
浅谈车工实习教学中细长轴的车削
2015-01-02 02:45:40于子立
现代制造技术与装备 2015年3期
于子立
(开封市技师学院,开封 475000)
浅谈车工实习教学中细长轴的车削
于子立
(开封市技师学院,开封 475000)
如何将细长轴类零件顺利完成车削加工,是技工学校高级工必须掌握的一个基本课题,通过对细长轴零件车削中问题的分析,找出加工难点的原因,讨论并采取一些措施解决细长轴加工难点问题,提高学生对车削加工过程中此类问题的分析和处理能力。
实习教学 细长轴车削 加工精度
细长轴的车削是技工学校高级工必须掌握的一个基本课题,细长轴的外形虽然不复杂,但由于其本身刚性差,车削时受切削力、切削热等影响,容易发生弯曲变形,产生振动等缺陷,难以保证加工精度。如何让学生掌握细长轴的车削方法,笔者在多年的车工实习教学过程中,通过不断的摸索、总结、完善,对于细长轴的车削有了一定的认知,在此谈谈车削细长轴的一些心得体会。
1 引导学生分析细长轴车削中的主要问题及原因
引导学生正确的分析出细长轴车削加工中的主要问题及原因,才能在实训车削加工中有的放矢,做出有针对性的改进措施。细长轴车削存在的主要问题有以下两点:
(1)切削过程中,由于工件的刚性差,在切削力、离心力的作用,很容易发生弯曲、振动等情况,严重影响其加工精度和表面粗糙度。
在车削过程中,产生的切削力可以分解为径向切削力Fp和轴向切削力Ff,两者对细长轴车削时产生的影响是有所不同。①径向切削力Fp是垂直作用在细长轴轴线上,其作用力将会使细长轴在水平面内发生弯曲变形.②轴向切削力Ff是平行作用在细长轴轴线方向上,轴向力压迫工件,使细长轴受压发生不稳定弯曲变形。
(2)切削过程中,工件在切削热的作用下,会产生受热变形伸长。
车削时,受切削热的影响,工件会随温度的升高而逐渐伸长变形,由于车削细长轴时,工件长,总伸长量大,如果轴的两端为固定支承,则工件会因伸长而弯曲变形,严重时会使工件在顶尖处卡住。
2 指导学生分析提高细长轴车削精度的方法和措施
由于学生还处于实习阶段,对实际加工过程的分析能力还比较偏弱,实习指导教师对一些加工工艺方法还要做出引导。在实习教学过程中,主要引导学生从以下几个方面采取措施。
2.1 毛坯处理
细长轴坯料的加工余量应比一般工件的加工余量大,加工前应该先对其进行校直。毛坯料经过校直后,不仅可使车削余量均匀,减少车削时间,避免振动,而且还可以减小切削后的表面残余应力,避免工件在使用中产生大的变形。
2.2 分析细长轴的装夹方法
在车床上车削细长轴时采用的装夹方式主要有两种:一种是细长轴的两端均由顶尖支撑,即“双顶尖”装夹法;另一种是细长轴的一端用卡盘夹紧,另一端用车床尾架顶尖支承,即“一夹一顶”装夹法。
(1)采用“双顶尖”装夹法车削细长轴,工件定位准确,容易保证同轴度。但用该方法装夹细长轴,其刚性较差,细长轴弯曲变形较大,而且容易产生振动.因此只适宜于安装长径比不大、加工余量较小、同轴度要求较高的工件。
(2)采用“一夹一顶”装夹法车削细长轴时,如果顶尖顶得太紧,除了可能将细长轴顶弯外,还能阻碍车削时细长轴的受热伸长,导致细长轴受到轴向挤压而产生弯曲变形。所以顶尖应采用弹性回转顶尖,可以有效补偿细长轴受热后的变形伸长,减少其受热弯曲变形;同时可将开口钢丝圈垫在卡盘爪的凹槽中,以减少卡爪与细长轴的轴向接触长度,使工件在卡盘内可以自由调节位置,消除安装时的过定位,减少弯曲变形。在车工实习教学中通常采用“一夹一顶”装夹法。
(3)使用中心架支承车削细长轴。在“一夹一顶”车削细长轴时,可使用中心架来增加工件的刚性。为了防止卡爪拉毛工件的表面,中心架三个卡爪的前端镶有铸铁、青铜、夹布胶木、尼龙1010等材料。
①中心架直接支承在工件中间。当工件可以进行分段车削或调头车削时,将中心架直接支承在工件中间,如图1所示,这样支承,L/d的值减少了一倍,细长轴的刚性可增加好几倍。但在工件装上中心架之前,必须在毛坯中部车出一段圆柱面沟槽作为支撑轴颈,并在支承爪与工件接触处经常加润滑油。
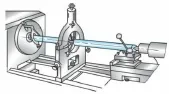
图1 中心架直接支撑
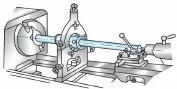
图2 中心架配过渡套支撑
②采用过渡套筒安装中心架。当车削支承中心架的沟槽比较困难或一些中段不需加工的细长轴时,可采用过渡套筒安装细长轴的办法,如图2所示。使卡爪不直接跟毛坯轴接触,而使支承爪与过渡套筒的外表面接触。
(4)使用跟刀架支承车削细长轴。对不适宜调头车削的细长轴,不能用中心架支承,而要用跟刀架支承进行车削,以增加工件的刚性,常用的跟刀架有两种:两爪跟刀架和三爪跟刀架。跟刀架固定在床鞍上,它可以跟随车刀移动,抵消径向切削力,提高车削细长轴的形车削质量。
理论上两爪跟刀架就可以满足切削力对细长轴的影响要求,因为切削时,车刀给工件的切削抗力使工件贴在跟刀架的两个支承爪上,但实际车削时,由于工件本身的向下重力,以及偶然的弯曲,工件会瞬时离开支承爪、接触支承爪时产生振动。所以三爪跟刀架是比较理想的跟刀架。
使用跟刀架支撑车削细长轴时,必须使其支撑爪与工件的接触压力调整适当。如果压力太小,甚至没有接触,则不能起到增加工件刚性的作用。如果压力过大,会把工件车成“竹节”形。因为:当刚开始车削时,工件在尾座端由顶尖支撑,工件很难发生变形,支撑爪的压力不会反映到工件上。但车削过一段距离且车刀远离顶尖后,工件刚性逐渐减弱,容易发生变形,支撑爪就压向工件,使工件被顶向车刀,吃刀深度就增加,结果车出的直径就偏小。当跟刀架的支撑爪跟车刀移动到已经车小的外圆上时,工件表面跟跟刀架支撑爪脱离接触,这时在径向切削分力的作用下,使工件向外让开,使车刀吃刀深度减小,车出的工件直径就偏大,这样有规律的变化就会把细长轴车成了“竹节”形。
2.3 分析车刀几何形状对细长轴的影响
车削细长轴时,由于工件刚性差,车刀的几何形状对减小作用在工件上的切削力,减小工件弯曲变形和振动,减少切削热的产生等均有明显的影响。
(1)车刀的主偏角是影响径向切削力的主要因素,在不影响刀具强度的情况下,应尽量增大车刀的主偏角,较小径向切削力,车削细长轴车刀的主偏角取kr=80°~93 °。
(2)刀尖圆弧半径以0.3~0.5mm为宜,过大易产生振动,过小刀具耐用度降低。
(3)车刀前面应该磨有R1.5~R3mm圆弧形断屑槽。
(4)为减小切削力和切削热,应该选择较大的前角,取γ=20°~30°。安装刀具时,刀尖最好稍高于工件中心0.2~0.5mm,避免前角变小。
2.4 合理选择切削用量
引导学生分析切削用量对切削力的影响,切削用量选择的是否合理,对切削过程中产生的切削力的大小、切削热的多少是不同的,对车削细长轴时引起的变形也是不同的。通过改变切削要素,降低切削力,改善细长轴的切削加工。
2.5 采用反向进给法车削细长轴
反向进给切削法是指在细长轴的车削过程中,车刀由主轴卡盘开始向尾架方向进给。在车削过程中产生的轴向切削力就由轴向压力变为轴向拉力,对工件起到拉直的作用,减小了工件的弯曲变形。同时,采用弹性的尾架顶尖,还可以有效地补偿工件的受拉变形和热伸长量,避免工件的压弯变形。
3 结束语
细长轴由于刚性差,车削时产生的受力、受热变形较大,很难保证细长轴的加工质量要求。通过对细长轴车削课题的教学,引导学生通过采用合适的装夹方式,选择合理的刀具角度和切削用量等措施,可以保证细长轴的加工质量要求。同时提高学生对车削加工过程中此类问题的分析和处理能力。
[1]薛晓慧.细长类零件的加工方法[J].凿岩机械气动工,2013,(03).
[2]王芳.细长轴的车削加工研究[J].职业,2009,(03).
Key wo0rds:practice teaching,slender shaft,turning,machining accuracy
Discussion on Turning Elongate Shaftin Teaching during Turner Internship
YU Zili
(Kaifeng Technician College,Kaifeng 475000)
It is a basic task for senior workers to successfully complete elongate shaft turning.Through analyzing problems of turning slender shaft parts,this paper tries to identify the reasons causing processing difficulties,discuss and take some measures to address the fine major axis machining difficult problems,and improve students' ability of analysis and processing ability.
猜你喜欢
北京航空航天大学学报(2021年7期)2021-08-13 08:33:34
设备管理与维修(2020年23期)2021-01-04 00:15:10
中小企业管理与科技(2019年22期)2019-09-09 00:40:04
制造技术与机床(2018年10期)2018-10-13 06:36:48
赢未来(2018年9期)2018-09-25 08:05:02
制造技术与机床(2017年3期)2017-06-23 08:11:51
山东工业技术(2016年15期)2016-12-01 05:31:59
现代工业经济和信息化(2016年1期)2016-05-17 05:33:37
机电产品开发与创新(2014年6期)2014-03-11 16:42:58
机械制造与自动化(2014年1期)2014-03-01 04:21:46
