
湖南省火电机组脱硫及脱硝自动投运情况调查及分析
2015-01-11 08:25朱晓星国网湖南省电力公司电力科学研究院湖南长沙410007易扬湖南省湘电试验研究院有限公司湖南长沙410007盛锴国网湖南省电力公司电力科学研究院湖南长沙410007
自动化博览 2015年10期
朱晓星(国网湖南省电力公司电力科学研究院,湖南 长沙 410007)易扬(湖南省湘电试验研究院有限公司,湖南 长沙 410007)盛锴(国网湖南省电力公司电力科学研究院,湖南 长沙 410007)
湖南省火电机组脱硫及脱硝自动投运情况调查及分析
朱晓星(国网湖南省电力公司电力科学研究院,湖南 长沙 410007)
易扬(湖南省湘电试验研究院有限公司,湖南 长沙 410007)
盛锴(国网湖南省电力公司电力科学研究院,湖南 长沙 410007)
文章对湖南省主要火电机组脱硫及脱硝自动控制系统的投运情况进行了全面调查,对其中最重要的脱硫吸收塔浆液pH值和脱硝氨气流量两个自动控制系统的控制策略进行了分析,指出了多数机组脱硫及脱硝自动控制系统中存在自动投运情况不佳、部分测点准确度较低、设备状况不理想、有设计缺陷等主要问题,并提出了有针对性的建议。
湿法脱硫;脱硝;自动控制系统;pH值;氨气流量
根据GB 13223-2011《火电厂大气污染物排放标准》,自2014年7月1日起,湖南省现有燃煤锅炉的SO2排放浓度限值从≤400/1200mg/m3不等调整为≤50 /200mg/m3不等(根据地区不同);NOX排放浓度限值从≤450/650/1100/1300mg/m3不等调整为≤100/200mg/m3(根据燃烧方式及投产时间不同)[1]。这对脱硫脱硝自动控制系统提出了更高的要求。
脱硫脱硝自动控制系统的控制效果对火电机组环保经济运行的影响较大。现行标准严格限定了烟气中SO2、NOX排放浓度的上限,在这种情况下,若被控参数波动大,即使其平均值远低于排放浓度上限,也将被多次考核,而且将导致系统的运行成本长期偏高[2]。为此,国网湖南省电力公司电力科学研究院组织对湖南省主要火电机组脱硫脱硝系统的自动投运情况进行了全面调查,分析了存在的主要问题,提出了有针对性的优化整改建议,以促进脱硫脱硝自动控制系统的良好投运,确保火电机组环保经济运行。
1 脱硫自动控制系统投运情况
1.1 投运情况调查
湖南省火电机组主要采用湿法烟气脱硫技术,主要自动控制系统包括吸收塔浆液pH值及塔出口SO2浓度控制、增压风机入口压力控制、石灰石浆液浓度控制、吸收塔液位控制、石膏浆排出量控制、旁路档板差压控制、吸收塔供浆流量控制、石灰石浆液罐液位控制、石膏抽出泵出口浓度控制、废水处理系统闭环回路控制等。
以上自动控制系统中,对机组安全经济运行影响最大的是增压风机入口压力控制和吸收塔浆液pH值控制两个自动控制系统。增压风机入口压力自动控制策略已经比较成熟,而且湖南省内大多数火电机组已拆除增压风机,因此本文重点对吸收塔浆液pH值自动控制系统投运情况进行调查分析。
吸收塔浆液pH值是湿法烟气脱硫系统运行的重要技术参数,其自动控制效果直接影响到脱硫效率[3,4]。但由于吸收塔内浆液的化学反应过程具有长迟延、强非线性的特点,使得该自动控制系统投运难度较大。经调查,湖南省主要火电机组脱硫吸收塔浆液pH值自动控制系统投运情况如表1所示[5]。
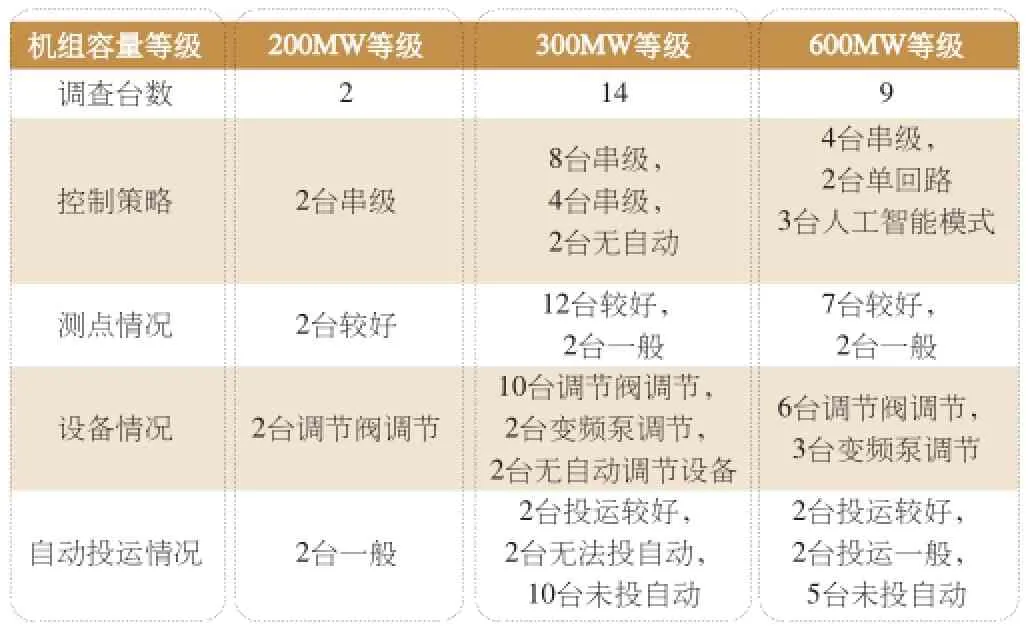
表1 湖南省脱硫吸收塔浆液pH值自动控制系统投运情况
1.2 控制策略分析
脱硫装置运行中可能引起吸收塔浆液pH值变化或波动的主要因素包括烟气量、烟气中SO2浓度、石灰石浆液的浓度和供给量[6]。吸收塔浆液pH值高则石膏难以析出,pH值低则脱硫率低,所以需要将pH值控制在合适范围内,通常应维持在5.2~5.7。当pH值低于设定值时,需要增大石灰石浆液流量;当pH值高于设定值时,需要相应减少石灰石浆液流量。
传统的吸收塔浆液pH值自动控制策略主要包括单回路控制、串级回路控制两种:
(1)单回路控制策略
吸收塔浆液pH值单回路控制原理方框图如图1所示。石灰石浆液pH值信号与人工设定的pH设定值进行比较,其差值经反馈控制器PID计算后,与锅炉负荷、烟气SO2浓度等前馈信号产生的作用相叠加,反馈与前馈控制共同作用产生一个调节信号,作为石灰石浆液调节阀门的开度指令,使吸收塔内浆液pH值维持在设定值附近。
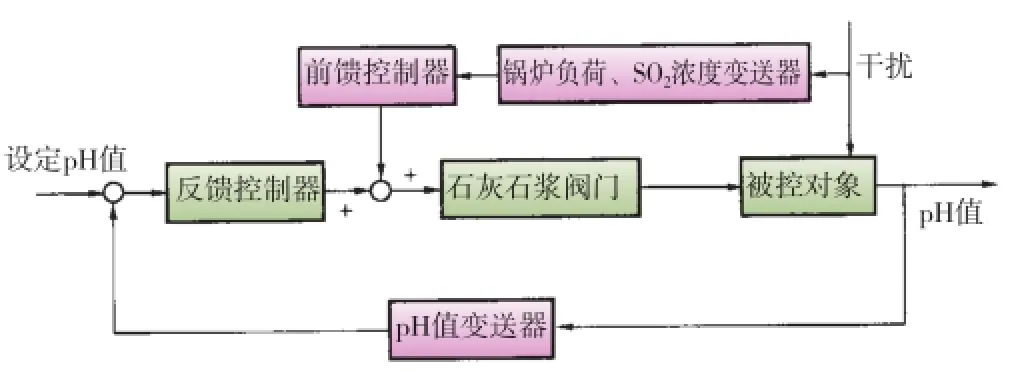
图1 吸收塔浆液pH值单回路控制策略方框图
由于浆液pH值测量仪表的取样口一般装在浆液循环泵的出口管道或石膏浆液排出管道上,从取样口到吸收塔内的浆液有一段距离,取样口到测量仪表之间的取样管长度一般也较长,因此pH值分析测定的周期较长;加上化学反应的时间,导致pH值的纯滞后较大,从改变石灰石浆液流量到pH值发生变化一般需要几分钟甚至更长时间,导致这种控制策略调节迟缓性很大,自动投运效果一般较差。
(2)串级回路控制策略
吸收塔浆液pH值串级回路控制原理方框图如图2所示。以pH值调节回路为主调节器,增加了浆液流量调节回路作为副调节器;pH值调节回路的输出不再作为石灰石浆液调节阀门的开度指令的一部分,而是作为石灰石浆液流量设定值的一部分;此外,还根据锅炉负荷、入口烟气SO2浓度等计算出含硫总量,从而根据化学反应式计算出理论所需的供浆量,以前馈方式作为石灰石浆液流量设定值的主要部分,以pH值调节回路输出作为辅助部分。

图2 吸收塔浆液pH值串级回路控制策略方框图
串级回路控制策略由于引入了副调节回路,改善了对象的特性,加快了调节过程,具有一定的超前控制作用和自适应能力,在当前火电机组中应用逐渐增多。但在调查过程中发现,很多电厂脱硫运行人员仍反映该自动控制系统调节效果欠佳,特别是在变负荷过程中出口烟气SO2浓度经常超标。
分析其原因,该控制策略在理论上比较完善,但在实际应用中,由于入口烟气SO2浓度测量存在一定滞后,且精确度不能满足计算理论所需供浆量的需求;烟气流量更是难以准确测量,多数机组只能保证趋势变化正确,无法保证数值准确;加之pH值测量存在的较大纯滞后,使得这种以理论供浆量为主的串级PID调节很难取得满意的效果。
2 脱硝自动控制系统投运情况
2.1 投运情况调查
湖南省火电机组均采用选择性催化还原反应(SCR)脱硝技术。大多数电厂直接采用液氨作为氨气来源,但离市区较近的电厂采用尿素热解制氨。
SCR脱硝技术的自动控制回路主要是氨气流量自动控制系统。经调查,湖南省主要火电机组氨气流量自动控制系统投运情况如表2所示。

表2 湖南省主要火电机组氨气流量自动控制系统投运情况
2.2 控制策略分析
SCR脱硝反应装置出口NOX浓度调节是通过氨气流量调节阀控制氨气流量来实现的,目前湖南省内氨气流量自动控制系统多采用单回路控制和摩尔比串级回路控制方式。
(1)单回路控制策略
单回路控制方式较为简单,即以脱硝装置出口NOX浓度与运行人员设定值之差进行PID运算,以调整氨气流量调节阀的开度进而控制进入装置的氨气流量,其控制策略方框图如图3所示。单回路控制的结构简单、易于实现,但难以满足机组变负荷时的动态响应要求。
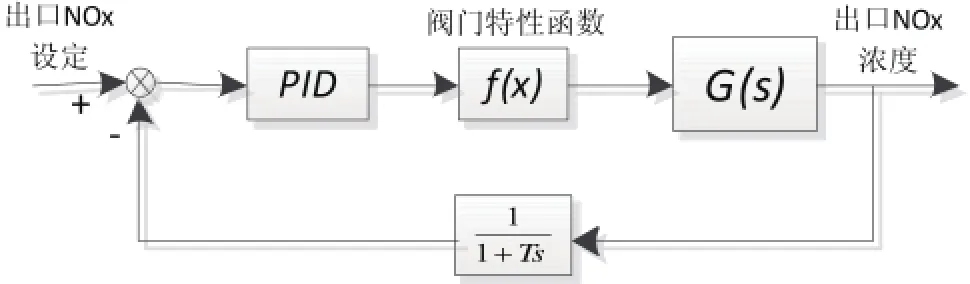
图3 氨气流量单回路控制策略方框图
(2)摩尔比串级回路控制策略
与单回路PID相比,摩尔比串级回路控制相对复杂。如图4所示,f(x)根据烟气中的NOX含量计算理论需求的氨气流量,将其作为主调节器的前馈;主调节器根据出口NOX浓度偏差进行PID计算,得到实际所需氨气流量,作为副调节器的氨气流量设定值;副调节器根据氨气流量设定值与氨气流量偏差控制氨气流量调节阀的开度。这种控制策略下,前馈调节提高了机组变负荷以及入口NOX浓度波动时的快速响应性能,从而能减小动态偏差。
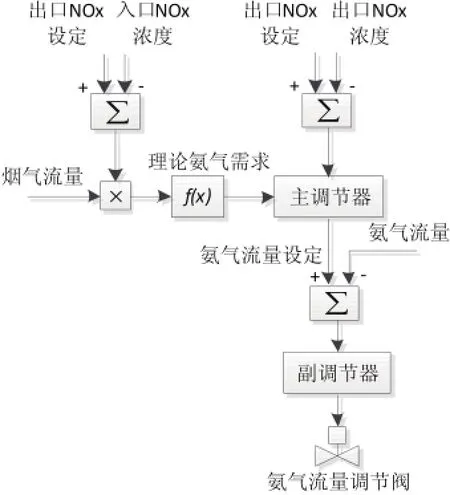
图4 氨气流量摩尔比串级回路控制策略方框图
但从湖南省内火电机组氨气流量自动控制系统实际应用情况来看,作为调查对象的29台机组中只有10台机组自动投运效果较好,7台投运情况一般,10台投运情况较差,还有2台没有投入自动。出口NOX浓度波动大甚至超标的情况时有发生;变负荷过程中运行人员普遍需要手动干预。
分析其原因,主要是氨气流量自动控制系统被控对象的平均响应纯延迟时间接近3分钟,有的机组甚至长达十几分钟,是典型的大滞后被控对象,其相关控制参数难以整定。对于煤种稳定、机组负荷稳定、测量结果准确的火电机组,以上控制策略控制效果较好;但对于煤种多变、机组AGC指令变化频繁、测量仪表准确度不高的火电机组则难以取得满意的效果。
3 主要问题分析
(1)自动投运情况不佳。湖南省大多数火电机组脱硫吸收塔浆液pH值自动控制系统和氨气流量自动控制系统都采用生产厂家提供的控制策略,单回路控制方式和串级回路控制方式都有,前馈信号和前馈作用大小不统一,没有进行过有针对性的优化。大多数机组未投运脱硫吸收塔浆液pH值自动或投运效果不佳;氨气流量自动大多数机组都已投运,但在变负荷时出口烟气NOX浓度动态偏差较大。
(2)部分测点准确度较低。供浆流量、出口烟气SO2浓度、氨气流量、出口烟气NOX浓度等重要测点大多能正确显示;但与自动控制系统相关的烟气流量、pH值、入口烟气SO2浓度、入口烟气NOX浓度等测点准确度较低,特别是大多数机组的烟气流量数据只能反应变化趋势,具体数值不准确。
(3)设备状况不理想。大多机组用调节阀进行调节,但调节阀特性普遍不好,有些运行时间较长,磨损较大;有些漏流量大,导致低负荷下无法投自动。此外,个别机组脱硝系统催化剂多年没有更换,活性降低严重,影响调节性能。
(4)存在设计缺陷。个别由于脱硫供浆管道设计流量过低,长期需要供浆调节阀全开运行,导致无法投脱硫吸收塔浆液pH值自动;个别机组脱硫供浆门为电动门,且供浆泵为工频泵,没有调节设备,导致无法投脱硫吸收塔浆液pH值自动;部分机组脱硝系统入口NOX超过设计值过多,导致氨气流量自动可调范围太小,投运效果不佳。
4 建议
4.1 采用先进控制算法
脱硫吸收塔浆液pH值自动控制系统和氨气流量自动控制系统都是大滞后、大惯性及非线性的自动控制系统,传统的PID控制很难起到满意的调节效果,应结合一些先进控制算法如神经网络、预测控制、人工智能控制等进行探索优化。目前国内已有采用先进控制算法的氨气流量自动控制策略应用的例子[7],也有基于人工智能的脱硫吸收塔浆液pH值自动控制策略,建议结合本厂系统和设备具体情况进行试点应用和优化完善。
4.2 加强维护提高脱硫吸收塔浆液pH值准确度
浆液pH值是脱硫吸收塔系统的重要参数之一,pH值的变化会引起其他系列参数的变化。由于吸收塔内环境复杂,浆液pH值具有大滞后和非线性的特点,导致难以准确反应吸收塔浆液实时状态。
为确保脱硫系统的正常运行,应至少配置2套pH计,取平均值作为DCS自动调整的参数;运行过程中应让pH计轮流自动清洗;当2套pH计测量出的数值差值超过0.2时,DCS应切除自动并报警,提醒运行人员进行手动清洗;定期取样对pH计数值进行对比校验。
4.3 信号吹扫或冲洗时保持控制设备输出不变
脱硝系统的出入口NOX浓度信号和脱硫系统的吸收塔浆液pH值信号大多需要定时吹扫或冲洗,每次约3~10min,此时NOX数值和浆液pH值会发生突变或保持原值不变,这都会对自动投运造成较大影响,导致控制设备(调节阀或变频泵)的指令发生突变,或在偏差作用下一直开大或关小。
建议从现场装置中取得“吹扫中”或“冲洗中”信号,在该信号为1时强制保持控制设备的输出指令不变;如果无法取得该信号,应根据NOX浓度信号和pH值信号的变化情况及吹扫或冲洗的时间周期进行逻辑分析,综合判断得到“吹扫中”或“冲洗中”信号。
4.4 提高设备特性,增强调节性能
部分机组脱硝系统催化剂老化,活性和选择性下降,当机组加负荷时,氨气流量在前馈作用下增加较快,导致化学反应不及时,使氨逃逸率有时激增。对这种情况,一方面建议对氨气流量调节阀开方向进行限速,避免其打开过快;另一方面应及时对催化剂进行更换或再生处理。
部分机组调节阀磨损严重,控制特性不好,或漏流量大,严重影响自动的投入。对于控制特性不好的阀门,建议利用历史数据摸清规律,采用函数进行特性补偿,有条件时更换阀门;对于漏流量大的阀门,应利用机组检修机会进行校正,无法校正的应及时更换。
还有部分机组由于设计原因,没有调节设备,或调节设备无可调区间,而不能正常投入自动。对于这种情况,应及时进行技术改造。
5 结论
对湖南省主要火电机组脱硫脱硝自动控制系统的投运情况进行了全面调查,对其中最重要的脱硫吸收塔浆液pH值和脱硝氨气流量两个自动控制系统的控制策略进行了分析,指出了湖南省火电机组脱硫脱硝自动控制系统中存在的主要问题,并提出了有针对性的建议。
[1] 环境保护部,国家质量监督检验检疫总局. GB 13223 — 2011, 火电厂大气污染物排放标准[S].
[2] 崔希,吴莉娟,黄达等. 基于先进控制技术的660MW超超临界机组SCR脱硝控制方案[C]. 2013年全国发电厂热工自动化专业年会论文集
[3] 陈耀龙. 脱硫系统吸收塔浆液pH值控制与仿真[J]. 应用能源技术, 2011, (11): 21 - 25.
[4] 景建平, 吴文辉. 石灰 - 石膏湿法脱硫工艺主要运行参数控制调整探析[J].热力发电, 2011, 40(11):14 - 16.
[5] 朱晓星, 盛锴, 王伯春等. 湖南省火电机组脱硫脱硝自动投运情况分析及优化总结报告[R]. 国网湖南省电力公司电力科学研究院, 2014.
[6] 阎维平,刘忠,王春波等. 电站燃煤锅炉石灰石湿法延期脱硫装置运行与控制[M]. 北京:中国电力出版社, 2006.
[7] 盛锴,王伯春,寻新等. 基于系统建模的SCR脱硝喷氨自动系统优化[C].湖南省电机工程学会热工自动化专委会2014年学术会议论文集, 2014.
Investigation and Analysis of FGD and Denitration Auto-Control System for Main Thermal Power Units in Hunan Province
An investigation of FGD and denitration auto-control system for the main thermal power units in Hunan Province has been carried out in this paper, the control strategy of slurry pH control system of absorption tower and denitration ammonia flow control system has been analyzed. It has discovered that the problems existing in many units such as: the bad auto-control situation, the low control accuracy, the bad equipment condition, and some design defects. For these problems, some pertinent recommendations are proposed in this paper. Key words: Wet desulfurization; Denitration; Auto-control system; pH; Ammonia flow
B
1003-0492(2015)10-0086-04
TM621.6
朱晓星(1980-),男,湖南邵阳人,硕士,高级工程师,主要研究方向为网源协调技术、自动控制技术的研究与应用。
猜你喜欢
江苏钢铁(2022年9期)2022-07-02
硫酸工业(2021年9期)2021-12-10
渔业现代化(2019年3期)2019-07-11
电子制作(2018年10期)2018-08-04
电子制作(2018年12期)2018-08-01
中国设备工程(2017年8期)2017-05-10
科技创新导报(2016年4期)2016-11-19
城市建设理论研究(2011年23期)2011-12-20
