采用主轴定向加工放射状刻度线
2014-12-02 01:33:06中光学集团精机公司河南南阳473006尚振朋潘玉莲
金属加工(冷加工) 2014年5期
中光学集团精机公司 (河南南阳 473006)张 宁 尚振朋 潘玉莲
我们单位近期承接了一种刻度盘的加工任务(见图1)。要在8mm 厚的铝板上铣出图1 所示的形状,该工件外形、孔、槽都不难加工,关键是那些放射状的刻度线需要考虑好加工方法。这些刻度线要求是深0.3mm、截面呈60°的尖底小槽。如果采用60°刻字刀或中心钻改磨尖底铣刀来铣削,则刀具很容易折断。考虑到目前数控加工中心都带有主轴定向功能,我们决定采用主轴定向的方法来刨削出这些小槽。
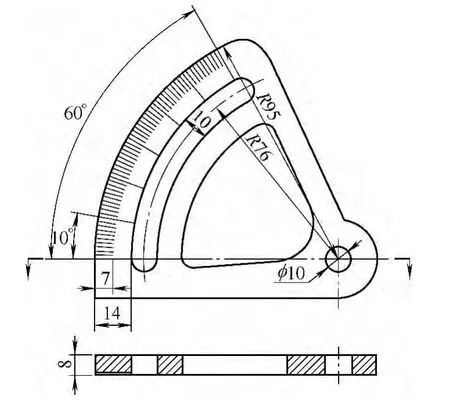
图1
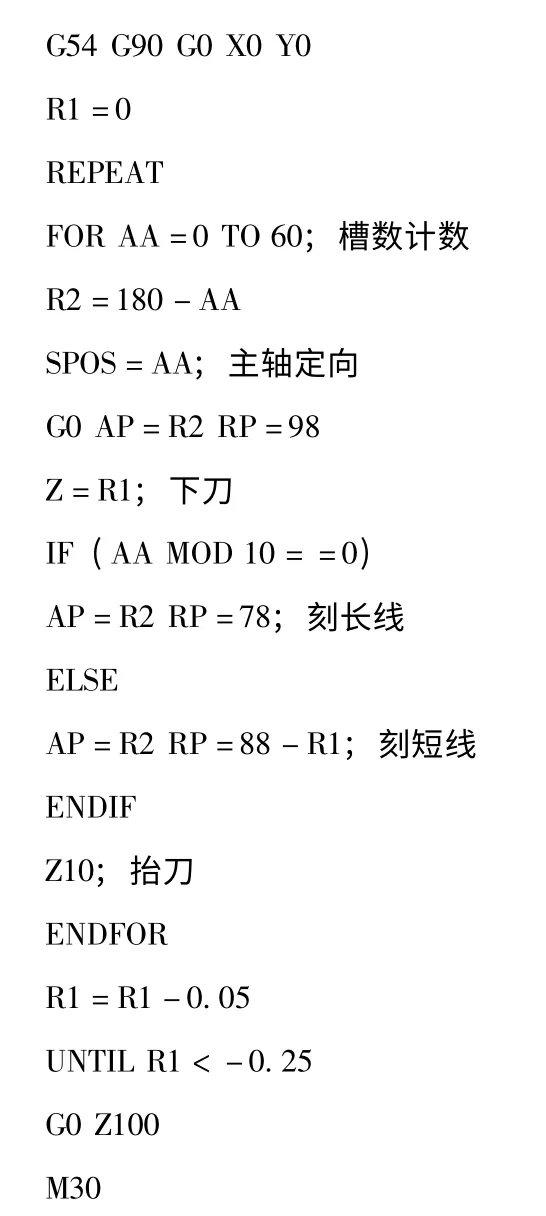
这一方法所需的刀具是一把60°的圆杆尖刨刀,可用φ6mm 或φ8mm 铣刀柄改磨。把刀具安装到主轴上,使其在主轴定向至0°的时候前刀面恰好朝右(目测即可,要求不太严格),刻线时主轴不转。我们所用的机床是西门子840D 系统加工中心,西门子系统的主轴定向指令是SPOS=定向角度。深度方向每层下0.05mm,工件坐标系原点设在上表面的φ10mm 圆心处。程序如下:
加工出的零件如图2 所示。加工一件耗时大约4min (仅刻线部分),刻线清晰,表面粗糙度值小。实践证明采用主轴定向的方法加工放射状刻度线比用刻字刀或尖底铣刀铣削的效果要好。

图2
猜你喜欢
红蜻蜓·低年级(2024年3期)2024-05-14 09:17:33
新技术新工艺(2022年10期)2022-11-21 02:30:14
小猕猴智力画刊(2021年8期)2021-08-27 23:07:50
少儿美术(2020年1期)2020-12-06 06:56:22
都市(2020年8期)2020-09-06 13:24:35
家教世界·创新阅读(2020年6期)2020-07-09 03:14:57
小资CHIC!ELEGANCE(2018年1期)2018-02-02 21:36:28
作文通讯·高中版(2017年11期)2017-12-20 08:09:41
中国CT和MRI杂志(2017年1期)2017-01-11 22:51:49
职教通讯(2013年27期)2013-11-12 07:16:12