基于IPC和PLC的纸币塑封包装机自动控制系统
2014-12-14 07:40:36王兴国
电气自动化 2014年4期
王兴国
(苏州江南航天机电工业有限公司,江苏 苏州 215101)
0 引言
在人民币的流通过程中,千张纸币包装成一捆是银行等金融机构日常业务工作中比较繁重而细致的工作。目前银行大量采用的打捆机在对纸币进行捆扎后存在比较多的问题,不利于人民币的流通:一是伤币,打捆机通过对钱捆施加1 000~1 500公斤压力后采用打捆带烫合强制扎紧整型,因此每捆钱捆最上面一捆钞和最下面一捆钞会有3~5张纸币被勒伤,伤币率在0.6% ~1%。二是不能完全杜绝抽张,打捆机采用的三道捆扎、五点连接[1],不能完全杜绝抽张风险,所以钱捆在交接时只能通过复点分清责任。三是打捆的钱捆不便于机具复点清分,打捆的钱捆,纸币经常粘合在一起,商业银行在投放到ATM机、自动存取款等机具时,只能采用人工清分,效率低。四是打捆的钱捆油墨挥发使存放库房环境变差,影响库管人员身体健康。五是打捆的钞捆会受潮霉变,长期存放会发生钞票粘连、钞捆变结或霉变。六是打捆机封签不便,打捆机打捆后,需要人工贴纸质封签或不干胶封签,操作繁、效率低。根据目前人民币的流通情况,中国人民银行总行要求将引入条码管理,推行整袋(整捆)入库,建设人民币物流现代信息管理系统,全面提升人民币物流管理水平作为“十二五”工作的重点,并将“爱护人民币、提高人民币整洁度”作为人民银行和商业银行加强现金管理工作的重要目标[2]。因此,现有打捆机的更新换代已属必然,新型的小型化、塑封、封签、全自动一体化纸币塑封包装机的研发已迫在眉睫。
YHSJ-1全自动纸币塑封包装机即是在这种背景情况下进行研发的,主要用于银行系统,通过对纸币进行塑封,解决现行人民币纸币打捆包装方式存在的伤币、被抽张、纸币粘合、油墨粉尘、受潮变结或霉变、封签不便、人民币物流管理困难以及打捆包装设备自动化程度低、操作复杂、设备体积大等问题,实现人民币在流通过程中,包装存贮的安全可靠。
1 纸币塑封包装机分步功能
纸币塑封包装机是机、电、气一体化的全自动包装设备,包括加热、排水、打印、步进、压紧、压膜、封切、放膜、翻转、推送、卷膜、升降、热缩等共29个分步动作功能,传动方式有滚珠丝杆传动、螺杆传动、齿轮齿条传动、链传动、气缸传动等,通过程序控制实现纸币的全自动塑封。
2 控制原理及控制时序
2.1 控制原理
纸币塑封包装机控制系统的控制对象包括热转印打印机、步进电机、交流电机、气缸、空压机以及温控仪表等,而且还要设置友好的人机交互界面,并实现与以太网和移动存储设备的连接,控制节点众多,功能复杂。综合考虑,其控制系统采用两块平台进行设计,上位机采用IPC工业主板,外挂触摸显示器,安装WINCE6.0操作系统,运行人机交付界面程序、加密狗算法程序、指令及状态查询程序、二维码标签生码程序以及热转印打印机驱动程序;下位机采用PLC可编程序控制器,运行设备包装动作控制程序和自诊断控制程序。纸币塑封包装机控制系统控制原理框图如图1所示。
2.2 控制时序
根据纸币塑封包装机的控制功能要求,在工作时需实现连续塑封包装,控制系统要适时检测多捆钞捆在设备中的位置,运算判断后进行动作控制,其控制时序概述如下:

图1 控制原理框图
1)设备上电 启动开机软件,待封切及热缩温度达到设定值后,各单元进入准备工作状态;
2)放置钞捆 将规定数量(1 000张/捆)的钞捆放置在纸币塑封包装机进钞口,并将钞捆的两个侧面靠紧推钞机构的靠板;
3)封签打印 打印机将钞捆封签打印到PE膜上;
4)袖口式封装 步进推钞机构将钞捆推送至PE膜压裹位置,压紧机构的压紧气缸及压膜气缸下压,将钞捆压紧,压膜缸二次压膜将PE膜收紧;步进推钞机构回到中位,Ⅰ型封切机构下行进行封切,完成袖口式封装;
5)钞捆翻转 Ⅰ型封切机构回位后,步进推钞机构继续将压裹后的钞捆推送至翻转机构的翻转板上,翻转气缸带动翻转板转动,将钞捆翻转90°;
6)传递进整形罩 横向推钞机构将翻转后的钞捆横向推移,进入整形罩,使之处于筒状POF对折膜中;
7)L型封切 整形罩中的气缸推钞机构将钞捆推送前行至升降机构的托币板上,此时L型封切装置动作,进行POF薄膜全包封切,封切完毕,L型封切装置复位;
8)钞捆下降 经L型封切二次裹包的钞捆通过升降机构下降到热缩炉的入口;
9)热缩 热缩炉传送装置带动全裹包后的钞捆进入热缩炉,热缩完成后,钞捆从热缩炉出口进入接收装置,产品塑封完成。
2.3 控制器选型
纸币塑封包装机控制系统核心为上位机IPC控制器和下位机PLC控制器组成,上下位机之间通过RS232通信方式连接。
根据对上位机端口和运行速度需求,上位机IPC选择X86架构的工业主板,处理器主频为500 MHz,集成4个RS232串行口、3个USB接口、2个以太网口和1个 VGA口,WINCE6.0操作系统需进行裁剪;
根据对纸币塑封包装机控制功能需求进行分析,并综合考虑器件成本和可靠性,下位机选择了欧姆龙公司推出的一款一体式PLC——SYSMAC CP1E。CP1E N型 CPU单元内置 8 k程序容量,DM区可存储8 k字,最多可扩展3个扩展单元,而且其晶体管输出型还提供2个高速脉冲输出,可用于控制步进电机。
3 上位机IPC程序设计
3.1 多线程设计
纸币塑封包装机控制系统上位机IPC安装WINCE6.0多任务操作系统,实现显示界面程序、加密狗算法程序、指令及状态查询程序、二维码标签生码程序以及热转印打印机驱动程序等多任务事件处理。用户程序用C程序语言开发,采用多线程和多进程机制,提高程序的执行效率,合理调度资源,确保多线程的安全性[3]。
WINCE6.0系统支持多线程对程序的执行效率是很有利的,但多线程资源安全性如果处理不当,发生了资源冲突问题,轻则导致程序运行时出错,严重时将导致系统崩溃[4]。
在进行纸币塑封包装机嵌入式用户程序开发时,我们采用了两种编程机制来避免多线程出现资源争夺。
1)建立同步机制,避免进程互斥竞争
在正常情况下,一个进程在启动时首先检查当前系统是否已经存在有此进程的实例,如果没有,进程将成功创建并设置标识实例已经存在的标记。此后再创建进程时将会通过该标记而知晓其实例已经存在,从而保证进程在系统中只能存在一个实例。
2)建立资源分配图,避免进程死锁
一般来说,多线程产生死锁是与进程对资源的需求、进程的执行速度、资源的分配策略有关,因此,在测试时跟踪系统中的所有线程和它们锁定的共享资源,周期性地进行检查和维护资源分配图,并在用户程序中增加一些额外的代码,及时发现循环等待的特征,在系统运行时检测出潜在的死锁。
3.2 IPC主程序流程
上位机IPC采用多线程方式协调利用处理器资源,其主程序流程如图2所示。
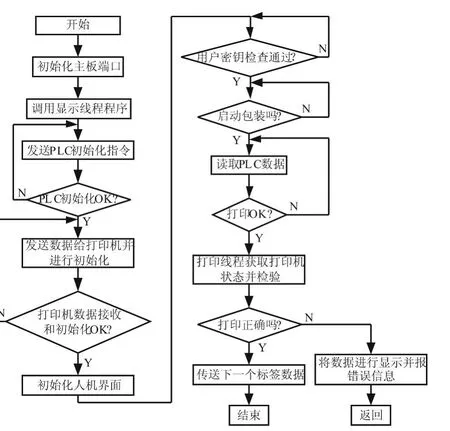
图2 IPC主程序流程
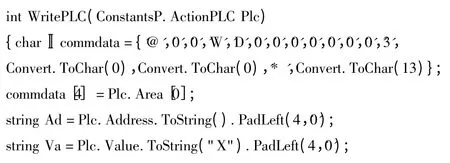
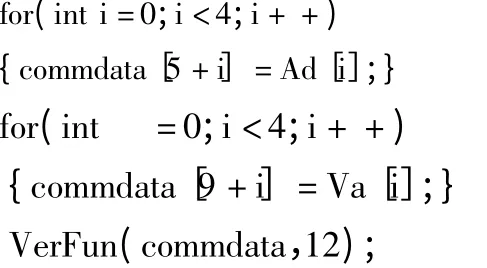
3.3 IPC通信程序设计
CP1E PLC的CPU在与上位机等其他设备进行通信时,可实现可编程终端无程序通信,即将CPU单元的串行通信模式设定为“Host Link”(上位链接),在需要进行数据交换时,PLC用户程序只要将数据存入已定义的数据存储区,或从定义好的数据存储区取出数据即可[5],上位机IPC可对 PLC的 CPU数据存储区直接进行读写操作,上位机IPC写数据通信程序设计如下:
4 下位机PLC程序设计
下位机PLC是纸币塑封包装机塑封包装动作功能的控制核心,所有执行器件、检测元件的驱动和检测均由PLC进行控制,在进行其程序设计时,为确保其的可读性,需首先对各个端口地址、定时器、计数器进行符号注释。
4.1 PLC主程序流程
下位机PLC程序由一个主程序和16个子程序组成,其主程序流程如图3所示。
4.2 PLC 程序设计
目前,欧姆龙 PLC开发平台为 CX -Programmer9.0,在建立一个新的工程时首先要进行CPU的设定[6],如图 4 所示。
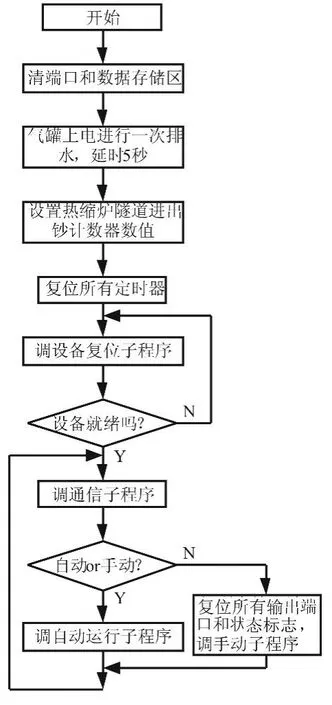
图3 PLC主程序流程

图4 CPU设定界面
CPU选定后,在编程界面点击“设置”图标,可对CPU的一些参数进行设置,如图5所示。
在完成CPU设置后,即可开始产品控制程序的设计工作,可选择梯形图或指令表(助记符)语言进行编程。梯形图语言源自继电器原理图,是一种基于梯级的图形符号布尔语言,它通过连线,把PLC指令的梯形图符号连接在一起,以表达所调用的PLC指令及其前后顺序关系,界面简洁直观,简单易学,适合大多初学者使用。指令表是基于语言符号的一种语言,适合有一定语言编程基础的人员使用。

图5 CPU参数设置
5 结束语
纸币塑封包装机的发明,彻底解决了现行人民币纸币打捆包装方式存在的各种问题,实现了人民银行和商业银行加强现金管理工作的“爱护人民币,提高人民币整洁度”的重要目标,并且也符合人民银行总行提出的“引入条码管理,推行整袋(整捆)入库,建设人民币物流现代信息管理系统,全面提升人民币流通管理水平”的“十二五”工作重点。包装效果达到并优于引进的国外大型同类设备的包装效果,值得在所有国有银行和商业银行网点的推广应用。
[1]孙景涛.捆钞机三道捆扎带同步压、融、切装置:中国,200520023315[P].2006-05-10.
[2]李军,李莹.提高人民币整洁度的思考[J].吉林金融研究,2012,33(11):42-45.
[3]刘玉利,张明,郭峰.Java的多线程及安全性[J].电脑知识与技术,2007,14(10):157 -161.
[4]潘少红.WinCE多线程事半功倍 但须避免资源争夺[J].IT168,2009,(8):134 -136.
[5]OMRON.SYSMAC CP系列编程手册[K].上海:欧姆龙自动化(中国)有限公司,2007.
[6]OMRON.SYSMAC CP系列操作手册[K].上海:欧姆龙自动化(中国)有限公司,2010.
猜你喜欢
冶金设备(2021年2期)2021-07-21 08:44:20
现代畜牧科技(2021年4期)2021-07-21 06:13:10
装备制造技术(2021年1期)2021-05-21 07:54:50
装备制造技术(2018年5期)2018-07-11 03:04:16
小学生必读(低年级版)(2018年11期)2018-03-13 00:54:28
电子制作(2016年23期)2016-05-17 03:53:44
读写算·小学低年级(2016年9期)2016-05-14 02:29:16
读写算(上)(2016年9期)2016-02-27 08:45:01
营销界(2015年23期)2015-02-28 22:06:26
机电信息(2014年23期)2014-02-27 15:53:31