
安塞油田同步回转油气混输装置应用效果评价
2014-12-12 08:04郭郡范景武雷建军长庆油田庆港公司716000
化工管理 2014年32期
郭郡 范景武 雷建军长庆油田庆港公司 716000
一、同步回转工艺技术原理及特点
1.工艺原理
装置的核心设备为同步回转油气混输泵,转子与转缸偏心安装,转子绕自身圆心旋转,并通过滑板带动转缸做“同步回转”运动,滑板将气缸分割成周期性变化的“月牙形”吸入腔和压缩腔,实现吸气及压缩的不断循环过程,其中油起到润滑、冷却、密封的作用。
2.技术特点
由于结构因素,在直径和体积近似的条件下,同步回转油气混输泵的吸入容积远大于螺杆泵,因此,可用于大气量伴生气的油气混输。
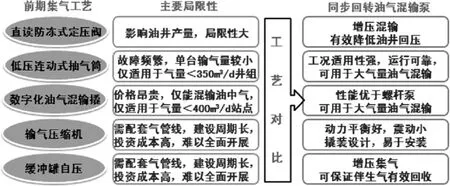
同步混输装置与前期集气工艺对比图
二、同步回转油气混输技术应用
1.配套及安装思路
(1)依托轻烃厂、混烃站外围已建集气管网,对于具有一定气量井组集中安装同步回转装置,完善站点输气压缩机配套,通过井组伴生气进一步回收最大限度发挥轻烃生产效益最大化。
(2)根据区块实际布站方式,部分井组油气越站混输,部分依托站点已建集气管线实现油气分输,采用不同的伴生气回收处理工艺,满足现场生产需求。
2.现场应用情况

2013年,安塞油田对侯南、吴堡两个富气区块井站伴生气进行回收利用,共计安装同步混输装置48台、输气压缩机4套,消灭火炬57个,新增伴生气回收量32000m3/d。
(1)侯南区块
前期已形成了以“高一联轻烃厂、侯七输燃气发电站”为回收终端的伴生气利用单元。其中高一联轻烃厂主要通过三条集气主线收集气量26000m3/d,侯七输发电站利用5200m3/d,未回收气量达到13430m3/d,井站伴生气回收率为69.2%。
通过对侯南区块7座站点所辖25个井组安装同步混输装置27台(王五倒未使用),2座站点实现越站混输,停用集气管线3.8km,利用区域已建集气管线18km,回收井站伴生气10000m3/d,消灭火炬26个,伴生气回收率达到91.6%。
(2)吴堡区块
前期已形成了以“吴堡轻烃厂、山九增上游混烃站”为回收终端的伴生气利用单元。全区共有伴生气资源8.2×104m3/d,其中吴堡联合站利用3.0×104m3/d,混烃站利用1.2×104m3/d,剩余4.0×104m3/d。井站伴生气回收率仅为50.6%。
吴堡区块通过井组安装同步混输装置23台,站点配套压缩机4套,停用集气管线1.9km,利用区域已建集气管线15.1km,回收井站伴生气22000m3/d,消灭火炬31个,伴生气回收率达到78%。
三、应用效果评价
1.回收气量稳步提升
侯南装置安装投运阶段:2013年6月24日—8月26日。高一联轻烃厂9月日均回收伴生气量33745m3/d、10月32512m3/d(回收气量保持在30000m3/d以上),较设备安装前增加伴生气回收量达到8000-10000m3/d。
2.有效降低油井回压
侯南、吴堡共计投运同步混输装置37台,覆盖井组39座,油井291口,安装前平均回压0.95MPa,安装后平均回压0.45MPa,平均外输压力1.12MPa,井组回压有效降低,确保了油井冬季正常生产运行,降低了抽油机功耗,有利于原油产量的增加。
3.减少布站层级
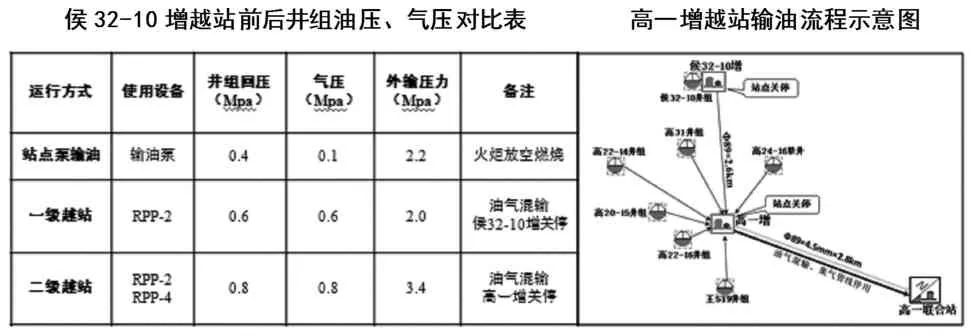
侯南高一增所辖井组越站油气混输。其中侯32-10井组7月中旬投运RPP-2型同步回混输装置1台,8月26日新增RPP-4型装置1台(串联安装),实现了“二级越站”,目前井组运行情况良好。
?
四、主要认识
1.同步回转油气混输装置可实现井组伴生气的全回收、零排放。装置运行过程中对气体压缩产生热量,同时由于气相混入外输管线,有效降低井组回压,为提高单井产量提供有利条件。
2.同步油气混输技术的应用为安塞油田伴生气回收开辟了新的途径,该装置的适应性与可靠性还需在实践中进一步改进、完善。
3.伴生气回收利用应根据区块的油气资源、站场布局因地制宜的采用经济实用的工艺技术,降低项目投资。
五、下步改进建议
1.鉴于与安塞油田数字化建设相结合,建议对同步混输装置进行数字化设计,设备配套数字化仪表及远传系统、实现远程监控。
2.该装置仍以工频模式运行,不能根据井口套管压力及井组液量的变化自动调节运行参数,存在能耗浪费的现象。建议对其配套变频器,实现频率智能调节,达到节约用电目的。
3.装置出口安装气体流量计,便于气量监控及下步集气工作开展。
猜你喜欢
东北大学学报(自然科学版)(2022年7期)2022-08-09
橡塑技术与装备(2022年6期)2022-06-02
煤气与热力(2022年2期)2022-03-09
石油工业技术监督(2021年7期)2021-07-21
安全、健康和环境(2020年7期)2020-08-17
石油化工建设(2019年4期)2019-10-10
科学与财富(2019年5期)2019-04-04
石油工程建设(2018年5期)2018-11-08
中国有色冶金(2018年1期)2018-02-01
中国设备工程(2017年11期)2017-06-29
