
离子膜电解槽加酸探讨
2014-11-22 02:04:30李娜
中国氯碱 2014年5期
李 娜
(新疆华泰重化工有限责任公司,新疆 乌鲁木齐 830019)
新疆华泰重化工公司使用的是蓝星北化机厂家的NBH-2.7型离子膜电解槽,自2010年10月开车以来,盐水中氯酸盐含量不断上升,导致碱中氯酸盐含量不断上升。为保证离子膜电解装置长期经济运行,采用了向阳极液中加酸的工艺。通过17个月的运行观察,总结了加酸的作用、控制方法以及必须注意的问题。
1 加酸的作用
离子膜电解原理见图1。
阳极室反应为2Cl-2e=Cl2,阴极室反应为2Na++2H2O+2e=2NaOH+H2。因为膜的效率不是百分之百,阴极液中的OH-通过离子膜向阳极室反渗,不仅直接降低阴极电流效率,反渗到阳极室的OH-还会与溶解于盐水中的氯发生一系列副反应,导致阳极上析氯的消耗,使阳极效率下降。采取向阳极液中添加盐酸的方法,可以将反渗过来的OH-与HCl 反应除去,不仅可以提高阳极电流效率,而且可降低氯中含氧和阳极液氯酸盐含量(见图2)。电解槽加酸,使氯中含氧﹤1%,不仅可以满足氧氯化法生产PVC 的需要,而且还能延长阳极涂层的寿命[1]。
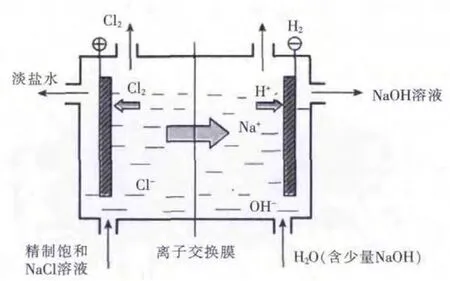
图1 离子膜法电解原理示意图
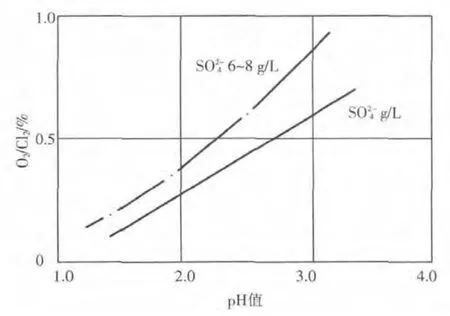
图2 阳极液酸度和氯中含氧量的关系
此外,加酸还有以下作用[2]。(1)提高氯气纯度高;(2)减少阳极涂层受腐蚀程度;(3)减少Fe(OH)3在离子膜阳极面的附着量,降低槽电压;(4)加入适量的酸控制阳极液出槽酸度为0.003~0.005 N 的情况下,能够准确计算离子膜的阳极效率;(5)可以减少淡盐水中氯酸盐的含量,有利于一次精制盐水中降低氯酸盐含量,能够延长螯合树脂的使用寿命。
2 加酸点及加酸要求
根据不同的需要,可以有不同的加酸点。(1)向电解槽装置入槽盐水总管中加酸或者向单槽入槽盐水管中加酸,此方法不能除去氯气中的二氧化碳。(2)脱氯塔前加酸,这是必须的加酸处,通过调节加酸量,破坏化学平衡Cl2+H2OCl-+H++HClO,从而脱出淡盐水中的游离氯。(3)设置氯酸盐分解槽,向该槽中加酸,能够有效地清除氯酸盐和次氯酸钠,反应式为NaClO3+6HCl=3Cl2+NaCl+3H2O。
对向阳极液中加入的盐酸的质量要求较高,自然循环型电解槽应用17%盐酸,防止盐结晶堵塞盐水分配管的出口。盐酸中杂质超标会对离子膜造成污染,导致离子膜性能下降,所以,要求盐酸中钙小于0.3 mg/L;镁含量小于0.07 mg/L;铁含量小于0.2 mg/L;蒸汽残渣小于25 mg/L;游离氯含量小于60 mg/L。在电流低于4 kA 时,各项指标不稳定,不宜加酸。加酸管交口要有带斜口的插入管,斜口方向,必须与盐水流向一致。
3 加酸量的控制
加酸量与电流、电流效率以及单元槽数量有关。同样运行时间和同型电槽,电流越高,加酸量越大;电流效率越低,加酸量越大;单元槽数量越多加酸量越大。在一定的电流负荷和电流效率下,入槽盐水有相应的酸量,新膜在刚投入运行时,可以不加酸。
在实际运行过程中,新膜投入使用后,根据相关工艺指标来确定是否加酸和控制加酸量。与加酸相关的指标有阳极液进槽酸度、阳极液出槽酸度、阳极液出槽pH 值、阳极液出槽游离氯含量以及氯酸盐含量。阳极液进、出槽酸度值应首先关注出槽酸度,在保证出槽酸度为0.001~0.005 N 的基础上,控制进口酸度不能超过0.15 N。该公司新装置采用北化机的NBH-2.7型离子膜电解槽,自2010年10月开车以来,加酸量原始数据见表1。由于运行前3个月未加酸,不做数据统计,表中“-”表示未运行。从表中数据可以看出膜运行时间越久,相同负荷下加酸越多,以2台电槽运行12个月后连续5个月的数据为例作图如图3。
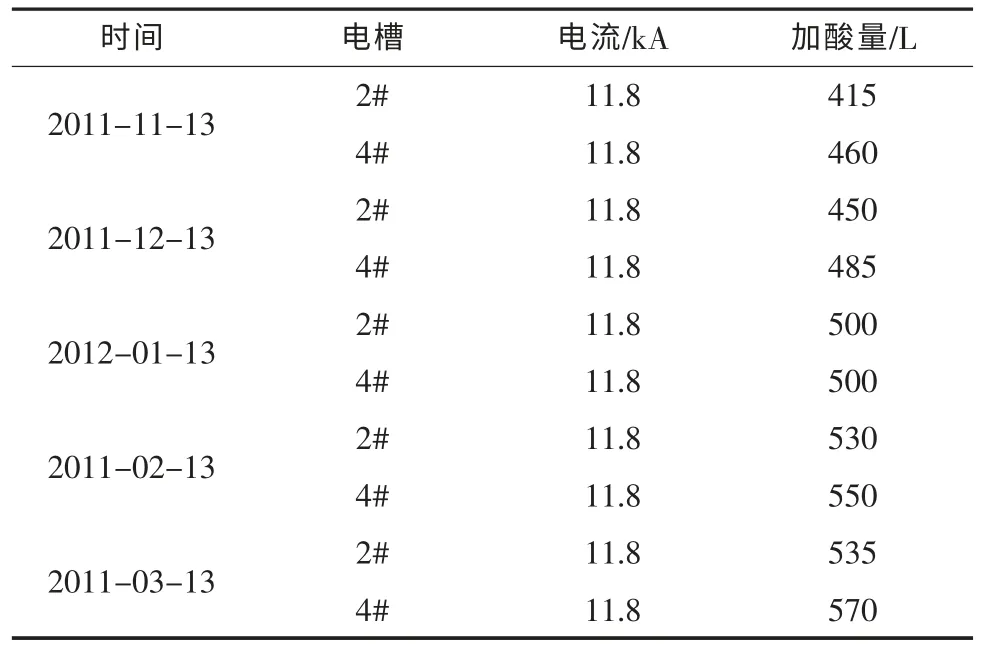
表1 运行时间与电流、加酸量数据表
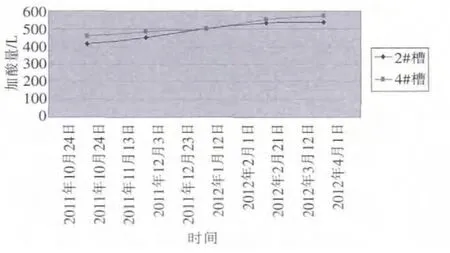
图3 同负荷下电槽运行时间与加酸量关系
4 加酸量不足或过量的影响
在电解槽不加酸或酸量不足,阳极液出槽pH 值≥4时,会出现以下问题。(1)电槽阳极电流效率计算不准确。在电解过程中,随着氢氧根的反渗,阳极液的酸度随之降低。只有在阳极液出口的酸度足够中和氢氧根时,阳极电效计算公式的计算值才是准确的;(2)NaClO3增加会影响螯合树脂的使用寿命。NaClO3具有很强的氧化性,会造成树脂破碎、性能下降。随着盐水中NaClO3含量的增大,成品碱中的NaClO3含量也相应增加,最终导致成品碱质量不合格;(3)随着运行时间的推移,在离子膜的阳极表面会逐渐被Fe(OH)3附着,使槽电压上升。沉淀量增加到一定程度,部分Fe(OH)3随阳极液流出,附着在出口软管处,对观察阳极液的溢流状态、判断离子膜是否泄漏带来困难;(4)随着pH 值的升高,氯中含氧相应增加,氯气纯度降低,同时,氧对阳极活性涂层有一定的破坏作用,使阳极电位上升、寿命缩短;(5)副反应产生NaClO,对垫片具有极强的腐蚀性[3]。
加酸过量会导致离子膜酸化和阳极钝化,槽电压明显上升,发现膜酸化,应立即停止加酸。很短时间的酸化膜一般不会出现水泡,膜性能基本上可以恢复。如果不能及时停止,膜起水泡后,则对膜造成不可恢复的损伤,易出现针孔。
5 加酸过程中注意的问题
(1)在理想化的溶液中,pH 值和酸度之间可以换算,计算式为pH=-lg[H+]。但是阳极液出槽酸度和pH 值这2个工艺运行指标应以酸度为准,pH 值做参考,因为pH 值会受到盐水中Na2SO4含量和其他条件的影响而有所变动。
(2)阳极液进槽酸度、阳极液出槽酸度、阳极液出槽pH 值、阳极液出槽游离氯含量以及氯酸盐含量等都是与加酸相关,各项指标互相影响。当某一指标发生变化时,应全面分析各项指标和相关流量后再做处理。
(3)电槽在第一次加酸和停车检修后再次开车或其他异常情况重新开始加酸时,必须先加入少量酸,然后,根据做样结果和指标逐步提升加酸量,避免加酸过量造成膜酸化。
(4)自然循环电解槽加酸的浓度为17%,需要将31%盐酸加水稀释。一般由气动阀控制酸水流量,充分混合后,加入电槽阳极液中,要求操作人员必须关注二者流量,在提升酸量时,需严格按照配比计算,确保加酸的浓度为17%。
(5)当盐水管线结晶造成加酸流量跟不上时,单槽加酸气动阀开度明显偏大,此时,首先应将单槽槽尾串联的排气阀排气泄压。为避免加酸产生气泡而使管线内压力增大,也可以长期微开单槽槽尾串联的2个排气阀,无效果时,应该停止加酸,以大量水冲洗5 s 再关小水流量。如果还是不行,需要全面停止加酸,拆管线进行处理。
(6)为避免停车或应急时加酸过量,设置了连锁保护。如系统跳闸时,连锁关闭加酸总气动阀、加酸配水气动阀和单槽加酸气动阀;单槽跳闸时,连锁关闭单槽加酸气动阀,还必须及时手动关闭单槽加酸气动阀后的手阀。
[1]程殿彬,等.离子膜法制碱生产技术.北京:化学工业出版社,1998:100-101.
[2]梁 艳,殷宪立.电解槽加酸的探讨.中国氯碱,2009,(7):14.
[3]朱从军.入槽盐水加酸工艺的探讨.石河子科技,2007,(6):34-35.
猜你喜欢
广州化工(2022年9期)2022-05-27 03:58:26
橡塑技术与装备(2022年1期)2022-01-20 08:41:00
商品与质量(2021年27期)2021-06-28 03:03:12
理化检验-化学分册(2020年5期)2020-06-15 11:36:04
氯碱工业(2020年11期)2020-03-02 11:05:22
商品与质量(2019年40期)2019-11-28 14:27:26
中国设备工程(2019年6期)2019-04-26 02:39:54
中国新技术新产品(2019年2期)2019-04-12 03:59:10
中国氯碱(2017年4期)2017-05-04 06:41:25
科技与创新(2015年4期)2015-03-31 04:01:36
