
全自动立体金属字边条开槽机控制系统设计
2015-01-27 06:37:05高云超
自动化与仪表 2015年9期
白 玮,王 曼,高云超
(天津市激光技术研究所,天津 300192)
如今,随着现代化城市景观效果和街道时尚店铺招牌装饰档次的提升,对精品金属字形的工艺效果要求越来越高,广告装潢加工制作行业对相关先进制造设备的需求日趋扩大。特别是针对精品金属字形高档工艺的制作,迫切需要与激光切割字面数控设备配套且性价比较高的全自动立体金属字形边条的开槽机设备。目前,虽然金属立体字平面部分可用激光等数控设备切割,但立体金属字框边条仍然需要人工开槽、折弯、焊接等手工工艺制作。这样使得制作企业存在成型金属字的制作人工成本很高,制作工艺和精准效果达不到精品金属字的高档次的问题。因此,研发具有创新、实用价值的与激光切割设备配套的全自动立体金属字形开槽机,自动化控制系统是设备的核心部分。
1 开槽机结构组成及控制功能
全自动立体金属字边条开槽机 (下称开槽机)自动控制主体机构主要由PC计算机系统、单片机控制系统、往复夹送料机构、砂轮片开槽损耗检测补偿装置和字边条开槽节点截断标记装置等部分组成,如图1、图2、图3所示。
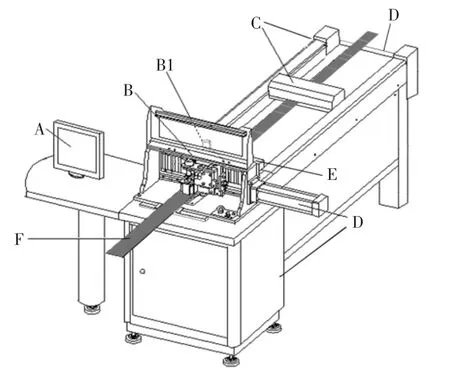
图1 全自动立体金属字边条开槽机主体机构Fig.1 Main mechanism of automatic vertical metal letter edgings notching machine
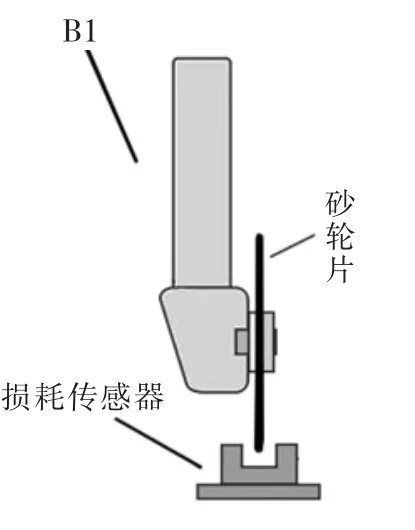
图2 砂轮片损耗检测补偿机构Fig.2 Detection and compensating mechanism for grinding wheels loss
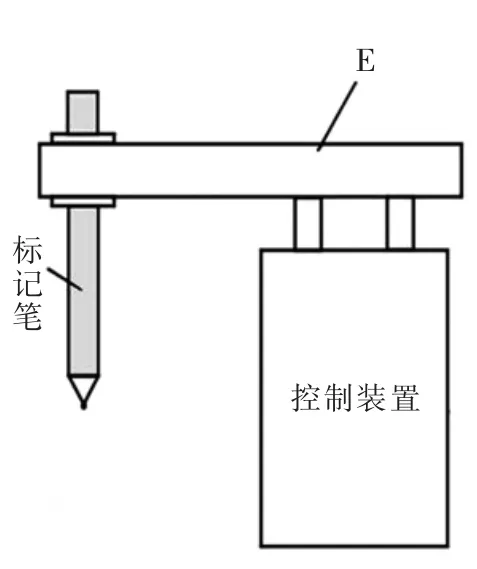
图3 记号笔标注控制装置Fig.3 Control mechanism for the marker pen marking
开槽机的主要控制功能是依据激光切割字面曲线矢量文件导入上位机中,经过字形开槽节点编辑软件系统进行编辑、设置,生成字形开槽节点及加工参数,将相关数据指令传送到下位机(电气柜内)。下位机的开槽机控制系统执行动作装置 (电机、气动等电气数控驱动装置)、砂轮片旋转损耗检测补偿机构、往复夹送料机构以及开槽截断处自动标记机构完成字边条的全自动开槽加工[1]。
2 上位机开槽节点编辑系统软件设计
上位机开槽节点编辑系统软件实现的功能是:
第1步将相关专业设计绘图软件,例如Corel DRAW、AutoCAD、文泰切割等软件编辑加工完成的激光切割字面曲线的数控切割的矢量文件导入上位机;
第2步将导入的字形矢量文件生成相应的矢量文件格式(如PLT、DXF等)[2],由开槽节点编辑系统软件通过相应数学算法与相关加工设置参数结合,确定开槽节点和间距尺寸以及轮廓排序(A0,B0,C0…)、开槽次数等;
第3步生成相应的控制和运行数据,经数据端口向下位机输出相关信息和指令信号。为完成上述功能,该开槽编辑软件使用了C++等编程语言[6]。
上位机软件主要由以下3部分组成。
2.1 人机操作和节点开槽动态显示界面设计
通过软件实现的上位机开槽节点编辑系统人机操作界面,能够进行字形开槽节点的添加、删除、定义起始点等修改编辑,显示生成字形节点间距和轮廓尺寸及设置相关加工参数等。上位机将数据指令传送到下位机。下位机在执行每个节点开槽时,将结束后的信息反馈到上位机的开槽节点编辑软件系统的人机操作界面,形成节点开槽动态跟踪效果的显示以及开槽加工状态指示等功能。部分显示界面如图4所示。
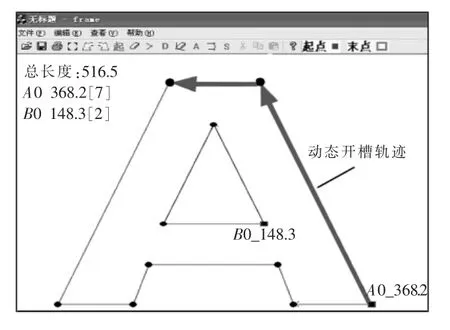
图4 人机操作和节点开槽动态显示界面(部分)Fig.4 Dynamic display interface of human-machine operation and nodes notching(partly)
2.2 轮廓嵌套分析及扩(缩)边算法
根据加工制作要求,边条开槽成型后的字形表面积要小于原激光切割字面曲线文件字形表面积,使激光切割字平面覆盖住开槽边条竖直立面的轮廓边缘,保证激光切割字面节点与边条开槽节点准确配合的同时使金属立体字外形美观。如图5左侧所示,深色部分为开槽字形表面积,浅色部分为原激光切割字形表面积。因此,开槽编辑软件必须对嵌套的原激光切割字形轮廓曲线A1、B1进行扩边或缩边的判别,按定值比例分别缩放为曲线A0、B0,如图5右侧所示,A1→A0是缩小的字形开槽轮廓曲线,B1→B0是扩大的字形开槽轮廓曲线。
图5 激光切割字形轮廓曲线与开槽轮廓曲线比较Fig.5 Compare of laser cutting curve and notching curve for the letter
图5说明,开槽节点的确定需要处理字形嵌套轮廓曲线的缩放,特别是对于多层字形轮廓曲线嵌套的各曲线缩放处理[3]。例如“回”字形,是由4个嵌套轮廓曲线组成,需要正确判断出每个轮廓曲线的特征,才能进行扩边或缩边处理。曲线轮廓嵌套分析及扩(缩)边算法编程的要点如下:
(1)定义轮廓嵌套曲线的个数,从最外层开始定义(0,1,2,3…),偶数为扩边,奇数为缩边,如图 6 所示;
图6 “回”字形轮廓曲线的嵌套示意Fig.6 Nested schematic diagram of curvaceous outline for letter“回”
(2)对需要每个扩(缩)边的轮廓建立相对坐标系,确定扩(缩)边的起始点,如图 5 右侧“A1,B1”;
(3)对原曲线进行插补直线图段处理,建立相应的直线方程:Ax+By=C;
(4)根据原曲线插补直线各直线方程的图段夹角,找到曲线的各个节点,建立新的Ax+By=C+dC,其中,dC=扩(缩)边距离 *sqrt(A*A+B*B),如图 5右侧中“A0,B0”,对应原曲线节点建立出新的开槽节点,以此类推。
轮廓嵌套分析及扩(缩)边处理程序流程如图7所示。
图7 轮廓嵌套分析及扩(缩)边编程处理流程Fig.7 Flow chart for outline nested analysis and enlarging(or lessening)programming
2.3 上位机与下位机系统的动态数据通讯设计
考虑到生产成本控制,上位机开槽节点编辑系统选用市场通用基本配置的台式或笔记本PC计算机。下位机节点开槽控制系统采用功能上满足控制需要的经济型F2812 DSP单片机。由于单片机的内存容量的限制,上位机开槽节点编辑系统与下位机单片机节点开槽控制系统采用了分段传输的动态方式。上位机开槽节点编辑系统数据传输对串口的操作方式为文件模块方式,每次传输本段加工数据文件到下位机开槽节点控制系统的单片机里,当本段加工结束时由下位机发送请求到上位机,上位机再发送下一段开槽指令到下位机执行,如此循环。通讯程序流程如图8所示。
图8 上、下位机动态数据通讯流程Fig.8 Flow chart for dynamic data communication of PC and PLC
3 下位机字形边条开槽执行控制系统
参照图1,开槽机下位机的主要控制功能是在有限的机械行程范围内边条F的长度不受限制。通过夹送料机构C以“往复夹送料”的步进数控方式传动送料、开槽加工;边条经开槽节点处自动暂停,旋转砂轮片,由气动装置D往复移动开槽执行机构B进行n次开槽。开槽节点间距尺寸保证精准稳定;砂轮片损耗检测机构B1自动补偿砂轮片损耗,保证边条开槽深度的一致性;在轮廓曲线开槽结束节点处自动标注截断记号,避免了人工测量标注截断记号的误操作,有效提高了开槽的准确率和成品率。开槽机控制系统执行字边条的全自动开槽加工操作的功能通过下位机的软硬件设计实现。
3.1 下位机控制系统硬件设计
下位机采用TMS320F2812DSP单片机嵌入式系统控制,对各气动、电气、电机控制驱动单元进行了电路设计开发[7]。在ADC转换、I/O接口、RS232串口数据通信、步进驱动、手控操作和抗干扰等关键技术环节保证稳定、可靠。开槽机节点开槽控制系统及下位机接口硬件配置及功能如图9所示。
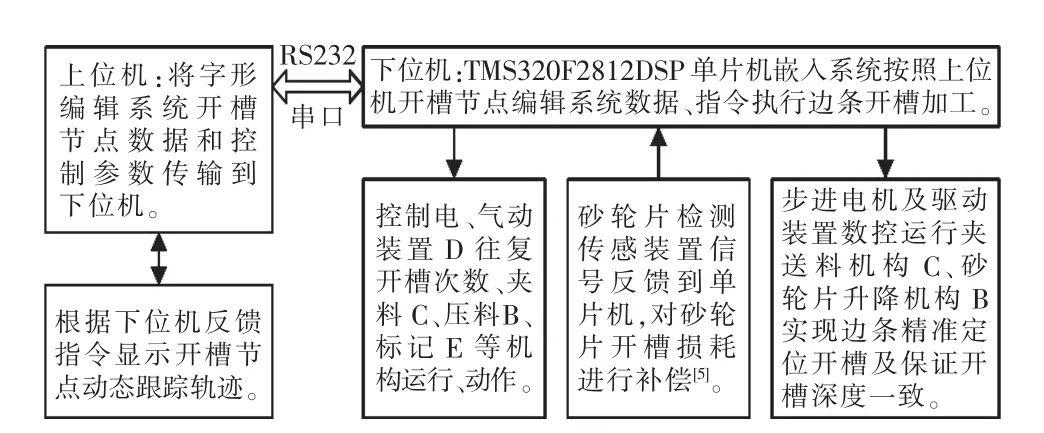
图9 下位机硬件控制系统结构Fig.9 Structure diagram for PLC hardware control system
为了保证开槽深度不受砂轮片损耗的影响,设计了砂轮片开槽损耗自动补偿系统,电路原理如图10所示。开槽深度检测传感器的信号经放大、模数转换输入到TMS320F2812 DSP单片机的下位机控制系统[4]。系统相关部分通过对检测数据采样、数字滤波、回差判别等处理,计算出砂轮片实际消耗数据并有效地控制砂轮片位置运动的定量补偿。实践应用证明,补偿达到设计功能要求,开槽深度保持一致,精准有效。
3.2 下位机控制系统软件设计
下位机控制系统软件设计是通过C++语言编程再由TMS320F2812 DSP专用汇编语言编译后形成执行程序。上位机通过RS232串口数据总线将开槽节点编辑数据传输到TMS320F2812 DSP单片计算机,下位机控制系统的技术关键就是软件对硬件的实时调度与驱动,保证开槽节点间的计算距离和实际执行夹送料距离一致,字面切割曲线切割节点和字面开槽曲线节点精准吻合。通过砂轮片损耗检测机构与相应电路配合,由下位机相关软件对采样反馈信号加以数字滤波、判断、甄别、处理并正确输出相应的加工控制指令调整砂轮片位置,实现自动补偿砂轮片损耗功能,保证边条开槽深度的一致性。软件程序流程如图11所示。
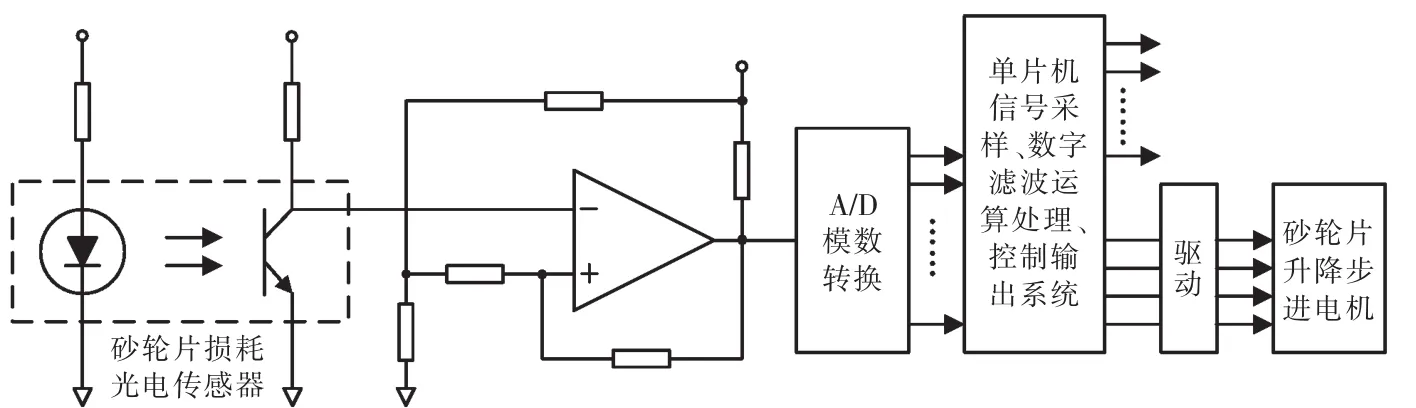
图10 砂轮片开槽损耗自动补偿电路原理Fig.10 Electric circuit schematics for grinding wheels loss compensating automatically

图11 下位机控制系统软件流程Fig.11 Software flow chart for PLC control system
4 结语
目前,为了配套数控激光加工设备切割金属字面使用,全自动立体金属字边条开槽机控制系统已应用于数十台开槽机产品,达到了设计要求,市场反映良好。自主研发并应用在广告制作领域的新型全自动立体金属字边条开槽机控制系统及产品,力求创新、实用。相关技术成果申请并获得了国家专利(专利名称:一种广告字形边条全自动数控开槽折弯机及开槽方法;实用新型授权专利号:201520045115.2;发明专利申请号:201510032395.8)。
[1]丁晓东.气压传动与控制在电子专用设备上的应用[J].电子工业专用设备,2002,31(3):37-40.
[2]陈建春.矢量图形系统开发与编程[M].北京:电子工业出版社,2004.
[3]翟文国,佟俐鹃.一种矢量图形编辑工具的设计与实现[J].计算机工程,2001,27(12):40-41.
[4]雷玉堂.光电检测技术[M].北京:中国计量出版社,2009.
[5]陈照章,朱湘临.光电测速传感器及其信号调理电路[J].传感器技术,2002,21(8):55-57.
[6]孙丽明.TMS320F2812原理及其C语言程序开发[M].北京:清华大学出版社,2008.
[7]苏奎峰,吕强,耿庆锋,等.TMS320F2812原理与开发[M].北京:电子工业出版社,2005.
猜你喜欢
系统工程学报(2021年4期)2021-12-21 06:21:24
失效分析与预防(2020年1期)2020-06-17 04:17:14
制造技术与机床(2019年3期)2019-02-27 07:14:22
科技与创新(2018年1期)2018-12-23 06:46:14
制造技术与机床(2017年7期)2018-01-19 02:29:59
现代工业经济和信息化(2016年2期)2016-05-17 05:34:15
北京纪事(2016年5期)2016-05-07 13:17:02
空间控制技术与应用(2015年2期)2015-06-05 12:24:55
制造技术与机床(2015年12期)2015-01-28 06:46:21
计算机工程(2014年6期)2014-02-28 01:25:29
