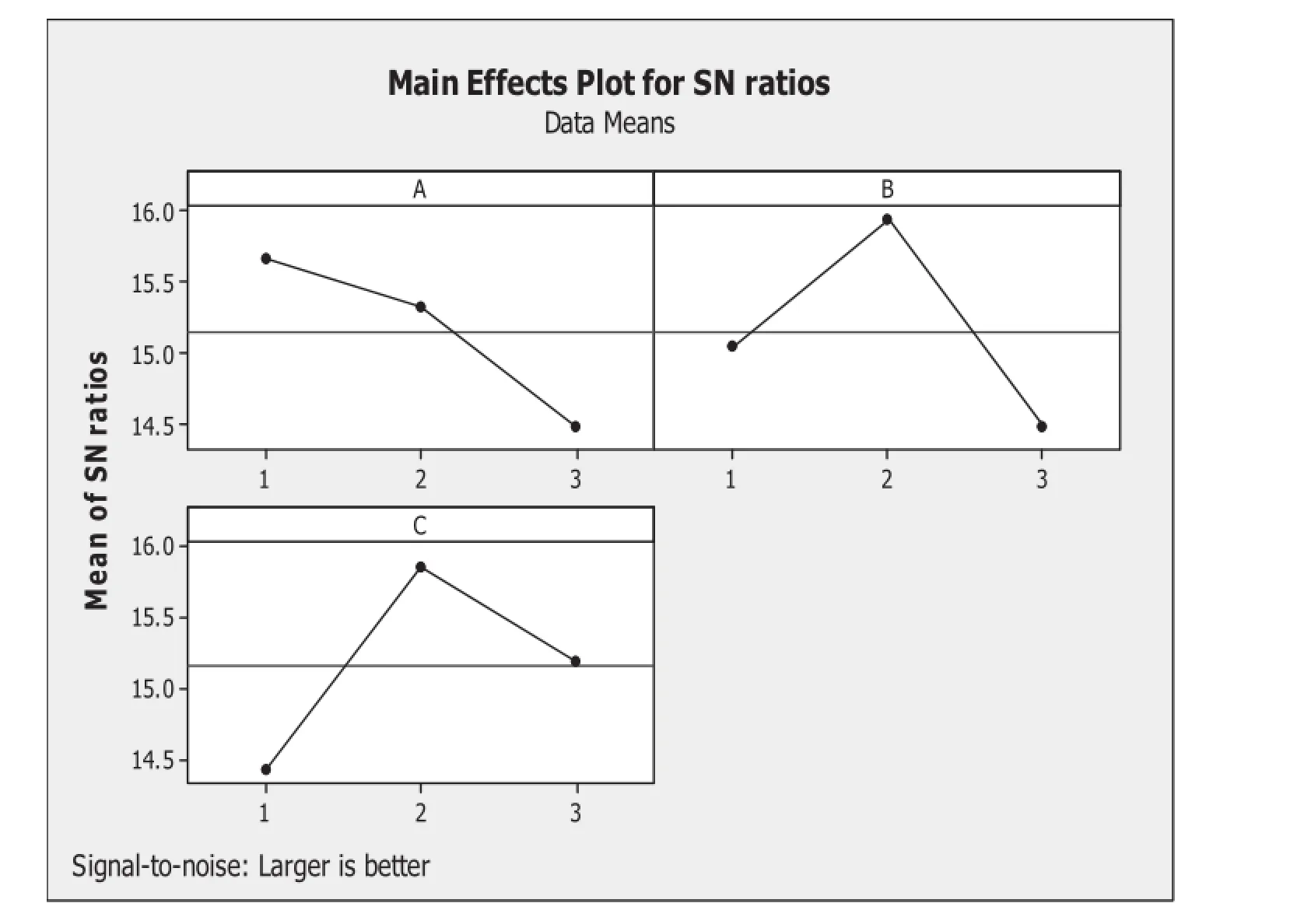
Fig.9.S/N ratio response graph for%EL.
Fig.11 shows the main effects plot for microhardness.It is revealed that increasing the rotational speed increases the microhardness and then gradually decreases.The joints fabricated with the rotational speed of 1120 rpm,welding speed of 40 mm/min,tool made of stainless steel recorded higher hardness in the stir zone,and this is also one of the reasons for superior tensile properties of these joints compared to other joints.There are two main reasons for the improved hardness of stir zone.Firstly,since the grain size of stir zone is much fine than that of base metal,grain refinemen plays an important role in material strengthening.Secondly,the small particles of intermetallic compounds are also a benefi to hardness improvement [10].Further increasing the rotational speed decreases themicrohardness.This is due to the high heat generation that causes material softening which results in decrease in the microhardness.This softening of the nugget zone was a result of coarsening and/or dissolution of strengthening precipitates is high in magnesium alloys when compared to aluminum alloys [11].The optimum microhardness value was obtained at the optimum condition of 1120 rpm,welding speed of 40 mm/min and tool material made of stainless steel.This is due to the fact that at 1120 rpm,higher rotational speed supplied sufficien heat input to make the improved mechanical properties by the softenened metal and rotated with FSW tool which results in well partition and allocation in the stir zone.
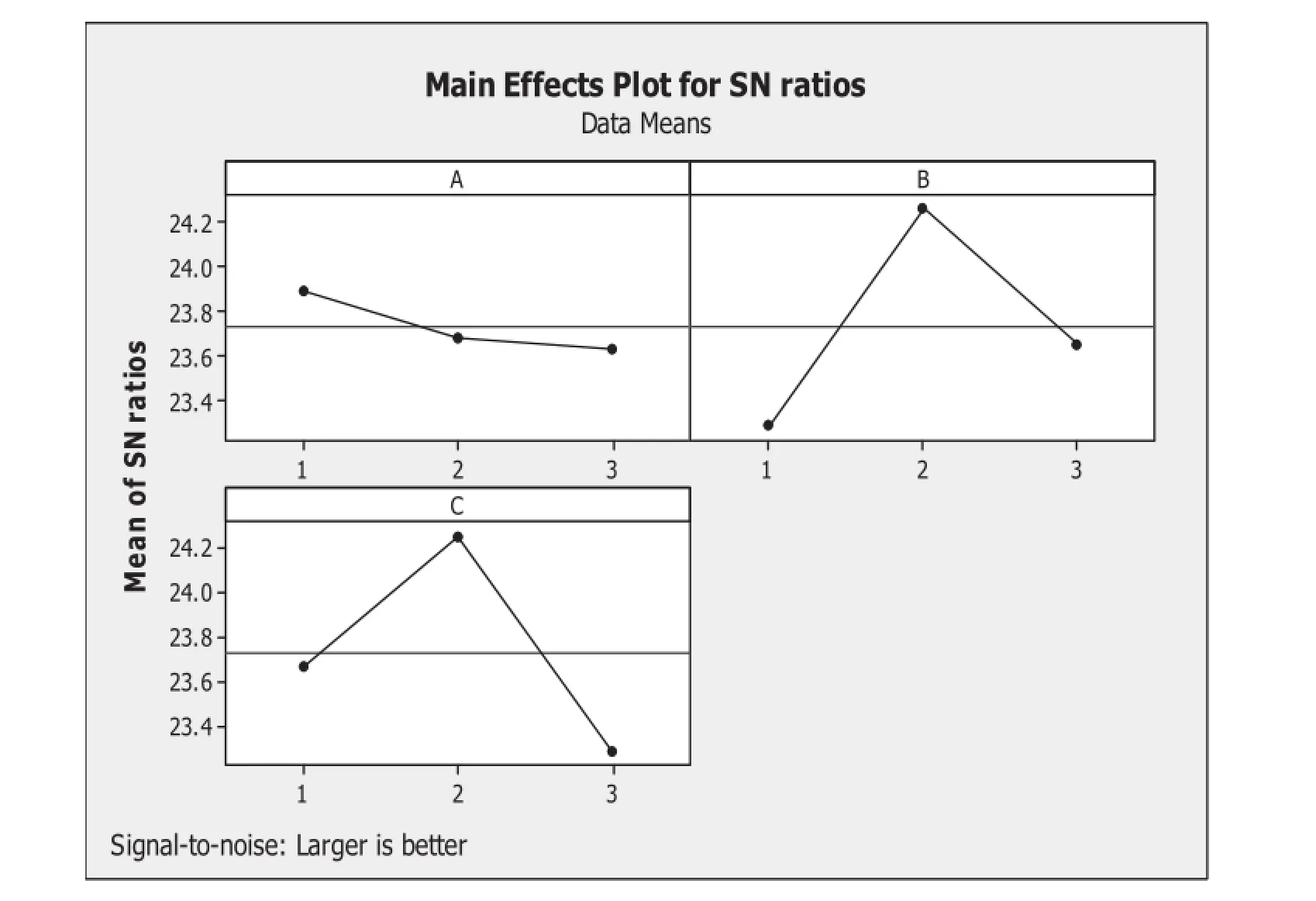
Fig.10.S/N ratio response graph for impact strength.
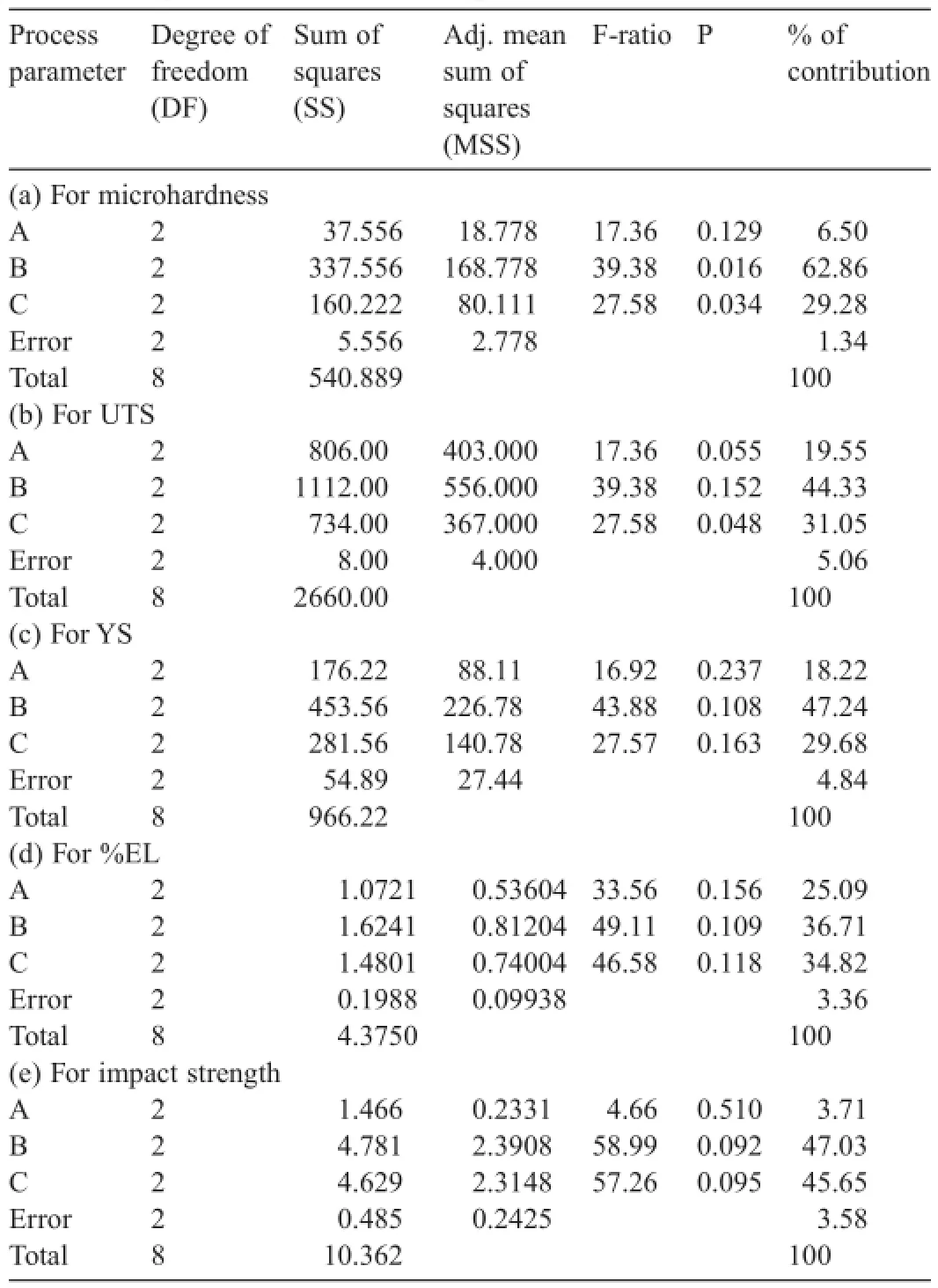
Table 7ANOVA analysis results for various responses.
3.3.5.Effect of process parameters on tensile properties
Figs.7–9 show the main effects plot for UTS,YS and%EL. From the main effects plot for UTS,YS and%EL,when rotational speed increases initially,the tensile properties increase, and beyond 1120 rpm,i.e.at 1400 rpm,the tensile properties decrease gradually.However,as mentioned earlier,the heat input increases with increase of rotational speed which resulted in material softening.Actually,the softening of material will improve the%EL.It is also observed that increasing the welding speed of 40 mm/min initially decreases then increases the UTS,YS and%EL.When welding speed increases,the tensile properties increase up to 1120 rpm,and beyond the 1120 rpm,i.e at 1400 rpm,UTS,YS and%EL values decrease.
4.Conclusion
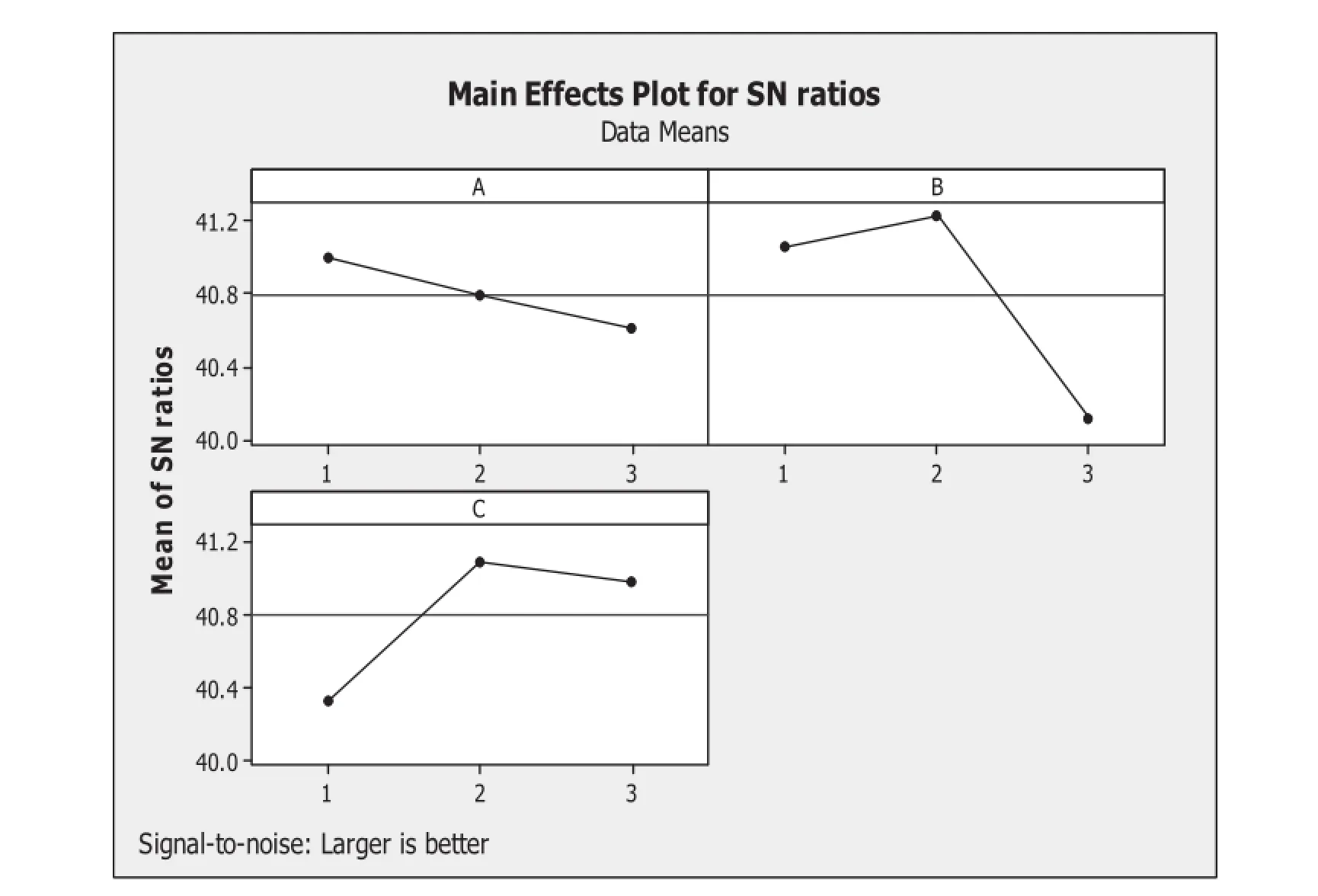
Fig.11.S/N ratio response graph for microhardness.
In the present work,an attempt has been made to study the effect of FSW process parameters on the mechanical propertiesof friction stir processed AZ31B magnesium alloy.The following important conclusions are derived from this investigation.
1.AZ31B magnesium alloy was successfully welded by the FSW and no macro level defects were found under the following range of process parameters:tool material of SS,HSS and H13,tool rotational speed of 900–1400 rpm,and welding speed of 25–75 mm/min.
2.Regression models were developed to predict the quality characteristics(UTS,YS,%EL,impact toughness and microhardness)within the selected range of process parameters(tool material,rotational speed and welding speed).The results are validated through ANOVA.
3.ANOVA test was conducted to determine the significan values of FSW parameters on mechanical properties such as UTS,YS,%EL,impact toughness and microhardness. And it is found that rotational speed has the highest percentage of contribution on UTS and microhardness, whereas welding speed has the lowest mechanical properties such as UTS,YS,%EL,impact toughness and microhardness values.Welding speed has lowest mechanical properties such as UTS,YS,%EL,impact toughness and microhardness values.
4.Regression models were developed to predict the mechanical properties for various tool rotational speeds, welding speeds and tool angles without requiring experimental tests.The validity of the model developed was proven with an experimental test.
[1]N.Afrin,D.L.Chen,X.Cao,M.Jahazi,Mater.Sci.Eng.A Struct.Mater. 472(2008)179–186.
[2]R.S.Mishra,Z.Y.Ma,Mater.Sci.Eng.R Rep.50(2005)1–78.
[3]C.J.Dawes,W.M.Thomas,TWI Bull.6(1995)124–127.
[4]C.G.Rhode,M.W.Mahoney,W.H.Bingil,R.A.Spurling,C.C.Bampton, Script.Mater.36(1997)69–75.
[5]G.Liu,L.E.Murr,C.-S.Niou,J.C.McClure,F.R.Vega,Script.Mater.37 (1997)355–361.
[6]Y.S.Sato,H.Kokawa,M.Enomoto,S.Jogan,Metall.Mater.Trans.A 30A (1999)2429–2437.
[7]O.V.Flores,C.Kennedy,L.E.Murr,D.Brown,S.Pappu,B.M.Nowak, Script.Mater.38(1998)703–708.
[8]B.L.Mordike,T.Ebert,Mater.Sci.Eng.A Struct.Mater.302(2001) 37–45.
[9]R.K.Roy,A Primer on theTaguchi Method,Van Nostrand Reinhold,NY, 1990,pp.100–154.
[10]G.Taguchi,Introduction to Quality Engineering,Asian Productivity Organization,1986.Distributed by American Supplier Institute Inc., Dearborn,MI.
[11]S.M.Phadke,Quality Engineering Using Robust Design,Prentice Hall, Englewood Cliffs,NJ,1989.
Received 8 June 2015;revised 23 September 2015;accepted 15 October 2015 Available online 8 December 2015
*Corresponding author.Department of Mechanical Engineering,JNTU, Hyderabad,Telangana 500085,India.Tel.:+91 9949437892;fax:+91 0870 2828456.
E-mail addresses:ugender014@yahoo.co.in,ugender014@gmail.com(U. Singarapu).
http://dx.doi.org/10.1016/j.jma.2015.10.001
2213-9567/©2015 Production and hosting by Elsevier B.V.on behalf of Chongqing University.
©2015 Production and hosting by Elsevier B.V.on behalf of Chongqing University.
 Journal of Magnesium and Alloys2015年4期
Journal of Magnesium and Alloys2015年4期
- Journal of Magnesium and Alloys的其它文章
- GUIDE FOR AUTHORS
- Influenc of rolling directions on microstructure,mechanical properties and anisotropy of Mg-5Li-1Al-0.5Y alloy
- Joining of AZ31 and AZ91 Mg alloys by friction stir welding
- Grain growth in calibre rolled Mg–3Al–1Zn alloy and its effect on hardness
- Characteristics of friction welded AZ31B magnesium–commercial pure titanium dissimilar joints
- Anisotropy of the crystallographic orientation and corrosion performance of high-strength AZ80 Mg alloy