大型传动箱主轴孔专用镗杆设计
2014-12-02 01:35:36德州联合石油机械有限公司山东253034王宗雷骆亚敏庞文焕
金属加工(冷加工) 2014年19期
德州联合石油机械有限公司(山东 253034)王宗雷 骆亚敏 庞文焕
近年来,随着机械自动化技术的日新月异,装备类产品朝着多样化、多功能化方向发展,与之匹配的零部件制造精度越来越高。现有一种大型的传动箱体(见图1),内部结构较为复杂,主要由各种用途的同轴孔系组成。支撑传动轴的7处内孔(1#、2#、4#、6#和7#孔均为;3#和5#孔为;7孔的同轴度要求≤φ0.05 mm)是加工的难点,相互之间的同轴度要求极为严格,必须控制在很小的公差范围内。加工质量直接影响到最终的装配精度,在普通的卧式镗床上采用调头加工的方法很难达到技术要求,所以我们改进思路,想方设法确保内孔形位公差的准确性及严谨性。

图1 传动箱主轴孔加工尺寸图
1.传统加工工艺
工艺人员在公司现有加工设备(TPX611B/2)卧式镗床的基础上,根据机床参数和箱体长度,设计了一种加长镗杆(见图2),一端安装在镗床主轴上提供动力,一端安装在尾座套筒中起支撑作用,镗杆按设计要求预留多个方孔用于安装浮动镗刀,粗镗时采用单刀进给,工作台载动工件位移,快速去除大部分加工余量;精镗时采用工序集中的方法,调整好镗刀径向尺寸后,一次装夹完成1#~6#内孔的精加工。
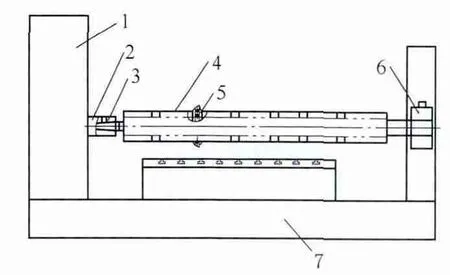
图2
由于箱体两端内孔的最长跨距已超过机床行程,尾座一端的7#内孔需要调头加工,要求操作者具有较高的技术素质和操作本领,在整个安装和找正过程中,既要保证加工精度,又要保证内孔的形位公差。可以说传统的加工工艺是可行的,但整机组装时经常出现传动轴与箱体内孔同轴度超差的问题,钳工师傅需要对配合部位进行适当的刮研和修磨,才能够装配到位,在一定程度上影响整机精度和生产效率。
2.传统工艺存在问题及原因分析
随着三坐标测量仪的普及应用,客户对装备类产品的空间几何精度提出了更高的要求,执行传统工艺加工的箱体内孔,同轴度检测数据明显达不到设计要求。分析原因,主要是工艺系统刚性不足,镗杆重约200 kg,以镗床主轴和尾座套筒为基准形成两点支撑,悬空跨度超过3 m,从理论上讲,精镗内孔时,只要保证刀杆、主轴和尾座套筒处于同一轴线,就可以保证箱体内孔之间的同轴度要求。问题恰恰出在这一步,刀杆在自身重力影响下,中间部位弯曲变形,旋转切削时直接影响孔径尺寸。镗床主轴也因为刀杆重量产生位置下移,这些外在因素叠加在一起,必然会造成较大的加工误差。
调头加工末端内孔时,由于撤掉了加长镗杆,改用较短的内孔镗刀,主轴位置势必会产生回弹,镗出的内孔和其他内孔之间产生明显的同轴度偏差,初步检测偏差值在0.2~0.4 mm左右,这就对整机装配造成很大影响(当然也存在个别现象,整个装配累计误差偶尔会抵消这部分误差)。如果采用这种加工方法,内孔同轴度很难达到图样要求,即使操作者凭经验值,修正内孔误差,返工的几率也会很大。对于这种大型箱体类工件,二次装夹与找正都非常困难,返工不仅浪费了设备资源,也不利于整个装配效率的提升。
现在同行业之间的竞争越来越激烈,必须在产品质量上提高档次,才能在市场上立于不败之地。这就需要我们不断的摸索与创新,采用更为合理的加工方法,确保主轴孔的加工精度。
3.改进工艺
通过以下三种方法改进工艺的合理性:
(1)通过调整设备修正误差。加工箱体内孔时,还是采用加长镗杆,由镗床主轴提供动力,以尾座套筒形成架位支撑,试镗一刀(各孔均留余量0.5 m m),测量几处内孔的实际尺寸,修正误差值后,精镗至成品尺寸,即可保证内孔的同轴度和尺寸要求。调头加工末端内孔时,也要试镗一刀,以加工完的6个内孔为基准,测量同轴度误差,根据检测数据,调整镗床主轴的正确位置,消除误差后精镗内孔至成品要求。但此方法只能用于试制加工,批量加工时效率较低,在市场竞争激烈化的今天,劣势非常明显。
(2)改进镗杆来实现工艺的合理性。总结以上加工经验和实际困难,工艺人员得出新的设想,镗杆支撑点跨度太大,很容易弯曲变形,镗杆重量集中在主轴上,也容易产生位置偏移。假如以两处加工好的内孔为基准(即支撑架位)来支撑镗杆(将镗杆支撑跨距缩短为1.8 m),镗床主轴主要提供旋转动力,不再承受刀杆重量,通过浮动镗刀粗精加工其余各孔,这样既能保证传统工艺的执行,又能符合图样的各项技术要求。设计时,为了能消除镗床主轴在轴向的限制,抵消两者之间的同轴度误差,我们选用简单的万向节结构(见图3)来实现各个方向的微调。
在镗杆支撑架位的设置中,如果不能保证基准孔位置的正确性,1#~7#内孔很容易出现形位公差超差的情况。因此为了保证镗杆与基准孔中心的准确性及配合的稳定性,采用标准胀套加双金属滑套(见图4)的形式,用来保证架子位的中心位置始终不动(见图5)。
图4中双金属套由外套和内套组成,整体热装后过盈配合0.02~0.04 mm,为避免划伤镗杆外圆,内套使用锡青铜材料,为严格保证外圆与内孔的同轴度要求,镶装前,外套与内套均加长20 mm。镶装后,夹持20 mm长外圆找正,精车外圆和内孔至成品尺寸,切断后去平端面,即可满足使用要求。
图5中采用胀紧联结套(标准件)将双金属套固定在箱体的基准孔位置上,金属套相对于工件内孔的位置不动,旋转时保证镗杆的稳定性,起到辅助支撑作用,可有效防止镗杆的弯曲和下垂,提高工艺刚性。但这种方法也存在一种弊端,就是在粗精车各孔时,都是通过人为地调整浮动镗刀来保证内孔尺寸要求,由于镗杆没有可调装置,操作者只能利用敲打刀头的方法来控制内孔尺寸。这样的原始加工方法对于粗加工尚且可以,精镗内孔则比较困难。需要对内孔进行反复的测量和校正,即使是有经验的老师傅也要小心谨慎,很难保证内孔尺寸的一致性。
(3)在第二种方法的基础上实现精镗微调功能。可调镗刀一般由专业厂家生产,种类和规格很多,并且已形成标准件生产和模块化组合。为了减少操作者的劳动强度,提高加工精度,我们在现有镗杆的基础上,选用合适的成形刀具和标准件,自己动手改进镗杆的夹持结构,实现镗刀的可调功能,取得了很好的使用效果。
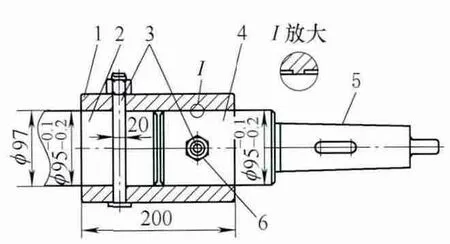
图 3
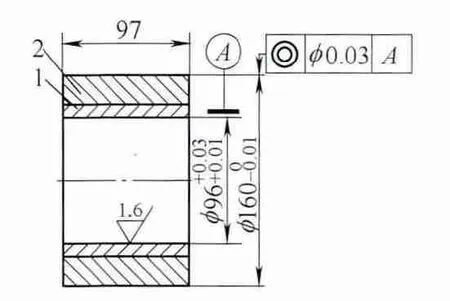
图4 双金属套

图5 装配示意图
如图6所示,可调镗刀由镗杆(见图7)、镗刀(见图8)、进刀刻度螺钉(见图9)、压紧螺钉、强力拉簧和拉簧销6部分组成。操作过程为:松动夹紧螺栓,将刀体装入镗杆方孔,联接拉簧,安装销体固定拉簧,然后正方向转动进刀刻度螺钉,使其头部的锥圆与刀体锥孔配合,推动刀体向前移动,反方向转动螺钉,刀体在拉簧作用下向后移动,从而达到调整刀尖横向位置,控制内孔尺寸的目的。螺钉旋转一周上升或下降一个螺距(1.5 m m),螺钉与刀杆锥面配合的夹角为36°52′,按照三角函数计算(1.5 mm×tan36°52′=1 mm),如果进刀螺钉刻度盘沿圆周等分为100格,则每转过一格则刀尖可移动0.01 mm,,基本上可以达到精镗内孔时的进刀要求。

图6 可调镗刀结构

图7 镗杆截面图

图8 镗刀

图9 进刀刻度螺钉
为简化制作流程,镗刀采用山特维克可乐满刀杆改制而成(加工锥孔并焊接拉环),修磨刀杆四面和镗杆方孔,控制两者的配合间隙在0.03 mm左右,做到定位准确,移动灵活。进刀刻度螺钉是可调镗刀的关键部件,可采购相近尺寸的刀具标准件。
改进后的镗杆可以用对刀仪预调,预调后的刀具尺寸必须控制在内孔尺寸公差的中下限,并考虑因温度和变形等因素,进行适当的修正和补偿。必须注意的是,刀尖的中心高度必须与镗杆轴线平齐,为了确保刀尖移动后的位置固定不动,采用2个M16压紧螺栓来固定刀头相对位置。对刀前应将压紧螺钉轻轻松开,轻轻旋转进刀刻度螺钉,准确无误后再轮流锁紧。改进后的可调镗杆完全可以满足加工精度要求,另外,此镗杆的成形刀头还可以更换成滚压刀,精镗后对内孔进行滚压光整加工,降低表面粗糙度质量值和提高表面硬度,扩展镗杆的使用功能。
4.结语
通过批量加工及成品检验,改进后的加长镗杆取得了预期的效果。经检测,传动箱主轴孔精度真正达到设计要求,对以后因设备局限无法正常加工的多孔类箱体零件起到了很好的借鉴作用,为提高装备类产品的整体质量走出了一条新路。
[1]闻邦椿.机械设计手册[M].北京:机械工业出版社,2010.
[2]王先逵.机械加工工艺手册[M].北京:机械工业出版社,2011.
[3]刘胜新.五金大手册[M].北京:机械工业出版社,2012.
猜你喜欢
装备制造技术(2021年2期)2021-07-21 05:38:32
制造技术与机床(2019年12期)2020-01-06 03:18:20
制造技术与机床(2018年10期)2018-10-13 06:36:56
制造技术与机床(2018年10期)2018-10-13 06:36:42
制造技术与机床(2018年8期)2018-10-09 08:28:02
制造技术与机床(2018年9期)2018-09-19 06:48:34
制造技术与机床(2018年9期)2018-09-19 06:47:56
精密制造与自动化(2018年1期)2018-04-12 07:42:47
制造技术与机床(2017年6期)2018-01-19 02:41:14
中国市场(2016年45期)2016-05-17 05:15:26