
在普通车床上加工球形零件的方法
2014-11-28 08:17徐兴文
机械工程师 2014年6期
徐兴文
(山东省菏泽生建机械有限责任公司,山东菏泽 274030)
0 引言
在机械产品中,球形零件应用较多。对于尺寸和精度要求不高的球形零件,一般是在普通车床上手摇工作台进行加工,该加工方法比较费时,表面粗糙度及圆度也难以保证。通过实践,结合本公司产品的实际生产情况,制作了铰链式圆球车刀,较好地解决了这些方面的问题,车削一个球形零件的加工时间只需要1~2 min。
1 铰链式圆球车刀
如图1 所示。该铰链式圆球车刀刀头采用双铰链与刀体连接,能自动调整圆球车刀刀口与工件中心的位置,避免了装刀高低对所加工球的圆度的影响。刀头采用圆柱套式,能消除切削过程中的振动,圆球的任一截面都是圆,所以一个一定尺寸的圆球车刀,可以车削一定尺寸范围内的球,其尺寸精度可以用进刀控制。该组合刀具结构简单,操作与刃磨方便,加工效率高,车削一个整体式带柄的球形零件,只需1~2 min。
使用时,先用车刀按球直径粗车好外圆,并留余量1.5~2 mm,然后车成球的大致形状后,留余量1 mm,将该组合刀具安装在刀架上,即可用圆球车刀对球坯进行车削,直至达到符合图纸要求的尺寸和精度。
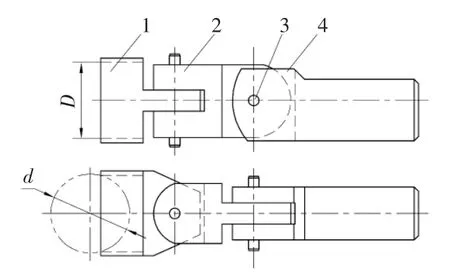
图1
刀头孔直径D 的选用,一般比所加工的球直径d 小0.5~1 mm,也可按下式计算:

其中d1为柄部直径,具体计算如图2。
2 加工具体球形零件
此组合刀具刀头材料为高速钢,在切削过程中,工作前角为负前角,切削速度应按所加工的工件材料来选择,主要用来加工脆性材料,如铸铁、铸铜、胶木、尼龙以及其它工程塑料等。若该组合刀具用来车削钢球,应尽量减少工件加工余量,采用低速精车,其切削速度可选择ve=5m/min 左右,并且采用润滑性能比较好的切削液。
如果加工带柄的球形零件,可先加工好柄部,然后再加工圆球。如果需要加工带螺纹孔的球形零件,可在加工成带柄的球形零件后,掉头安装,切断柄部,然后进行钻孔、攻丝即可。如果需要加工整球,可先加工成带柄的球形零件,切断后掉头安装,接刀车好柄部球面即可。
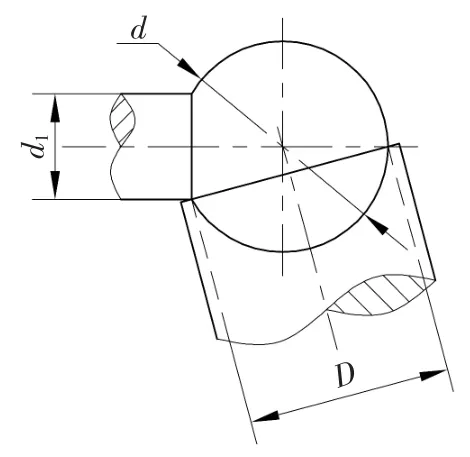
图2
猜你喜欢
小火炬·智漫悦读(2022年2期)2022-03-01
设备管理与维修(2021年13期)2021-09-05
医学理论与实践(2020年7期)2020-04-13
赢未来(2018年9期)2018-09-25
下一代英才(酷炫少年)(2017年3期)2017-06-15
山东工业技术(2016年15期)2016-12-01
现代工业经济和信息化(2016年1期)2016-05-17
人间(2015年23期)2016-01-04
人生十六七(2015年13期)2015-11-16
小雪花·成长指南(2015年4期)2015-05-19
