
中厚板双面脉冲埋弧焊工艺分析及优化
2015-01-17 02:07周方明王伟建吴兴祥朱正祥
江苏科技大学学报(自然科学版) 2015年6期
周方明,王伟建,吴兴祥,朱正祥
(1.江苏科技大学江苏省先进焊接技术重点实验室,江苏镇江212003)
(2.上海沪临重工有限公司,上海201306)
中厚板双面脉冲埋弧焊工艺分析及优化
周方明1,王伟建1,吴兴祥2,朱正祥2
(1.江苏科技大学江苏省先进焊接技术重点实验室,江苏镇江212003)
(2.上海沪临重工有限公司,上海201306)
以T型接头为研究对象,着重对T型接头中咬边及未熔透现象进行研究,并运用正交试验法,对脉冲埋弧焊中脉冲频率、占空比、基值/峰值电流的影响因子进行优化设计,采用宏观金相得到焊缝几何参数,以熔深为评价指标,得到最佳影响因子.结果表明:基于正交试验设计的脉冲埋弧焊工艺能够很好地解决T型接头中的咬边及清根问题,且节省了时间,提高了效率.
正交试验设计;脉冲埋弧焊;T型接头;双面焊;焊接工艺
基于大功率柴油机架零部件T型接头的焊接,要求T型接头根部实现全熔透且免清根.而现有焊接工艺中,正面是以MAG焊打底,辅以埋弧焊填充盖面,工件翻转后对背面焊缝根部进行碳弧气刨清根以确保焊缝根部的焊接质量,之后再进行反面填充和盖面.清根虽然保证了角焊缝的全熔透,避免出现夹渣、未焊透等缺陷[1],但是,清根会增加焊接金属的熔敷量,并额外增加热输入,造成接头变形、甚至报废,而且直接降低焊接效率.
脉冲埋弧焊(pulse submerged arc welding,PSAW)是一种先进的焊接方法,通过P-SAW能得到熔透较大的焊接接头,同时,热输入小,能够减小粗晶区宽度,产生晶粒细化的作用[2-3],从而达到提高焊接质量的目的.为解决中厚板双面焊问题,研究脉冲埋弧焊工艺参数对角焊缝工艺的影响,采用正交试验方法[4],用典型焊接工艺参数进行试验,分析工艺参数对焊接接头组织、性能的影响规律,得到最优参数,达到工艺优化的目的.
1 研究方法
1.1 试验材料
试验用母材为Q235B,其化学成分和力学性能分别见表1,2,交货状态下的显微组织为块状铁素体和带状珠光体平行分布,其轧制方向较为明显.
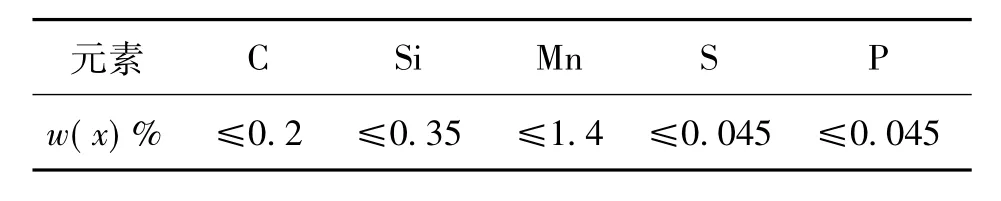
表1Q235B化学成分Table 1 Chemical composition of Q235B
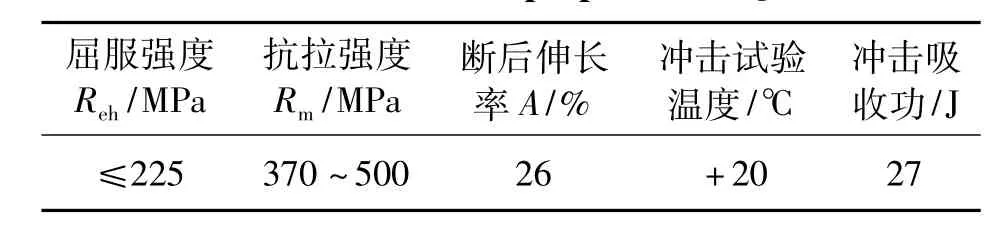
表2Q235B力学性能Table 2 Mechanical properties of Q235B
试验用材料为大西洋生产的CHF-101焊剂及CHW-S1焊丝,直径为Φ 4 mm.
1.2 试验设计
研究过程中,将电弧电压及焊接速度设为36V、350 mm/min固定不变,而将基值电流、峰值电流、脉冲频率和占空比4个因子作为研究对象,考察它们对焊接熔深的影响规律.
试验采用4因素4水平试验,不考虑交互作用,4因素共占4列,选L16(45)最合适见表3,并有1空列(E),可以作为试验误差以衡量试验的可靠性,因此正交试验设计试验方案及评价指标,如表4,表中熔深H为主要指标.
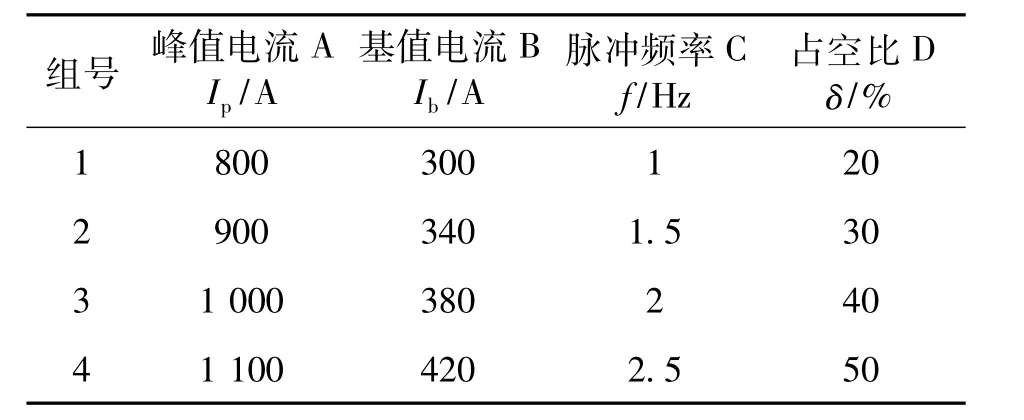
表3 因子水平编码表Table 3 Factor table
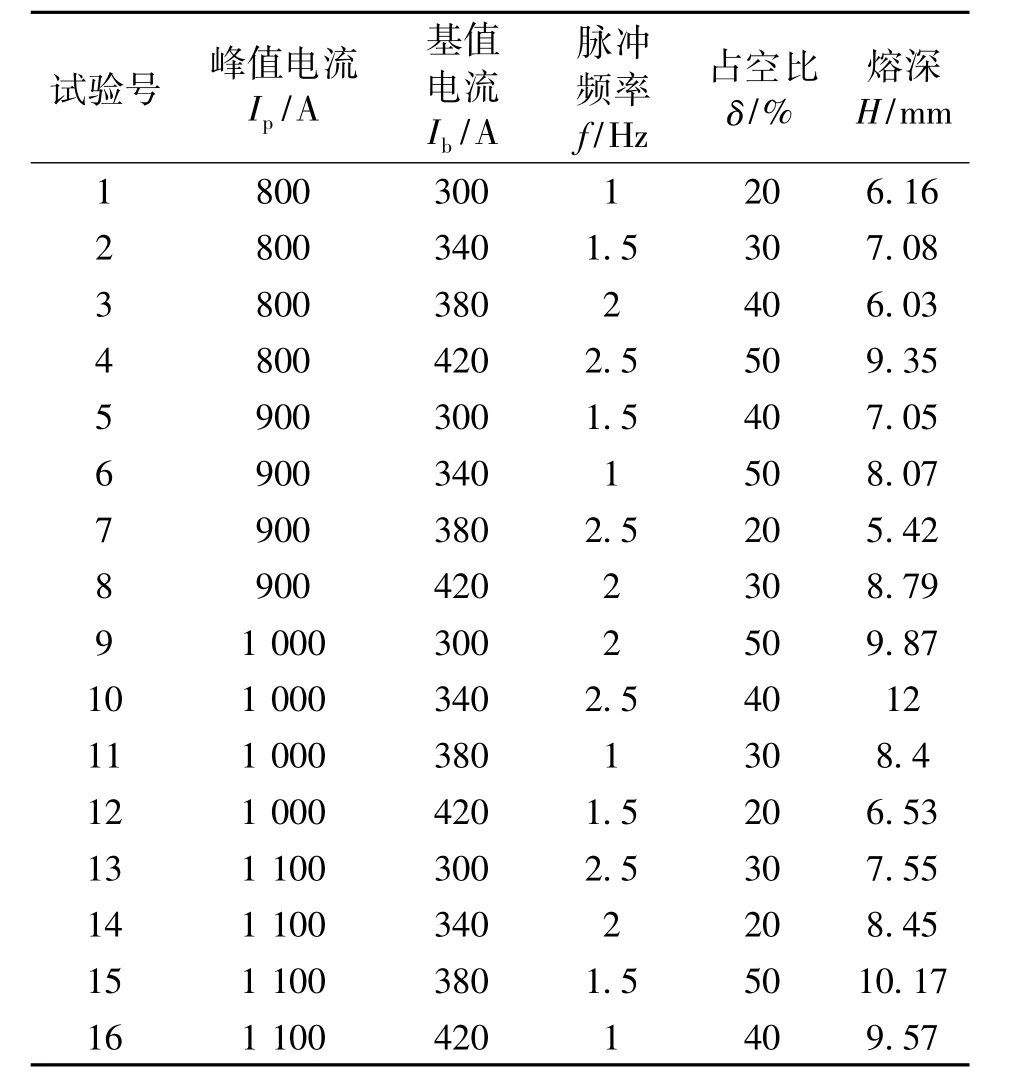
表4 试验方案及结果Table 4 Test scheme and results
1.3 性能检测
采用机械加工的方法分别从16条焊缝上切取试样,用4%硝酸酒精腐蚀,然后主要检验试样的显微组织[5].
根据GB/T 2650-2008《焊接接头冲击试验方法》及GB/T 2651-2008《焊接接头拉伸试验方法》检测接头的力学性能.
2 试验结果及分析
2.1 脉冲工艺参数对焊接熔深的影响
通过计算各影响因素的极差R,可以直观地分析出各因素的主次影响顺序.R越大,表示该因素的水平变化对试验指标的影响越大,因素越重要.比较表5极差R,可看出因素影响主次顺序为峰值电流>占空比>基值电流>脉冲频率,即峰值电流(因素A)影响最大,为主要因素,脉冲频率(因素C)为不重要因素,得出工艺组合A3B2C4D4.
试验结果表明脉冲埋弧焊工艺中峰值电流Ip决定着焊缝的主要熔深,因素与指标趋势见图1,能直观分析出指标与各因素水平波动的关系.峰值电流(因素A)在水平1至3之间,熔深H呈递增趋势,而水平3和4之间,熔深值趋于减小.而占空比δ(因素D)随水平的增大,熔深逐渐递增.其次,基值电流Ib(因素B)随着水平的增大呈锯齿状波动,在水平1、2及3、4之间熔深增大,而2、3之间熔深递减.最后,脉冲频率f(因素C)达到1.5 Hz后,其随着水平的增大熔深呈递增趋势.
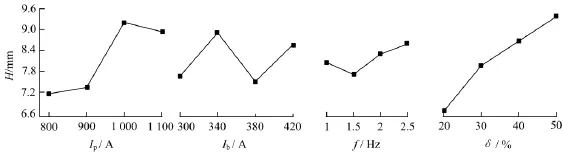
图1 熔深的正交因素示意Fig.1 Orthogonal test coefficient factor of penetration
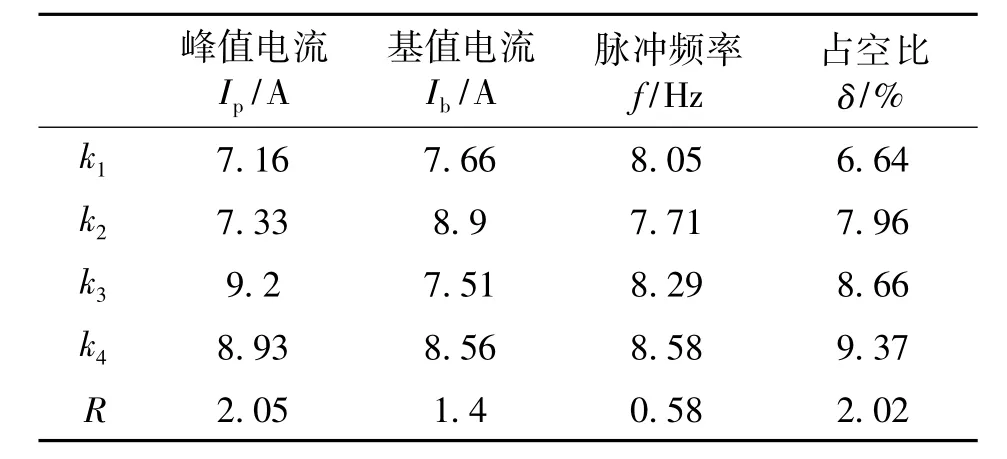
表5 极差分析表Table 5 Range analysis
此外通过16组试验的焊缝截面,可以测出10号样焊缝熔深最大,为12 mm,即方案A3B2C4D3能在现有的因素水平中达到最大的熔深值.而极差组合A3B2C4D4不在正交试验中,则增加一次试验,以A、D大熔深,B、C低成本,低能耗为评价标准,得出A3B3C2D4.即,峰值电流1 000 A,基值电流380 A,频率1.5 Hz,占空比50%.
2.2 T型接头脉冲工艺参数优化
如图2,T型接头采用25 mm规格的腹板和底板,对称K型坡口,坡口角度为50°,钝边为6 mm.
根据正交试验结果A3B3C2D4对焊接参数进行优化,其中焊接电弧电压及焊接速度以焊缝成形为评价因素,而焊枪角度及焊丝偏移量以熔池方向及重叠量为评价因素,确保T形接头两侧熔池于腹板中间重合,同时避免出现脱渣困难、咬边、裂纹等缺陷.T型接头平角焊主要焊接工艺参数见表6.
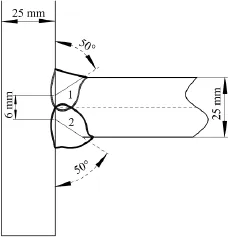
图2 T型接头平角焊示意Fig.2 Schematic of T-joint fillet welding
表6中焊丝伸出长度、焊枪角度及焊丝偏移距离为变量,焊枪角度为焊丝伸出部分和水平面的夹角,焊丝偏移距离为焊丝对中时,偏离竖板的距离.焊丝干伸长为45 mm,焊枪和水平面成60°夹角,焊丝的偏移量在3~4 mm时,焊枪的可达性较好,2侧的熔池有较大的重叠量.

表6 T型接头平角焊工艺Table 6 T-joint fillet welding process
2.3 接头性能
在多组工艺试验后,发现在脉冲的作用下,焊缝成形更加良好,表6工艺下焊接接头的宏观金相照片见图3,从照片上不难看出,焊道数为2道,根部熔合良好,成形美观.且焊后检测,其抗拉强度为465 MPa,单侧焊缝表面中心位置冲击吸收功平均值为 112 J,熔合线位置冲击吸收功平均值为120 J,焊缝热影响区位置冲击吸收功的平均值为235,244 J,每个缺口冲击试样所得的平均值均满足要求,且任一单值均大于规定平均值的70%,没有出现报废的试样.
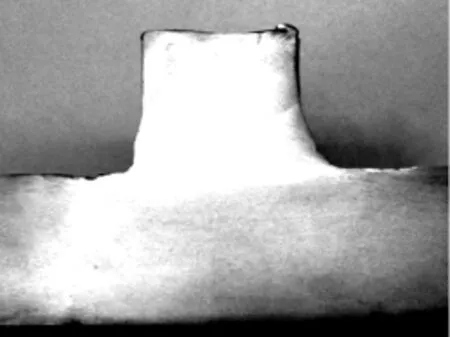
图3 焊缝宏观金相Fig.3 Macroscopic microstructure of weld
图4为焊缝-母材界面,A区为焊缝,B区为近缝区.图5中焊缝区呈明显的柱晶状,其中片状先共析铁素体沿晶界析出,铁素体向晶内生长,晶内有针状铁素体,珠光体P型组织,和普通直流埋弧焊对比,其焊缝区晶粒较为细小韧度较好;在近缝区B内,片状先共析铁素体沿晶界析出,紧靠焊缝处晶界大体与焊缝结晶方向一致,垂直于焊缝-母材界面,铁素体由晶界向晶内生长,晶内黑色区为珠光体.图6中热影响区组织由块状铁素体和珠光体均匀分布,晶粒也较小.这说明脉冲工艺参数对焊缝、熔合区及热影响区有较好的作用.
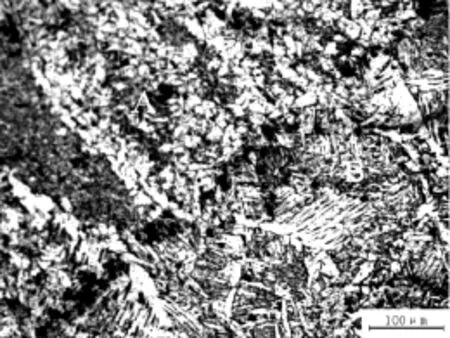
图4 焊缝熔合区金相组织Fig.4 Microstructure of fusion zone
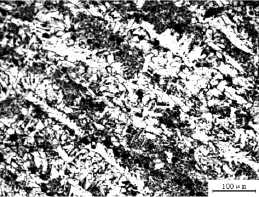
图5 焊缝区金相组织Fig.5 Microstructure of weld zone
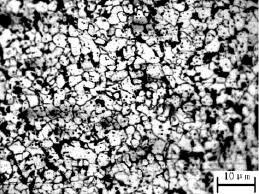
图6 热影响区金相组织Fig.6 Microstructure of heat affected zone
3 结论
1)采用正交试验对低频脉冲下的Q235B钢焊接工艺参数进行优化设计,试验结果与分析表明:峰值电流、占空比、基值电流、脉冲频率对母材熔透深度的影响依次降低.
2)在峰值电流为1 000 A,基值电流为380 A,脉冲频率为1.5 Hz,占空比为50%时,焊接熔深能达到10.17 mm,满足规范要求.
3)此接头的抗拉强度大于母材规定的最小抗拉强度;各区的冲击以及收功平均值及任一单值均满足要求.焊缝断面宏观及微观金相显示焊缝无裂纹、组织合格.
References)
[1] 张胜男,赵文斌.埋弧焊免清根免打底技术的试验研究[J].自动化与仪器仪表,2013(3):37-38.Zhang Shengnan,Zhao Wenbin.The study on the technique of submerged arc welding without backing and un-clearing root[J].Automation and Instrumentation,2013(3):37-38.(in Chinese)
[2]Hrivnak I.Physical metallurgy of pulsed current submerged arc welding of steels[J].ISIJ International,1998,38(10):1100-1106.
[3] 李桓,刘琼,杨立军,等.脉冲埋弧焊动态过程仿真模型的建立[J].焊接学报,2005(4):9-12.Li Huan,Liu Qiong,Yang Lijun,et al.Simulation of pulse submerged arc welding dynamic process[J].Transactions of the China Welding Institution,2005 (4):9-12.(in Chinese)
[4] 何为,薛卫东,唐斌.优化实验设计方法及数据分析[M].北京:化学工业出版社,2012:35-41.
[5]中国机械工程学会焊接学会.焊接金相图谱[M].北京:机械工业出版社,1987:20-23.
(责任编辑:贡洪殿)
Technology analysis and optimization for double-sided pulsed submerged arc welding in the medium plate steel
Zhou Fangming1,Wang Weijian1,Wu Xingxiang2,Zhu Zhengxiang2
(1.Provinical Key Laboratory of Advanced Welding Technology,Jiangsu University of Science and Technology,Zhenjiang Jiangsu 212003,China) (2.Shanghai Hulin Heavy Industry Co.Ltd.,Shanghai 201306,China)
The phenomenon of the undercut and incomplete penetration of the T-joint was studied in this paper.And by means of orthogonal experiment method,we optimize the main factors such as the pulse frequency,duty cycle,the base value/peak current in pulsed submerged arc welding.The weld geometry parameters were obtained by the macroscopic metallography and the best impact factor was achieved by taking the penetration as the evaluation index.The results showed that the pulsed submerged arc welding process based on orthogonal experimental design can well solve the problem of the undercut and gouging in T-joints and improve the welding quality.
orthogonal experimental design;pulsed submerged arc welding;T-joint;double-sided welding; welding process
TG445
A
1673-4807(2015)06-0521-04
10.3969/j.issn.1673-4807.2015.06.003
2015-05-30
产学研合作计划基金资助项目(沪经信法(2013)353号);研究生科研创新计划基金资助项目(SJLX-0489)
周方明(1964-),男,教授,博士,研究方向为焊接设备与质量控制.E-mail:fangmingzhou@just.edu.cn
周方明,王伟建,吴兴祥,等.中厚板双面脉冲埋弧焊工艺分析及优化[J].江苏科技大学学报(自然科学版),2015,29(6):521-524.
猜你喜欢
汽车实用技术(2022年13期)2022-07-19
焊接(2020年9期)2020-12-28
电子制作(2019年10期)2019-06-17
金属加工(热加工)(2018年2期)2018-03-22
焊接(2016年1期)2016-02-27
焊接(2015年2期)2015-07-18
焊接(2015年8期)2015-07-18
焊接(2015年8期)2015-07-18
焊接(2015年8期)2015-07-18
汽车零部件(2014年5期)2014-11-11
