
用于轴类锻件的组合式摔圆模具的设计
2014-11-26 03:12:14赵国栋
机械制造 2014年2期
□ 赵国栋
太原重工股份有限公司 技术中心 太原 030024
1 锻造用摔圆工艺
在锻造工艺中,对于轴类锻件一般利用整形模具(摔圆模具)进行摔圆的精整作业。所谓摔圆,就是在锻造轴类锻件的时候,在锻造压机上对其进行初步的整形加工。加工时,将锻件放置在上下两个模(上、下摔圆模)之间,下模(下摔圆模)固定不动,用以支承锻件,上模(上摔圆模)在锻造压机的作用下,对锻件作循环冲击,在冲击力作用下,轴类锻件贴合上下模具(上、下摔圆模)整形部分的圆弧形状,锻造时轴类锻件旋转或以固定角度旋转,以实现轴类锻件圆形截面的整形[1-2]。摔圆锻造工艺相应使用的模具称为摔圆模具。
2 传统摔圆模具的缺点
摔圆用的整形模具一般由上模具和下模具两部分组成[3],如图1所示。在进行摔圆锻造时,下模具固定不动,由上模具在垂直方向往复运动,对轴类锻件施加循环冲击力。可以看到,上、下模具的圆弧形整形部分为主要受力部分,也是和锻件接触最多的部分,因此该部分最容易受到损伤,如果采用较为昂贵的硬质合金制造,可以改善损伤,但是其它不受力的部分采用同种合金制造显然造成了浪费,一旦圆弧整形部分受损,必须将模具整体拆下,更换新的模具,费时费工[4]。
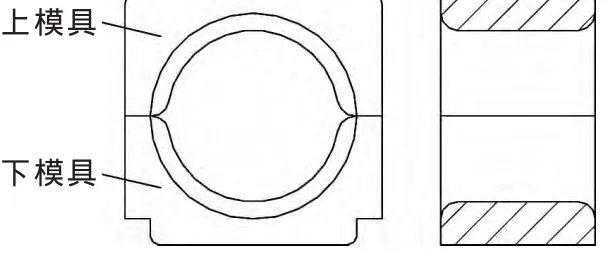
▲图1 现有技术摔圆模
3 用于轴类锻件的组合式摔圆模具的结构
φ800 mm摔圆模具配备于125MN锻造液压机上,可实现最大直径800 mm轴类锻件的摔圆锻造工艺,该套摔圆模具结构如图2所示。
下砧座用压块和T形头螺栓固定在移动工作台上,下砧座零件两侧设计上钩和下钩,用于和其它锻造工具(例如平砧)相连接。下砧座上部和下固定座相连接,之间通过楔键固定。下固定座内部安装下摔圆模,上固定座内部安装上摔圆模,上、下固定座内和上、下摔圆模之间通过四对斜键固定,并由键精确定位。上固定座和下固定座之间装有两组弹簧,弹簧共6个,3个一组,导杆起到让弹簧竖直方向定位的作用,导杆通过螺钉固定在上固定座上。弹簧使上固定座和上摔圆模浮动于下固定座和下摔圆模之上,上摔圆模和下摔圆模之间有80 mm的间隙,上固定座和下固定座之间有100 mm的间隙。上砧座固定在活动横梁底部的垫板上,通过楔键固定。

▲图2 用于轴类锻件摔圆的可拆卸模具
4 组合式摔圆模具的使用方法
使用时,锻造操作机夹持轴类锻件,将其放入上、下摔圆模之间的空挡中。锻造液压机主缸加压,活动横梁下降,将上固定座和上摔圆模压下,同时将压力传给锻件毛坯,使之产生塑性变形。下摔圆模合模后锻造液压机主缸泄压,活动横梁上升,在弹簧力作用下,上固定座和上摔圆模弹起,锻件毛坯被松开,锻造操作机将锻件毛坯旋转一定的角度(或进给一定的长度),再进行下一次锻造过程。利用摔圆模具对轴类锻件进行摔圆,往复锻造次数可达60次/min。
锻造不同尺寸的轴类锻件,只需更换相应规格的上、下摔圆模,用于锻造φ300 mm轴类锻件的上、下摔圆模如图3所示。
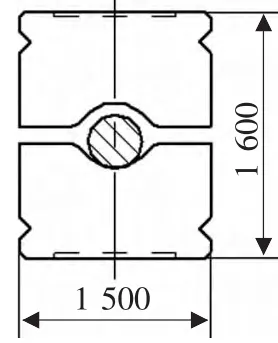
▲图3 用于锻造φ300 mm轴类锻件的上、下摔圆模具
5 弹簧的设计和计算
弹簧是轴类锻件摔圆可拆卸模具中重要的零件,它的设计和计算在整个摔圆模具部件中是最复杂也是最重要的。
摔圆模具弹簧采用圆柱螺旋压缩弹簧,弹簧材料选用60Si2Mn,弹簧载荷情况属于Ⅱ类:受循环载荷作用次数在103~106次范围内或受冲击载荷[5]。弹簧的许用剪切应力[τ]=640 MPa,剪切弹性模量 G=80 GPa,温度修正系数Kt=0.98。工作温度下的剪切弹性模量:
Gt=KtG=78.4×109N
弹簧中径D=280 mm,弹簧丝直径d=70 mm,弹簧指数:

曲度系数:

最大工作负荷:

弹簧有效圈数n=9,弹簧刚度:

最大工作负荷下的变形量:

极限负荷:

极限负荷下的变形量:

最小工作负荷:

最小工作负荷下的变形量:

摔圆模具部件装配好后,弹簧上部的零件重量m=28 t,单个弹簧承受载荷:

这时的变形量:

锻造时,上砧下压,上、下摔圆模闭合时弹簧的变形量:

这时弹簧受到的载荷:

弹簧节距t=100 mm,自由高度:

弹簧展开长度:

由以上计算结果得出弹簧载荷-形变图(如图4所示)和弹簧零件工作图(如图5所示)。
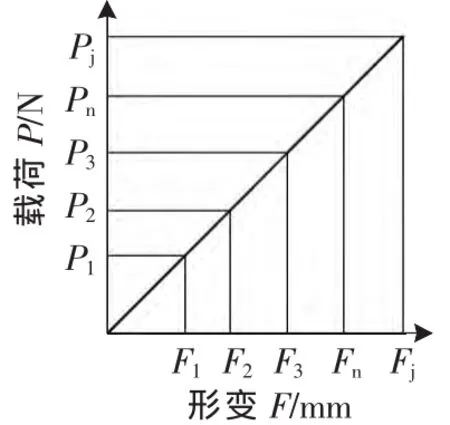
▲图4 弹簧载荷-形变图

▲图5 弹簧零件工作图
6 组合式摔圆模具主要零件材料及热处理
模具材料选择恰当与否对模具生产和使用具有重要作用,模具的磨损、机械疲劳、塑性变形和冷热疲劳等典型失效类型都直接与模具材料及其后续加工密切相关,因此,模具材料对锻件生产有重要影响。
按照热锻工艺要求和工艺装备条件,热锻模具是在高温热负荷和机械冲击负荷作用下工作,并且在加载时瞬时温度和应力急剧升高、卸载时机械应力消失,同时温度迅速下降至使用温度,即模具始终在机械负荷和热负荷又同时受脉冲式加载和卸载的环境条件下工作,可见其工作环境十分恶劣。
φ800 mm摔圆模具的主要零件材料及热处理方式[6-8]见表 1。

表1 主要零件材料及热处理方式
7 结束语
这套用于轴类锻件摔圆的可拆卸模具有的优点和有益效果是:模具可以与锻造液压机和锻造操作机联动,实现快速锻造,提高了机械化程度,可以快速更换不同规格的摔圆模具,满足不同规格轴类锻件锻造的需要,与锻件接触的、最易出现表面裂纹(龟裂)的零件,可以用优质合金工具钢制造,不仅提高了模具的使用寿命,而且当上、下摔圆模受损后,可只更换上、下摔圆模,节省了模具制造成本。
[1] 中国机械工程协会塑性工程学会.锻压手册(第三版)[M].北京:机械工业出版社,2007.
[2] 高俊峰.我国快锻液压机的发展与现状[J].锻压技术,2008(6).
[3] 葛艳明,黄杰雯,高志国.用于轴类锻件摔圆的含有转动模块的可拆卸模具[P].中国专利:CN201572874U,2010-09-08.
[4] 殷和敏.摔圆料用的机械化工具[J].机械工人,1959(3).
[5] 成大先.机械设计手册(第五版)[M].北京:化学工业出版社,2007.
[6] 《重型机械标准》编写委员会.重型机械标准[M].北京:中国标准出版社,1998.
[7] 王贵斗.金属材料与热处理[M].北京:机械工业出版社,2008.
[8] 马森林.热锻模具选材与制造工艺探讨[J].汽车工艺与材料,2005(5).
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:30
汽车实用技术(2022年15期)2022-08-19 02:48:22
一重技术(2021年5期)2022-01-18 05:42:04
锻压装备与制造技术(2021年2期)2021-07-19 08:50:48
潍坊学院学报(2016年2期)2016-12-01 12:59:55
锻压装备与制造技术(2016年3期)2016-06-05 09:36:08
锻压装备与制造技术(2016年3期)2016-06-05 09:36:08
大型铸锻件(2015年1期)2016-01-12 06:33:37
大型铸锻件(2015年1期)2016-01-12 06:32:49
大型铸锻件(2015年5期)2015-12-16 11:43:22
