数控仿真软件在数控实训中的应用实例
2014-12-31 12:08姚瑞敏
机械工程与自动化 2014年2期
姚瑞敏
(山西工程职业技术学院,山西 太原 030009)
0 引言
职业技术教育正值改革时期,数控加工课程教改的目的是培养具有良好职业道德和较强的创新精神,掌握本专业必备的基础理论和专业知识,能够从事数控机床产品制造加工、数控设备的调试、运行、维护、维修、技术改造等岗位,适应生产、建设、服务、管理第一线的高端技能型专门人才。学生要获得这种能力,学校必须投资购买数控机床、加工中心等设备,建设教学实验环境。但此类设备价格昂贵,不适合学生的普及性教学和实训。因此,在实际教学过程中,源自美国基于虚拟现实加工技术的仿真软件,在高职高专数控课程教学中发挥了巨大的作用。它可以实现对数控车床、数控铣床和加工中心零件加工的全程仿真操作,提高了学生的实际操作能力[1]。本文以数控车床操作仿真为实例,阐述其操作步骤。
1 宇龙数控仿真软件在数控车床(华中系统)上的应用[2]
1.1 零件图
被加工零件如图1所示,毛坯为Φ50mm×100的45钢,利用G71指令编制程序,并完成零件的仿真加工。
1.2 刀具及切削用量的选择
刀具及切削用量的选择见表1。
1.3 工艺路线
(1)三爪卡盘夹持工件左端外圆。(2)用G71指令粗、精加工外轮廓。
1.4 参考程序
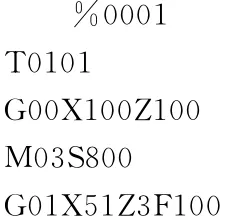
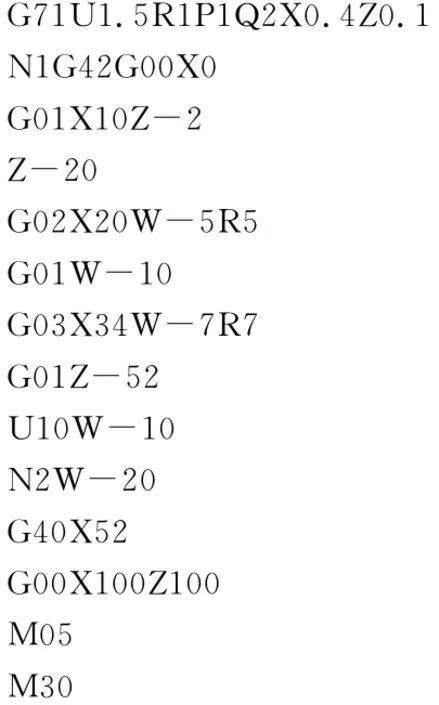
图1 零件图
1.5 操作步骤
(1)选择机床:如图2所示,选择“机床”-“选择机床…”命令,在弹出的“选择机床”对话框中,选择控制系统为华中数控,机床类型为车床,单击“确定”按钮。
(2)设置并安装工件:选择“零件”-“定义毛坯”命令,在“定义毛坯”对话框中输入毛坯尺寸,单击“确定”按钮,如图3所示。选择“零件”-“放置零件”命令,系统会弹出“选择零件”对话框,如图4所示,在列表中选择已定义的毛坯1,单击“安装零件”按钮,系统自动关闭对话框,同时界面会出现控制零件移动的面板,如图5所示,可以按动箭头移动零件(使零件伸出约85mm),移动零件完毕后,单击面板上的“退出”按钮,关闭该面板。

表1 刀具及切削用量

图2 选择机床

图3 “定义毛坯”对话框

图4 “选择零件”对话框

图5 控制零件的移动面板
(3)输入或导入程序:数控程序可以使用记事本或写字板等编辑软件输入,并保存为文本格式的文件,也可直接用华中系统的MDI键盘输入。此处采用已存有的NC程序文件“00005”,如图6所示。
(4)选择并安装刀具:选择“机床”-“选择刀具”命令,在弹出的“刀具选择”对话框中,选择所需的刀片和刀柄,如图7所示,单击“确定”退出。

图6 导入数控程序
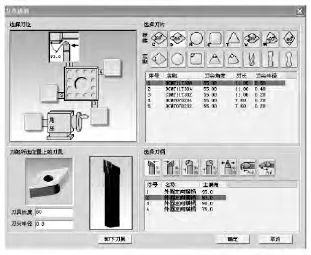
图7 “刀具选择”对话框
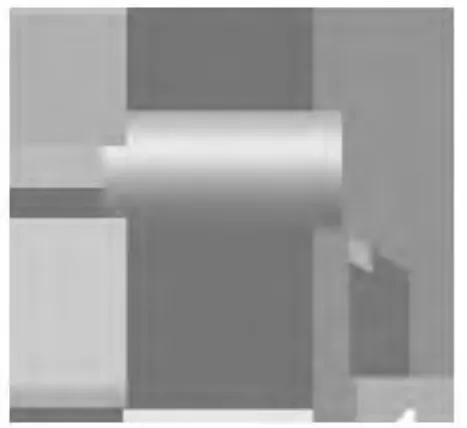
图8 机床移动位置

图9 车去外圆表面一层
在MDI键盘上单击“刀偏表”,用方向键将光标移动到01号刀具的X位置,输入“48.253”,回车,刀具X轴方向的对刀结束。用同样的方法对Z轴方向进行对刀,同时把光标移动到Z位置,输入“0”,回车,刀具Z轴方向的对刀结束,如图11所示。
(6)检查运行轨迹、自动加工:单击操作面板上“自动”键,使其指示灯亮,单击“自动加工”菜单,再单击“程序校验”,按“循环启动”键,即可观察数控程序的运行轨迹,如图12所示。

图10 “车床工件测量”对话框
继续单击“程序校验”键,取消程序校验,按“循环启动”键,机床就会开始自动加工,加工后的工件如图13所示。

图11 刀偏表
2 结语
采用数控仿真软件进行数控实训,取得了如下成果:
(1)调动了学生学习的积极性。学生在实际动手过程中,通过仿真软件将书本中笼统、抽象的概念转换成形象、直观的实体操作,大大提高了对书本知识的理解,激发了学习数控编程与操作课程的学习兴趣。
(2)数控仿真软件使原来需要在数控设备上才能完成的大部分功能可以在虚拟制造环境中实现,大大减少了在数控设备上的资金投入,从而加快了数控加工操作人员的培训速度。
(3)使得专任教师的业务能力得以提高。数控编程与操作课程要求教师不仅要对理论知识有深刻的理解,同时还要有过硬的实践能力。通过仿真软件的操作,教师能及时发现自己实际操作机床的问题,从而使其业务能力得到提高[3]。

图12 刀具运行轨迹

图13 零件加工结果
[1]王海根,蒋杨永,王绍让.数控仿真软件在数控实验中的应用[J].机械与电子,2005(5):66-68.
[2]景海平,张武奎.数控加工仿真与实训[M].北京:人民邮电出版社,2010.
[3]宋玉梅,孔令波,王颖淑.数控实验教学初探[J].长春大学学报,2000(3):74.
猜你喜欢
机械工业标准化与质量(2021年10期)2021-11-19
铝加工(2020年3期)2020-12-13
网络安全和信息化(2020年1期)2020-01-15
制造技术与机床(2019年9期)2019-09-10
模具制造(2019年4期)2019-06-24
制造技术与机床(2018年12期)2018-12-23
中学科技(2018年12期)2018-12-19
中学科技(2018年10期)2018-12-18
制造技术与机床(2017年7期)2018-01-19
摄影之友(影像视觉)(2017年1期)2017-07-18