
萃取塔转子轴加工制作
2015-01-25 05:32南京麦驰钛业有限公司陈月香
河北农机 2015年5期
南京麦驰钛业有限公司 陈月香
1 简介
该设备主体材料及内部转子材料均为哈氏合金C276,该材料焊接时会产生一定量的收缩,塔内转子轴属于细长轴,轻质物料通过定环上的孔改善分布效果。该设备外径Φ406.4mm,塔体总长13m,为方便运输分3节,内部转子转轴为减轻自身重力、降低生产成本而将主轴区设计成管轴,端部与联轴器连接处为实心轴。转子的制造难度有两个方面:一是确保转子轴的直线度;二是尽量降低动环造成的偏心距。为克服上述问题,需要控制以下环节:转子轴的直线度及壁厚的均匀性;动环的水平度、壁厚一致性及安装的精确性。
2 加工方案
2.1 原材料
管轴采购时,为保证管轴坯料质量,对供应商提出以下要求:管材同心度≤0.5mm,壁厚偏差+0.5mm,直线度≤L/1000mm;同时对做转子轴上动环板材的厚度也作出相关要求:厚度±0.1mm。
2.2 加工步骤
2.2.1 动环
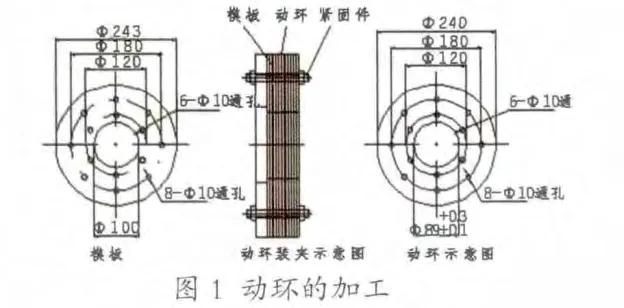
由于动环厚度t=3.18mm,动环采用水刀切割下料,内外径各留3mm车削加工余量。将动环坯料平放在平台上检测动环的平面度,动环坯料平面度偏差≤0.5mm,对于超差的动环坯料进行校平。用不锈钢板制作一件模板,模板厚度t=15mm,如图1所示:将所有动环坯料与模板以外圆为基准装夹固定,以模板上分布孔位置为基准钻孔、去毛刺。按图1示意,用4件M10的螺杆穿过分布孔并用M10的螺母固定,装夹模板,车削加工动环的内外径,内径为89±0.2mm,外径为240±0.5mm。
2.2.2 轴加工
如图2所示,管轴两端为实心轴,且轴上有键槽,为防止在铣键槽过程中导致管轴弯曲变形,故先精加工管轴端部实心轴,并加工好键槽。因塔体不在我公司加工,为保证每段管轴的长度,在每段轴下实心轴长度留5mm余量,键槽、螺纹孔相应增加5mm余量。实心轴插入管轴长度为50mm,此处外径与管轴端部内径实配。管轴加工前先测量管轴的直线度,此工作可在车床上通过测量跳动值来完成,跳动值不得大于2mm,否则应校直。为保证管轴与实心轴的同心度,管轴端部60mm范围内的内径尺寸车加工与实心轴插入端实配,并做好装配记号。

图2 转子轴结构
2.2.3 组装控制
实心轴与管轴组装、点焊后,在距离管轴端部80mm处钻1个Φ10mm的孔,通过此孔向管轴内部通入氩气,保证管轴焊接时内部不被氧化,实心轴与管轴焊接时严格控制焊接电流及焊接层间温度。管轴与实心轴焊接成型后对此轴再次校直。动环与转轴焊接时动环定位采用图3工装,进行断续焊,每段焊缝长度为20mm。动环与转轴焊接成型后对转轴再次校直,直线度≤L/1000mm。

图3 转子轴加工定位
3 静平衡试验
将带动环的轴逐段进行静平衡试验,做到随遇而止。发现不平衡时应通过在轴与动环结合面焊接增重方式达到静平衡。
[1]JB/T4745-2002.钛制焊接容器[S].国家经济贸易委员会,2003.
[2]路秀林,王者相.搅拌设备(化工设备设计全书)[M].化学工业出版社,2004.
[3]HG/T20569-2013.机械搅拌设备[S].化学工业部出版社,2013.
猜你喜欢
通信电源技术(2022年19期)2023-01-31
中国交通信息化(2022年9期)2022-10-28
计量学报(2022年7期)2022-08-23
精密制造与自动化(2018年1期)2018-04-12
制造技术与机床(2017年6期)2018-01-19
计算机测量与控制(2017年12期)2018-01-05
科技与创新(2017年23期)2017-11-30
现代工业经济和信息化(2016年20期)2016-12-27
表面工程与再制造(2016年5期)2016-12-15
重型机械(2016年1期)2016-03-01
