
FANUC 0i—TB 系统数控车床增加电子手轮设计
2014-12-02 01:34贵州航天天马机电科技有限公司遵义563003周华斌
金属加工(冷加工) 2014年6期
贵州航天天马机电科技有限公司 (遵义 563003)王 丽 周华斌
我公司使用的某机床厂生产的HM—077 数控车床,数控系统为FANUC 0i—TB,由于当时采购选配时,没有选用电子手轮,对刀时,用面板上的轴进给键(+X、-X、+Z、-Z)和倍率选择键(×1、×10、×100)配合使用,操作工操作时不是很方便,为了便于操作,特提出增加电子手轮。
1.原PMC 程序导出
增加电子手轮,涉及到软、硬件的更改。为了保证机床原有功能不减少,只是增加电子手轮功能,必须先将原PMC 程序导出,在其基础上增加功能。
PMC 程序导出有两种方法:①在CNC 的主板上使用存储卡方式进行。②在PC 机上通过RS232 接口使用FANUC LADDER Ⅲ软件执行。
2.硬件连接
我们选用的电子手轮是日本东测公司生产的HC115 型二轴手轮,该型号手轮接线包括:编码器线、指示灯线、轴选线、倍率选择线。编码器线直接接入CNC 主板上的JA3 接口,接线图如表1 所示。其他的接线接入输入输出接口,根据电气说明书,选择机床没有采用的空输入输出点,表2 为程序会用到的信号,用一根电缆将编码器与JA3 接口连接,再用一根电缆将其他信号接到I/O 板。表1 为电子手轮编码器与CNC 侧JA3 插头的详细接线表。
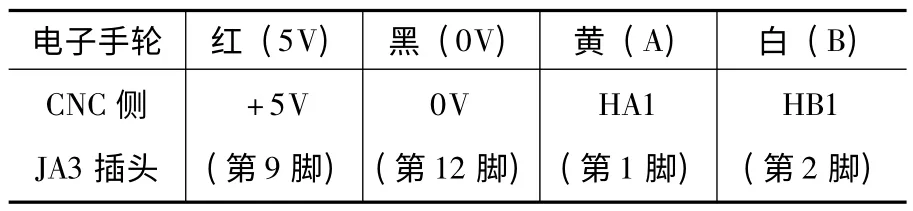
表1 电子手轮编码器信号线接线表

表2 PMC 信号表
3.程序设计
为了使电子手轮起作用,必须将轴选择信号、倍率选择信号送到CNC 内。
在附图中,R0610.0 为机床准备就绪信号,当X1002.1=0,X1002.2=1,X1002.3=1 时,R0629.7=1,即机床模式选择在手轮模式,如果不按+X、-X、+Z、-Z (进给键)中任意一个按键,也就是说不操作面板时,R0630.4=0,X1009.5或X1009.6 起作用时,就会触发相应的手轮轴选信号G18.0、G18.1,Y1003.4 输出为“1”,手轮指示灯亮(见表3)。此时,倍率开关是多少,就会有相应的G19.4、G19.5 信号编码后送到CNC 内部,摇动手脉,机床开始运动。
在手轮模式时,如果按面板进给键中任意一个,R630.4=1,G18.0、G18.1 为“0”,手轮轴选信号就没有,手轮指示灯不亮,即使手轮轴选是在X 或Z轴上也不会亮,由于R630.4=1,此时倍率选择开关由面板上的拨码开关起作用,也就是X1003.6、X1003.7 决定G19.4、G19.5 信号。每按一次进给键,就按相应的倍率走。

表3 CNC 信号表
4.参数设置

信号图
设置参数7110=1,手轮数量为1 个;8131#0=1,使用手轮;7102#0=0,手轮方向与机床移动方向一致;7113=100,即m=100,7114=1 000,即n=1 000。
5.程序导入
完成以上工作后,利用FANCU LADDER Ⅲ软件将可编辑的PMC-RA.LAD 程序导出为存储卡格式的PMC 程序PMC-RA.000,再利用存储卡将程序导入到CNC 中。
6.调试
选择在手轮模式,按进给键,每按一次,相应的轴就按面板上的进给倍率进给,选择手轮上的轴选开关,手轮灯亮,摇动手脉,相应的轴按手轮上的倍率开关进给。在其他模式,摇动手脉,机床不运动,证明功能实现,设计成功。
猜你喜欢
设备管理与维修(2021年1期)2021-03-05
安徽电子信息职业技术学院学报(2019年2期)2019-04-26
摄影之友(影像视觉)(2017年8期)2017-11-27
制造业自动化(2017年2期)2017-03-20
摄影世界(2016年9期)2016-11-03
新乡学院学报(2016年3期)2016-09-20
摄影之友(影像视觉)(2016年5期)2016-09-13
影像视觉(2016年5期)2016-06-23
设备管理与维修(2016年7期)2016-04-23
东北电力大学学报(2015年4期)2015-11-13
