丙烯腈装置吸收塔尾气催化氧化处理的工业化应用
2014-12-12 02:38:44毛德君大庆石化公司生产运行处黑龙江大庆163714
化工管理 2014年30期
毛德君(大庆石化公司生产运行处 黑龙江大庆 163714)
前言
石油化工企业丙烯腈装置采用丙烯、氨氧化法生产丙烯腈,原料丙烯、氨、空气在催化剂的作用下发生反应,反应气体经冷却进入急冷塔除去未反应的氨和杂质后进入吸收塔,未被吸收的气体经吸收塔顶高空排放,排放气体中非甲烷总烃和丙烯腈含量超标。2012年新建一套采用上海东化环境有限公司的催化氧化法处理吸收塔放空尾气装置,装置开车后系统运行稳定,同时实现了达标排放。
一、催化氧化反应机理
丙烯腈装置正常生产时需在吸收塔顶排放一股气体,称为吸收塔尾气(A OG),该尾气中主要成分为氮气、水蒸气、二氧化碳,同时含有一定量的一氧化碳、氮氧化物、丙烯腈、氢氰酸、丙烯及丙烷等有害物质,直接排人大气将对环境造成污染。利用催化氧化法在Süd-C h e mi eI n c贵金属铂、钯金属蜂窝催化剂的作用下,在200~600℃的条件下催化氧化丙烯腈尾气中的挥发性有机物,形成对环境无害的二氧化碳和水,催化氧化反应如下:
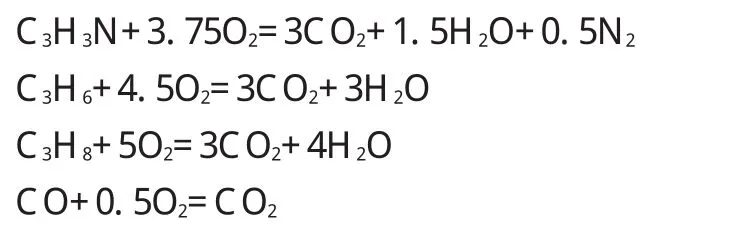
丙烯腈尾气中氮氧化物的处理采用Süd-C h e mi eI n c的V/T i陶瓷蜂窝催化剂在310~400℃的条件下,利用补加氨将丙烯腈尾气中的氮氧化物还原成为对环境无害的氮气和水,催化还原反应如下:
(2 x+4)/3 NH3+NOx+O2=[(x+2)/3+1/2]N2+(x+2)H2O
二、催化氧化工艺流程
本系统采用催化氧化技术(C O)和选择性催化还原技术(SC R)处理丙烯腈装置吸收塔塔顶排出的丙烯腈尾气。吸收塔顶部排出的丙烯腈尾气首先经分离罐分离游离水,游离水经废水泵P2102送至P110 A泵入口,尾气通过增压风机C-2101增压后进入本系统,然后与空气鼓风机C-2102补充燃烧所需的空气以及循环风机C-2103循环回来的高温循环气体混合,经尾气换热器E-2101加热后混合,经电加热器E-2102进一步混合后进入C O反应器R-2101,在C O反应器R-2101中进行催化氧化反应,将有害的挥发性有机物转化为二氧化碳和水。从C O反应器R-2101出来的净化气体进入蒸汽过热器E-2103、余热锅炉B-2101回收部分热量后进入SC R反应器R-2102,尾气中的NOx在SC R催化剂作用下与补加的氨进行选择性催化还原反应,将尾气中的NOx还原成N2和水,然后净化尾气经尾气换热器E-2101回收热量后排入烟囱。在整个反应过程中产生4~10吨/小时,4.2 M Pa(G)、430℃的过热蒸汽。
三、装置运行情况及问题处理措施
2 012年10月A OG C装置开工,主要有以下问题:(1)增压风机震动超标,处理措施:对风机入口管线进行固定;(2)系统用风量有时低于循环风机的最小流量,造成风机喘振,处理措施:在循环风机出入口之间增加一条跨线,保证风量在风机的最小流量之上。经过改造后,系统运行稳定,产生的4.0兆帕蒸汽并入大庆石化公司4.0兆帕蒸汽管网,降低了装置能耗。一段时间后,对处理后的排放尾气进行分析数据如下:
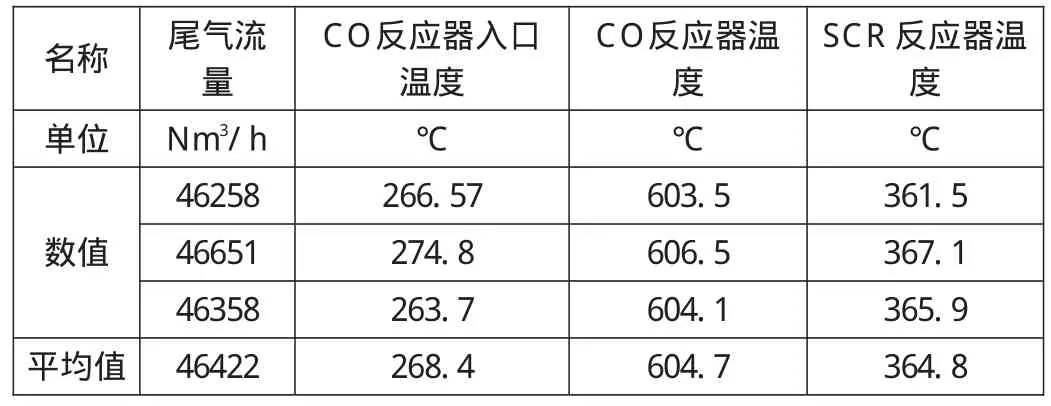
表1 AOGC系统运行主要参数

表2 AOGC系统排放检测数据
从上表可以看出吸收塔放空尾气经过A OG C系统处理后,完全达到了国家排放标准。
结论
1.丙烯腈尾气处理系统(A OG C)运行正常,实现了连续稳定运行。催化氧化反应器和催化还原反应器运行稳定,贵金属催化剂和陶瓷蜂窝催化剂催化性能良好,催化反应迅速。
2.系统运行过程中对丙烯腈尾气处理系统(A OG C)装置净化尾气中污染物指标进行测定,经吸收塔尾气处理系统(A OG C)处理后的丙烯腈尾气中非甲烷总烃、丙烯腈、氮氧化物、氰化氢、均能达到国家规定环保排放标准,A OG C系统排放烟囱不冒黄烟。
[1]丙烯腈装置吸收塔尾气催化氧化处理系统操作规程.
猜你喜欢
甘肃科技(2020年20期)2020-04-13 00:30:30
山东化工(2019年8期)2019-05-13 09:44:20
电子测试(2018年9期)2018-06-26 06:46:20
山东化工(2018年7期)2018-04-25 03:07:27
石油化工建设(2017年4期)2017-12-23 06:35:13
石油化工技术与经济(2017年2期)2017-04-06 01:59:15
石油化工技术与经济(2013年2期)2013-04-08 07:07:08
汽车与新动力(2012年4期)2012-03-25 10:09:38
汽车与新动力(2012年2期)2012-03-25 10:09:31
城市建设理论研究(2011年23期)2011-12-20 03:49:24